Las placas de acero inoxidable son un material popular entre los usuarios de diversas industrias. Los productos fabricados con placas de acero inoxidable tienen un rendimiento excelente y una vida útil relativamente larga. Esto los hace ampliamente utilizados en la fabricación de maquinaria, ingeniería de construcción, fabricación de utensilios de cocina, vehículos ferroviarios y otras industrias.
Hoy en día, la mayoría de fabricantes optan por el corte por láser cuando se trata de chapas de acero inoxidable. Sin embargo, cortar láminas gruesas de acero inoxidable de alta calidad requiere ciertas habilidades.
I. Método de depuración del corte de láminas gruesas de acero inoxidable.
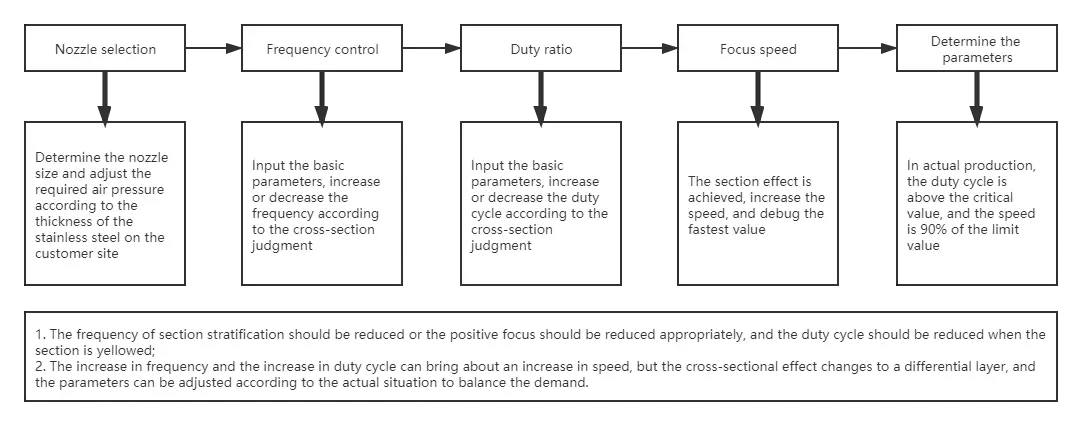
II. Selección de boquilla
El diámetro de la boquilla determina la forma del flujo de aire en la incisión, el área de difusión del gas y el caudal de gas. Estos factores pueden afectar tanto la eliminación del material fundido como la estabilidad del proceso de corte.
Un mayor flujo de aire hacia la incisión puede dar como resultado velocidades más rápidas y, cuando se combina con el posicionamiento adecuado de la pieza dentro del flujo de aire, puede aumentar la capacidad del chorro para eliminar el material fundido.
Para acero inoxidable más grueso, se recomienda un diámetro de boquilla mayor y un ajuste de presión de aire más alto. Es importante asegurarse de que la presión y el flujo estén equilibrados para obtener una sección transversal normal.
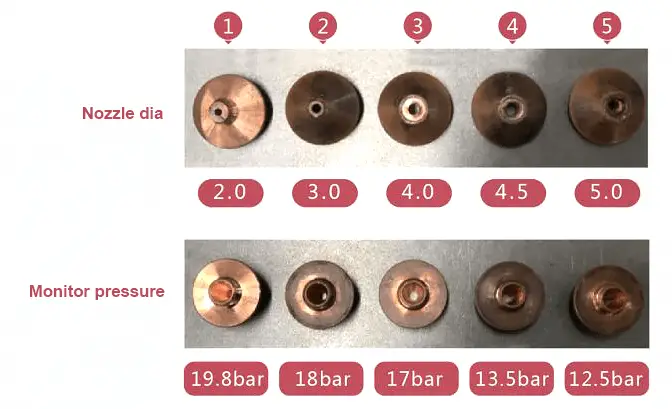
Nota: Presión de aire a un caudal fijo y diferentes tamaños de boquilla
Al cortar acero inoxidable más grueso, se debe utilizar un tamaño de boquilla más grande, junto con un ajuste de válvula proporcional y un caudal más grandes para mantener la presión requerida y lograr un efecto de sección transversal normal.
