
1. ¿Qué es la máquina cortadora por láser de chapa?
1. Definición de máquina cortadora láser de chapa
(1) Se utiliza principalmente para cortar la placa en la forma requerida de la pieza de trabajo.
(2) El equipo que utiliza la energía térmica de un rayo láser para cortar se obtiene fundiendo y evaporando la pieza de trabajo cuando el rayo láser se dirige a la superficie. Esto da como resultado el corte y grabado de la pieza de trabajo.

El corte por láser tiene varias ventajas, que incluyen alta precisión, velocidad de corte rápida, flexibilidad en términos de patrones de corte, composición tipográfica automática, ahorro de material, bordes de corte suaves y bajo costo de procesamiento. Como resultado, se están mejorando o reemplazando gradualmente los equipos de corte tradicionales.
2. Componentes principales de la máquina cortadora láser de chapa
(1) Láser
Los láseres se pueden dividir en:
- láser de CO2
- Láser Nd:YAG
- Láser semiconductor
- Láser de disco
- láser de fibra

El láser de fibra produce un láser que no sólo es fácil de controlar sino que también tiene buena directividad, monocromaticidad y coherencia. Como resultado, se utiliza ampliamente en la fabricación mecánica y el procesamiento de chapa.
(2) Máquina principal

Existen dos tipos de movimiento relativo entre el cabezal de corte y la mesa:
(1) Sólo el cabezal de corte se mueve durante el proceso de corte, mientras que el banco permanece estacionario.
(2) Sólo el banco se mueve durante el proceso de corte, mientras que el cabezal de corte permanece fijo.
Otros componentes de un sistema de corte incluyen:
(3) Sistema de refrigeración, que utiliza agua para enfriar.
(4) Sistema de suministro de aire, que puede utilizar gas envasado (oxígeno, amoniaco) o aire comprimido (compresor de aire, filtro, secador).
(5) Fuente de alimentación, que requiere una estabilidad de voltaje trifásico de ±5 % y un desequilibrio de energía de no más del 2,5 % (calculado como el voltaje trifásico más alto menos el voltaje trifásico más bajo, dividido por el voltaje promedio de las tres fases).
1: Requisitos de corte de aire
- Se selecciona un compresor de tornillo de alto rendimiento.
- Presión de trabajo del compresor: 12 MPa.
- Compresor de aire:
Volumen de escape de aire del compresor: 2,0 m³/min.
2: Secadora:
- Se selecciona secador de aire frigorífico de alto rendimiento.
- Capacidad de procesamiento del secador: 2,0 m³/min.
- Presión de entrada al secador: 1,2 MPa.
3: Filtro:
- Filtro de precisión multietapa de alto rendimiento.
- El nivel de filtrado se divide en cuatro niveles: Nivel QPSC.
- Precisión del filtro autoconfigurable:
- 0,3 µm x 1 pieza
- 0,01 µm x 1 pieza
- 0,001 µm x 2 piezas
(6) Sistema de control:
Sistema de enfoque de guía de luz:
Según los requisitos de rendimiento de la pieza a procesar, el haz se amplifica, se le da forma y se enfoca para actuar sobre la pieza a procesar. El dispositivo desde la ventana de salida del láser hasta la pieza a procesar se denomina sistema de enfoque de guía de luz.
Sistema de procesamiento láser (sistema de corte por láser Cypcut):
El sistema de procesamiento láser incluye principalmente la base de la máquina, el banco que puede moverse dentro del rango de coordenadas tridimensionales y el sistema de control electromecánico. Con el avance de la tecnología electrónica, muchos sistemas de procesamiento láser utilizan computadoras para controlar el movimiento de la mesa de trabajo y lograr un procesamiento láser continuo.
Principales parámetros técnicos de la máquina cortadora de chapa CF3015:
- Área de corte: 3.005 mm x 1.505 mm
- Recorrido del eje Z: 110 mm
- Precisión de la máquina herramienta (según VDL/DGQ3441): ±0,1 mm/m
- Repetibilidad: ±0,05 mm
- Aceleración axial máxima: 2.000 mm/s²
- Velocidad máxima de corte: 20m/min
- Peso de la máquina: aproximadamente 3,5 T
- Estándar de color: NCS S 0585-Y80R; NCS S7020-R60
- Capacidad máxima de carga del banco: 250 kg (3.000 x 1.500 x 6 mm)
Precisión de máquina herramienta VDL/DGQ3441 longitud de medición 1 metro.
Nota: La precisión del corte depende del espesor de la hoja, la tensión de la hoja y la fuerza de tracción.
2. Método de corte por láser
El corte por láser se puede clasificar en tres tipos: corte de metales por láser, corte por llama por láser y corte por vaporización por láser.
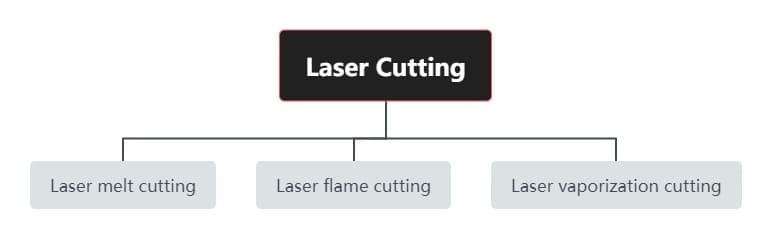

