
Antes de rehacer
Los láseres de fibra de potencia ultraalta son capaces de cortar láminas gruesas de forma rápida y de alta calidad, lo que incluye el uso de aire como gas auxiliar para cortar acero inoxidable, y ofrecen varias ventajas sobre otros métodos de corte.
En los últimos años, los láseres de fibra de potencia ultraalta (UHP), con potencias que oscilan entre 10 kW y 40 kW, se han adoptado rápidamente en el mercado de corte, y se espera que la potencia máxima del láser para aplicaciones de corte siga aumentando.
En este artículo, mostraremos los efectos de aplicar corte en este rango de potencia y discutiremos los factores clave que impulsan la aplicación de láseres de fibra de potencia ultra alta, incluidas importantes ventajas de productividad, mejoras en la calidad del corte y la capacidad de cortar materiales más gruesos. como acero inoxidable de 230 mm de espesor y 40 kW.
A los efectos de este artículo, los láseres de potencia ultraalta se definen como aquellos con una potencia superior a 10 kW, que permiten nuevos métodos de proceso que pueden expandir el corte por láser a nuevos mercados. Uno de esos métodos es el uso de aire como gas auxiliar para cortar acero inoxidable de hasta 50 mm de espesor, lo que da como resultado velocidades de corte hasta 4 veces más rápidas que el corte por plasma de alta potencia.
Los resultados de la aplicación demuestran que los láseres de potencia ultraalta están transformando el corte de acero inoxidable, utilizando tecnología de corte con aire en lugar de tecnología de corte con nitrógeno y oxígeno, lo que da como resultado un corte rentable, de alta velocidad y de alta calidad.
Tendencia de desarrollo de 6 años: máxima potencia láser para aplicaciones de corte
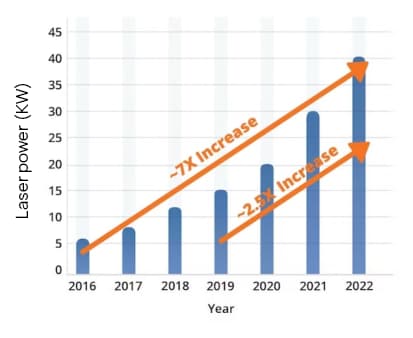
Figura 1: Crecimiento máximo de potencia del láser de fibra utilizado en equipos de corte desde 2016
La tecnología de corte por láser surgió hace más de 50 años y ha experimentado un rápido desarrollo desde entonces. En la década de 1970, se lanzó la primera máquina de corte por láser comercial, que los primeros usuarios utilizaron para la producción en masa.
En la década de 1980, se generalizó el uso de equipos de corte por láser de CO2 y, a finales de la década de 1990 y principios de la de 2000, se introdujeron los láseres de fibra de alta potencia. A finales de la década de 2000, el desarrollo de máquinas de corte por láser de fibra óptica de kilovatios convirtió el corte por láser en una tecnología de fabricación convencional desde una aplicación a pequeña escala.
Las máquinas de corte por láser de fibra ocupan una posición importante en el mercado de corte por láser de placas de metal debido a su fácil integración, confiabilidad, bajos costos de mantenimiento y operación, alto rendimiento de corte y viabilidad de expansión de potencia.
A finales de la década de 2010 y principios de la de 2020, el mercado del corte por láser experimentó un crecimiento en dos direcciones. La primera tendencia abarca el segmento del mercado de baja potencia, con un fuerte aumento en la demanda de máquinas de corte de 1 a 3 kW a medida que disminuyen los costos de capital del equipo.
La segunda tendencia se produce en el mercado final de alta potencia, que también conduce a una mayor demanda de láseres de potencia ultraalta. Esto se debe a la alta productividad y las capacidades técnicas que brindan los láseres de potencia ultraalta con una alta relación costo-rendimiento. El campo del corte por láser ha experimentado una “transformación de poder” sin precedentes, incomparable con otros procesos de fabricación de chapa del mismo período.
En las exposiciones de procesamiento y fabricación podemos ver que la potencia máxima del láser de las máquinas de corte expuestas ha aumentado de 6 kW en 2015 a 40 kW en 2022, un aumento de casi 7 veces (ver Fig. 1). Sólo en los últimos tres años, la potencia máxima de los equipos láser ha aumentado de 15 kW a 40 kW, ¡un fuerte aumento de 2,5 veces!
¿Por qué es este el mejor momento?