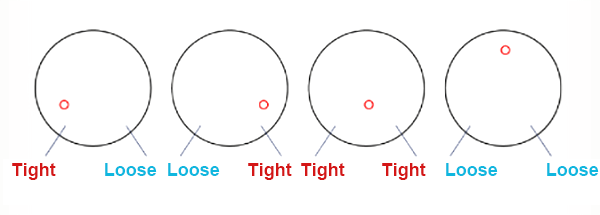
Para garantizar el efecto de corte y proteger la boquilla contra daños, se requiere una prueba coaxial antes del proceso de corte. Esto implica probar la alineación de la boquilla y el haz de salida del láser para garantizar que sean coaxiales.
A continuación se sugiere un método de prueba: coloque un papel transparente en la superficie del extremo de salida de la boquilla, ajuste la potencia de salida del láser para perforar, observe si hay un orificio central en la cinta de papel transparente y la posición del orificio central, y luego Simultáneamente, ajuste el tornillo de ajuste en el mango de la cavidad del espejo hasta que el orificio perforado con láser en la cinta de papel transparente coincida con el centro de la boquilla.
III. Ajuste de frecuencia
El efecto del cambio de frecuencia en el corte de láminas de acero inoxidable: cuando la frecuencia disminuye de 500 a 200 Hz, el efecto de la sección transversal de corte se vuelve más delgado y la estratificación mejora lentamente. Sin embargo, si la frecuencia se establece en 100 Hz, el material no se puede cortar y se convierte en luz anti-azul.
Al cambiar la frecuencia, es posible identificar el rango de frecuencia ideal para cortar.
Para garantizar la mejor sección transversal de corte, es esencial asegurarse de que el número de pulsos y la energía de un solo pulso coincidan perfectamente.

| Frecuencia | 500Hz | 400Hz | 300Hz | 200Hz |
| Porcentaje de obligaciones | 55% | 55% | 55% | 55% |
4. Ajuste de la tarifa del servicio
Al cortar placas de acero inoxidable, es fundamental ajustar adecuadamente la relación de trabajo. Se considera que el valor crítico es una tasa impositiva del 53%. Si la tasa de servicio disminuye más allá de este punto, pueden aparecer marcas sin cortar en la superficie inferior, la sección puede volverse rugosa y puede ocurrir delaminación. Por otro lado, aumentar la tasa de servicio al 60 % puede hacer que la superficie de corte se vuelva amarilla.
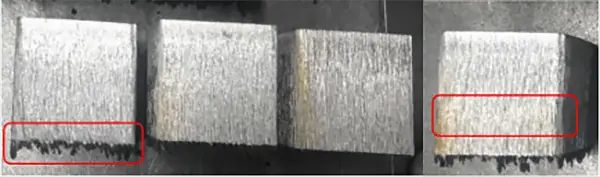
| Frecuencia | 200Hz | 200Hz | 200Hz | 200Hz |
| Porcentaje de obligaciones | 52% | 53% | 55% | 60% |
V. Selección de enfoque
El espesor, el material y la calidad del corte pueden variar según el enfoque elegido.
Es necesario ajustar el enfoque según el material y espesor a cortar.
Para determinar rápidamente el enfoque de corte ideal, se recomienda medir el enfoque cero real antes de cortar y luego consultar únicamente los parámetros del proceso de corte.
| Frecuencia | 200Hz | 200Hz | 200Hz | 200Hz |
| Porcentaje de obligaciones | 52% | 53% | 55% | 60% |
Nota: El método anterior sirve para depurar parámetros, pero el valor específico debe determinarse en función de la potencia del láser y el grosor de las placas.
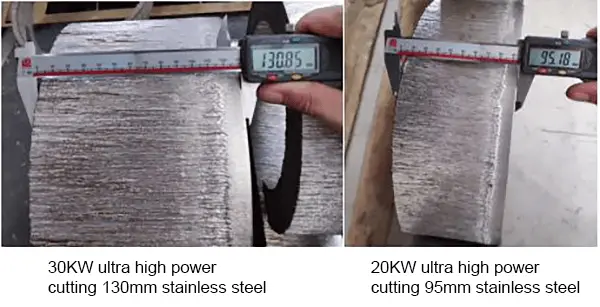
SIERRA. Láser M yriawatt y efectos del corte de acero inoxidable grueso