2.1 Corte por fusión láser
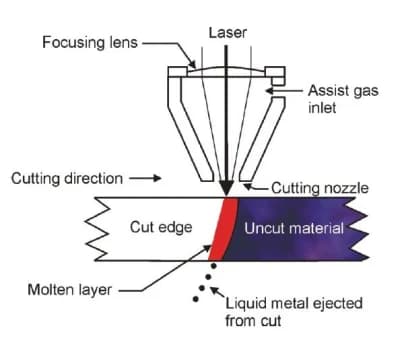
En el corte por fusión por láser, después de que la pieza se funde localmente, el material fundido es expulsado mediante un flujo de aire. Este proceso se conoce como corte por fusión por láser porque la transferencia de material se produce únicamente en estado líquido. El rayo láser, combinado con un gas de corte inerte de alta pureza, hace que el material fundido salga del corte, mientras que el gas en sí no participa en el corte.
La velocidad máxima de corte aumenta al aumentar la potencia del láser y disminuye casi proporcionalmente al aumentar el espesor de la placa y la temperatura de fusión del material. Cuando la potencia del láser es constante, el factor limitante es la presión del aire en el corte y la conductividad térmica del material.
El corte por fusión por láser puede producir cortes libres de oxidación para materiales de hierro y metales de titanio.
2.2 Corte por llama láser
La diferencia entre el corte por llama por láser y el corte por fusión por láser es que el oxígeno se utiliza como gas de corte en el corte por llama por láser. Se genera una reacción química entre el oxígeno y el metal calentado, que calienta aún más el material. Esto da como resultado una mayor velocidad de corte para acero estructural del mismo espesor en comparación con el corte por fusión por láser.
Sin embargo, el corte por llama con láser puede tener una calidad de tallado peor que el corte por fusión con láser. Puede producir cortes más anchos, asperezas, mayor calor en la zona afectada y mala calidad de los bordes. El corte por láser no es adecuado para mecanizar modelos de precisión y esquinas afiladas, ya que existe riesgo de quemaduras.
Se puede utilizar un láser de modo pulsado para reducir el efecto térmico. La velocidad de corte está determinada por la potencia del láser utilizado.
Vea también:
- Tabla de espesores y velocidades de corte por láser
Cuando la potencia del láser es constante, el factor limitante en el corte por llama con láser es el suministro de oxígeno y la conductividad térmica del material.
2.3 Corte por gasificación por láser
En el proceso de corte por gasificación por láser, se utiliza un láser de alta potencia para provocar que el material se gasifique en el punto de corte. Este método de corte sólo es adecuado para aplicaciones en las que se debe evitar la presencia de material fundido y, por lo tanto, está limitado a una pequeña gama de aleaciones a base de hierro.
La velocidad máxima de corte está determinada por la temperatura de gasificación del material y es inversamente proporcional al espesor de la lámina. Para evitar que el vapor del material se condense en las paredes de la ranura, el espesor del material no debe exceder el diámetro del rayo láser.
La densidad de potencia del láser necesaria para este proceso es importante, supera los 108W/ cm2 y depende del material a cortar, la profundidad de corte y la posición del foco del rayo láser.