Antes de que apareciera la tendencia de corte de potencia ultraalta, hacía algunos años que se disponía de láseres de fibra fiables de alta potencia. Ya en 2013 se introdujeron los láseres de fibra industriales con una potencia de 100 kW.
Sin embargo, sólo en los últimos años el precio por kilovatio de los láseres ha bajado rápidamente, lo que ha reducido el umbral para el corte por láser de potencia ultraalta. El desarrollo de cabezales de corte capaces de soportar una alta potencia del láser en entornos de corte hostiles también ha contribuido a esta tendencia.
Además, la base de datos de corte que puede adaptarse a equipos de corte de potencia ultraalta mejora continuamente, proporcionando capacidades de corte más precisas.
Prueba de corte
Esta prueba emplea láseres de fibra de conversión electroóptica de alta eficiencia IPG 40kW YLS-40000 e IPG 30kW YLS-30000-ECO2, junto con un diámetro de núcleo de fibra de 100 µm y un cabezal de corte IPGCut-HP, para evaluar la velocidad de corte y la calidad de varios rieles.
Hasta donde sabemos, la potencia del láser de 40 kW y el diámetro del núcleo de fibra de 100 µm representan la potencia del láser más alta disponible en una fuente de luz de corte por láser industrial.
Seleccionamos un núcleo de fibra de 100 µm de diámetro ya que proporciona una velocidad de corte entre un 10 y un 25 % más rápida que un núcleo de fibra de 150 µm.
Corte de acero al carbono con aire como gas auxiliar.
Velocidad de corte vs. potencia del láser
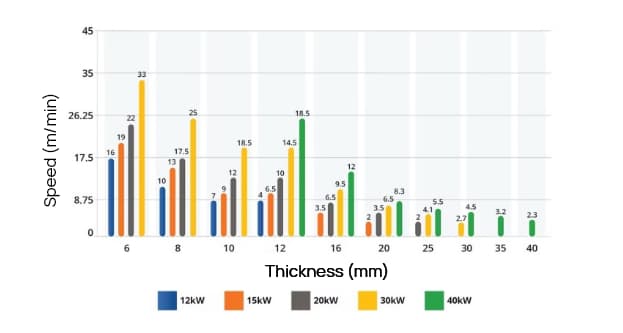
Fig. 2: Diagrama esquemático de la velocidad de corte y la potencia del corte al aire libre de escoria de acero al carbono.
Velocidad de corte más rápida
Nuestros experimentos demuestran que la velocidad de corte por láser aumenta a medida que aumenta la potencia promedio (hasta 40 kW) para todos los metales probados, incluidos el acero inoxidable, el acero al carbono y el aluminio.
La Figura 2 muestra la relación entre la velocidad de corte y la potencia del láser para acero al carbono de 6 a 40 mm con aire, entre 12kW y 40kW. La tasa de crecimiento aumenta con el espesor del metal.
Por ejemplo, al cortar acero al carbono de 12 mm de espesor, la velocidad de corte de 40 kW es un 280 % más rápida que la de 15 kW (con un 270 % más de potencia). Cortar acero al carbono de 20 mm de espesor a 40 kW produce una velocidad de corte un 420 % más rápida que la de 15 kW. Cortar acero al carbono de 30 mm con un aumento del 33 % en la potencia, de 30 kW a 40 kW, da como resultado un aumento del 66 % en la velocidad de corte.
Por lo tanto, los láseres de potencia ultraalta con niveles de potencia más altos pueden aumentar aún más la eficiencia del corte de láminas gruesas. Sin embargo, para reducir significativamente el ciclo de producción utilizando la velocidad de corte más rápida proporcionada por el láser de potencia ultraalta, es esencial cortar las piezas, especialmente las delgadas, a alta aceleración.
En los últimos años, la aceleración máxima de las máquinas de corte por láser ha aumentado de 1G a 3G para adaptarse a una mayor potencia del láser. En el mercado de alta gama, la aceleración de las máquinas de corte por láser de potencia ultraalta puede alcanzar un máximo de 6G y su diseño mecánico garantiza que no se note ninguna desviación en la trayectoria de corte.
Reduzca el costo de procesamiento de piezas unitarias y logre un rápido retorno de la inversión
En comparación con las opciones de menor potencia, el corte por láser de potencia ultraalta reduce significativamente el costo de las piezas de la unidad de procesamiento, lo que genera un retorno de la inversión más rápido y una mayor rentabilidad.
En el corte por láser, el coste de procesamiento surge principalmente del consumo de gas, que normalmente aumenta con el espesor de la pieza. Sin embargo, el corte por láser de potencia ultraalta requiere una presión de gas y un tamaño de boquilla iguales o menores que el corte de baja potencia. La velocidad de corte del láser de potencia ultraalta es más rápida, lo que reduce el tiempo de corte de las piezas unitarias y reduce en gran medida el consumo de gas.
Por ejemplo, un láser de 30 kW puede cortar una pieza típica de acero inoxidable de 16 mm de espesor en la mitad del ciclo de producción de un láser de 15 kW, reduciendo el consumo de gas a la mitad.
Aunque el consumo de energía de los láseres y enfriadores generalmente aumenta linealmente con la potencia del láser, el consumo de energía de otros cortadores sigue siendo el mismo. Por tanto, aumentar la potencia del láser reduce el coste energético total de cada componente. Con el desarrollo continuo de la tecnología IPG, la eficiencia de conversión electroóptica de los láseres de fibra de alta potencia es superior al 50%, lo que genera mayores ahorros de energía.
Los láseres de potencia ultraalta también pueden ahorrar gas. Se puede utilizar aire a alta presión para cortar acero al carbono grueso rápidamente y sin escoria, evitando la velocidad de corte más lenta del nitrógeno o el oxígeno, que son más costosos. La potencia ultraalta también permite reducir la presión de aire necesaria para un corte sin escoria en nitrógeno y corte con aire.
Por ejemplo, utilizar un láser de 20 kW o más de potencia para cortar acero al carbono de 20 mm de espesor requiere solo entre 10 y 12 bares de presión de aire, mientras que un láser de 15 kW requiere más de 16 bares. Esta importante despresurización ayuda a reducir el consumo de gas y simplifica la especificación de los equipos de generación de gas.
La eficiencia de producción de los equipos de corte por láser de alta potencia es el doble que la de los equipos de corte por láser de baja potencia, mientras que el precio del equipo no es el doble. Esto se debe a que el coste por kilovatio disminuye a medida que aumenta la potencia del láser. El costo de los láseres de mayor potencia está incluido en el costo total del equipo, mostrando un crecimiento marginal en comparación con los equipos láser de menor potencia.
Por lo tanto, la máquina de corte por láser de potencia ultraalta puede lograr el doble de eficiencia de producción gracias a una mayor potencia del láser, mientras que el costo del equipo solo aumentó entre un 30% y un 40%. Debido a la mejora significativa en la eficiencia de la producción, los equipos de potencia ultraalta pueden reemplazar varios equipos de baja potencia, lo que reduce el espacio, los operadores y la preparación de las instalaciones.
Para garantizar la eficiencia de la producción, la máquina cortadora por láser de fibra de potencia ultraalta requiere una mayor confiabilidad de la fuente láser y el cabezal de corte. Se requiere una salida de potencia estable y una calidad del haz para la fuente láser de fibra óptica, lo que se ve afectado por la calidad de los diodos, los componentes y la integración óptica. El cabezal de corte de potencia ultraalta debe soportar una alta potencia del láser, gas a alta presión, polvo, calor del proceso y alta aceleración para lograr un procesamiento estable y confiable.
| Artículo | Oxígeno | Nitrógeno | Aire a alta presión |
| Costo del equipo de gas | bajo | Bajo a alto | alto |
| Costo operativo del gas | bajo | alto | muy bajo |
| Fluir | bajo | muy alto | muy alto |
| Escoria | Ninguno/Bajo | promedio | ninguno/bajo |
| Repetibilidad a largo plazo de la calidad de la producción. | Altura media | muy alto | muy alto |
| Sensibilidad al entorno de la superficie del material. | Promedio | bajo | bajo |
| Sensibilidad a la composición del material. | alto | bajo | bajo |
| Zona afectada por el calor | Promedio | pequeño | pequeño |
| Capacidad para cortar piezas de trabajo complejas o de alta relación de aspecto | Promedio | alto | alto |
| Grado de oxidación de la superficie de corte. | grave | cualquier cosa | moderado |
| Rugosidad de la superficie de corte (Rz) | bajo | secundario | altura media |
| Grado estético de la superficie de corte. | bien | secundario | pobre |
| Ancho de muesca | grande | pequeño | pequeño |
| Potencia del láser necesaria para un corte sin escoria | bajo | N / A | promedio |
- La escala de producción determina los requisitos.
- El equipo es necesario para presurizar el aire y filtrar la humedad y el aceite.
- El corte con oxígeno utiliza baja presión (generalmente entre 5 y 20 psi) y una boquilla con orificio pequeño.
- El corte con nitrógeno requiere alta presión y una boquilla grande.
- El corte por aire como función es gratuito.
- Hay que tener en cuenta el nivel de oxidación y el espesor de la capa de óxido.
Nuevo esquema de proceso para cortar acero inoxidable
El acero al carbono se puede cortar con oxígeno, nitrógeno o aire como gas auxiliar.
Aunque el corte con oxígeno es eficaz para cortar acero al carbono grueso utilizando una potencia láser más baja debido a la energía de oxidación adicional, la velocidad de corte no es directamente proporcional a la potencia del láser. Esto puede conducir a una reducción de la eficiencia de la producción.
Por otro lado, la velocidad de corte del corte por aire del acero al carbono es directamente proporcional a la potencia (ver Fig. 2).
Por ejemplo, para acero al carbono de 16 mm, la velocidad de corte con oxígeno se mantiene alrededor de 2 m/min cuando la potencia está entre 10 kW y 30 kW, mientras que la velocidad de corte con aire es más de 9 m/min a 30 kW, lo que la hace 4,5 veces más rápida que la velocidad de corte de oxígeno. .
Para espesores que requieren corte con oxígeno solo a menor potencia y velocidad, ahora están disponibles láseres de potencia ultraalta y procesamiento con aire, que es varias veces más rápido y produce un acabado de mejor calidad.
Sin embargo, en el caso de los láseres de baja potencia, el corte con aire puede provocar una suspensión de escoria, que puede ser difícil de eliminar y producir una superficie de mala calidad.
El desarrollo de este innovador y eficiente esquema de procesamiento de potencia ultraalta está ganando popularidad entre industrias como la fabricación de equipos de construcción y la industria pesada, que requieren una cantidad significativa de procesamiento de placas gruesas.
Discutiremos la historia del desarrollo y las ventajas de los láseres de fibra de potencia ultraalta. En la próxima edición seguiremos presentando más ventajas competitivas del corte por láser de ultra alta potencia a través de casos de estudio reales.
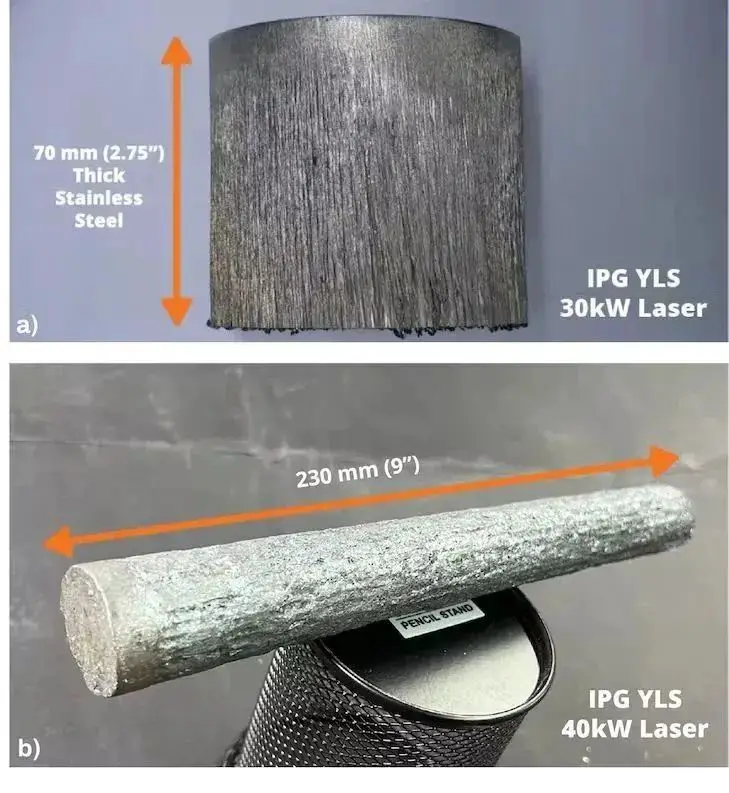
Fig 4. Corte de acero inoxidable muy grueso en modo pulsado utilizando una cortadora láser de potencia ultraalta
a) 30 kW de potencia, corte con nitrógeno, acero inoxidable de 70 mm de espesor;
(b) Potencia 40 kW, corte por aire de acero al carbono de 230 mm de espesor.
Mejorar el espesor, el rendimiento y la calidad de corte de la chapa.
Los resultados de las pruebas indican que a medida que aumenta la potencia del láser de potencia ultraalta, también aumenta la capacidad del espesor de corte. Por ejemplo, en la Figura 4, se demuestra el corte de acero inoxidable de 70 mm de espesor usando nitrógeno a 30 kW y acero al carbono de 230 mm de espesor usando aire a 40 kW en modo de corte por pulsos.
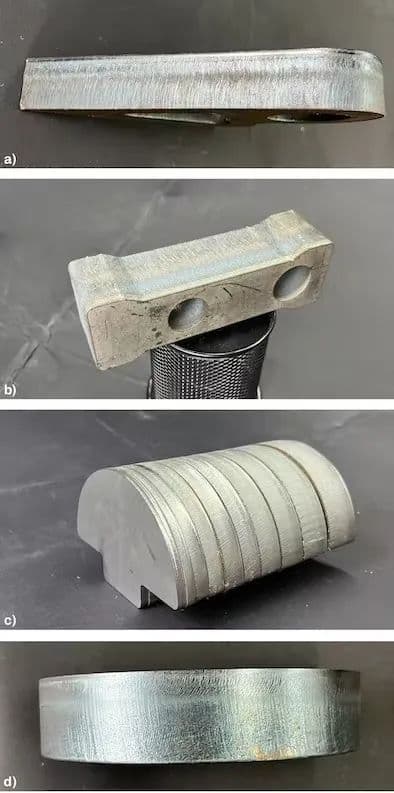
Fig. 5 Corte a máxima velocidad en modo continuo
(a) El láser IPG YLS de 40 kW se utiliza para cortar acero al carbono de 28 mm de espesor a través del aire a una velocidad de 4,5 m/min (177 ipm).
(b) El láser IPG YLS de 40 kW se utiliza para cortar acero inoxidable de 40 mm de espesor a una velocidad de 2,3 m/min (90 ipm).
(c) El láser IPG 30kW YLS-ECO, cuando se combina con nitrógeno, se utiliza para cortar perfiles de acero inoxidable con un espesor de 3 a 25 mm.
(d) Cortar acero al carbono de 30 mm de espesor con una potencia de 15 kW y oxígeno.
En el modo de corte de onda continua (CW) a máxima velocidad, se utiliza aire libre de escoria de 20 kW para cortar acero al carbono de 20 mm de espesor, se utiliza aire libre de escoria de 40 kW para cortar acero al carbono de 30 mm de espesor y se utilizan 40 kW de escoria de aire libre. Se utiliza para cortar acero al carbono de 40 mm de espesor (ver Figuras 2 y 5a en la sección anterior).
Al cortar acero inoxidable, es más fácil lograr un efecto libre de escoria, por lo que el espesor límite de corte es mayor que el del acero al carbono (consulte la Figura 5b y la Figura 5c).
En el corte continuo con nitrógeno y aire, sólo se puede lograr un corte sin escoria y una buena superficie de corte con un espesor determinado y con cierta potencia. Si excede un cierto espesor, se debe utilizar el corte por pulsos (que es más lento que el corte continuo) para obtener una calidad aceptable; de lo contrario, se deberá aumentar la potencia del láser.
Generalmente, una velocidad de corte inferior a 2 m/min significa que la potencia del láser en modo continuo es insuficiente para conseguir la mejor calidad de corte.
Para el corte con oxígeno de acero al carbono, suponiendo que la superficie de corte sea lisa, aumentar la potencia aumentará el espesor límite de corte. Por ejemplo, el espesor de corte límite de 4 kW es de aproximadamente 6-8 mm, mientras que el espesor de corte límite de 15 kW es de 30 mm.
La Figura 5d muestra una muestra de acero al carbono de 30 mm de espesor cortada a 15 kW.
Perforación más rápida y limpia
Utilizar la potencia máxima de un láser de potencia ultraalta en modo de pulso puede perforar rápidamente metales gruesos con salpicaduras mínimas.
El tiempo de perforación para acero inoxidable de 16 mm se reduce significativamente de más de 1 segundo a 6 kW a 0,5 segundos a 10 kW y 0,1 segundos a 20 kW.
En aplicaciones prácticas, un tiempo de perforación inferior o igual a 0,1 segundos se considera generalmente “instantáneo”.
Una potencia máxima más alta aumenta la relación profundidad-ancho del charco fundido, lo que permite unir más rápido materiales más gruesos con menos fusión transversal.
La reducción de la fusión transversal también minimiza las salpicaduras en la superficie superior.
Competitividad del corte por láser de ultra alta potencia.
Durante los últimos seis años, varios avances tecnológicos han contribuido a mejorar el rendimiento del corte por láser. Estos desarrollos incluyen:
- Selección de una variedad de fibras ópticas colimadoras o multinúcleo para determinar el tamaño del punto focal requerido;
- Implementación de vigas giratorias de alta velocidad que pueden mejorar la eficiencia y calidad del procesamiento de ciertos metales;
- Uso de láseres continuos de alta potencia para una perforación/corte complejo más rápido y limpio; Es
- Utilizando láseres de potencia ultraalta.
Aunque las necesidades de las diferentes industrias son diferentes, todas las tecnologías habilitadoras se utilizan en áreas específicas. Sin embargo, el corte por láser de potencia ultraalta es una tendencia tecnológica líder que promueve la mejora del rendimiento del corte por láser.
Esto puede verificarse mediante el uso generalizado de láseres de potencia ultraalta en las máquinas de corte por láser a nivel mundial. Con una mayor exposición a láseres de potencia ultraalta, los ingenieros de aplicaciones han descubierto numerosos beneficios de rendimiento y calidad que superan los de una potencia láser más baja, lo que permite una tecnología con menos complejidad.
Los láseres de potencia ultraalta tienen importantes ventajas en el corte de espesores, la calidad y la economía en el corte de láminas gruesas, especialmente a niveles de potencia de 15 kW y superiores. Son más competitivas que las máquinas de corte por plasma de alta corriente.
Las pruebas comparativas han demostrado que para acero inoxidable de hasta 50 mm de espesor, el láser de fibra de 20 kW es entre 1,5 y 2,5 veces más rápido que el cortador de plasma de alta intensidad de corriente (300 A).
Lectura relacionada: Corte por láser versus corte por láser Corte por plasma: las diferencias explicadas
En el caso del acero al carbono, cortar hasta 15 mm de espesor es el doble de rápido, como lo demuestra la evidencia empírica.
Según los cálculos, el coste total del corte por metro de acero al carbono de 15 mm de espesor con un láser de 20 kW es aproximadamente dos veces menor que con el plasma.
En comparación con el plasma de alta potencia, utilizar un láser de 40 kW para cortar secciones de acero inoxidable con un espesor de entre 12 y 50 mm es de tres a cuatro veces más rápido, mientras que cortar secciones de acero con bajo contenido de carbono con un espesor de 12 a 30 mm. mm es de tres a cinco veces más rápido. , lo que da como resultado diferencias de productividad significativamente mayores.
Láser de ultra alta potencia
En comparación con los láseres de baja potencia y otros procesos de corte como el corte por plasma, la principal fuerza impulsora detrás de los láseres de potencia ultraalta es el aumento de la productividad y la reducción de los costos de corte para cada componente.
El uso de láseres de potencia ultraalta da como resultado ganancias de velocidad que brindan a los fabricantes economías de escala. Por ejemplo, aumentar la potencia de 30 kW a 40 kW conlleva un aumento del 33 % en la velocidad y un aumento del 66 % en la velocidad de corte.
Los láseres de potencia ultraalta pueden lograr un corte con aire rápido y de alta calidad de acero al carbono, lo que es más ventajoso que el corte lento con oxígeno y el costoso corte con nitrógeno. En nuestras pruebas, utilizar aire de 40 kW para cortar acero al carbono de hasta 50 mm de espesor fue de tres a cuatro veces más rápido que utilizar plasma de alta potencia.
El láser de ultra alta potencia hace que el corte por láser sea más competitivo en muchos otros aspectos. Puede aumentar el espesor y la calidad del corte (se pueden cortar materiales de hasta 230 mm de espesor), reducir o eliminar los costos de procesamiento posteriores (lo que puede minimizar la suspensión de escoria), reducir el espacio del piso y los costos de instalación, reducir los requisitos de mano de obra y mejorar la calidad y la producción de perforación.
A medida que la potencia del láser de potencia ultraalta y la eficiencia energética sigan mejorando, estas ventajas se harán más evidentes, aumentando su capacidad para adaptarse de forma rápida y rentable a aplicaciones de corte en una variedad de industrias.