Cuando el espesor de la placa es constante y hay suficiente potencia del láser, la velocidad máxima de corte está limitada por la velocidad del chorro de gas.
Tecnología de corte por láser
Varias tecnologías importantes en el corte por láser son una combinación de luz, maquinaria y electricidad.
Los parámetros del rayo láser, el rendimiento y la precisión de la máquina y el sistema de control numérico impactan directamente en la eficiencia y la calidad del corte.
Tecnología de control de posición de enfoque: una de las ventajas del corte por láser es la alta densidad de energía del haz. Actualmente, una distancia focal que oscila entre 120 y 200 mm se utiliza ampliamente en aplicaciones industriales de corte por láser de fibra.
Tecnología de perforación láser: con cualquier tecnología de corte térmico, excepto en casos excepcionales en los que puede comenzar en el borde del tablero, generalmente se requiere un pequeño orificio en el tablero. Existen dos métodos principales para las máquinas de corte por láser: chorro de arena y perforación progresiva.
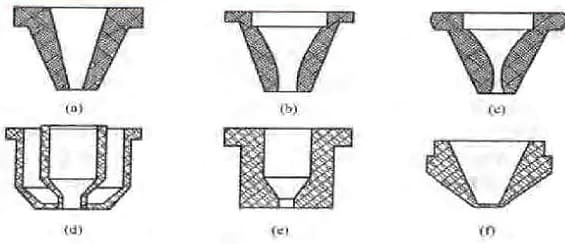
Diseño de boquilla y tecnología de control del flujo de aire: Actualmente, la boquilla utilizada para el corte por láser tiene una estructura simple, que consiste en un orificio cónico con un pequeño orificio circular en el extremo. El diseño suele estar determinado por prueba y error.
Análisis del proceso de corte por láser.
El corte por láser es un proceso que implica fusión y vaporización.
Hay muchos factores que pueden afectar la calidad del corte.
Vea también:
9 factores que afectan la calidad del corte por láser
Además de los factores de hardware, como la máquina herramienta y los materiales de procesamiento, los factores de software también desempeñan un papel importante a la hora de afectar la calidad del proceso de corte por láser.
El diseño de procesos asistido por computadora es el enfoque fundamental para estudiar el impacto de estos factores de software en la calidad del proceso de corte. Eso incluye:
① Selección del punto de punción: la posición del punto de punción se determina en función de la situación específica.
② Configuración de la ruta de corte auxiliar:
③ Compensación del rayo láser y procesamiento de trazos vacíos:
④ Optimización del diseño del tablero: la tasa de utilización del tablero mejora al ahorrar materiales.
⑤ Selección de ruta del conjunto de piezas:
⑥ Consideración de la influencia del factor de procesamiento: la ruta se selecciona teniendo en cuenta los efectos de factores como la deformación térmica.
3. Proceso de corte por láser

El proceso de corte por láser “se refiere a la interacción entre el rayo láser, el gas de corte y la pieza de trabajo.
3.1 Proceso de corte por láser
El proceso de corte por láser tiene lugar antes del corte real. El láser calienta la pieza a la temperatura necesaria para fundir y vaporizar el material. El plano de corte se compone de un plano casi vertical que se calienta y funde mediante la radiación láser absorbida.
En el corte por láser, la zona de fusión se calienta aún más mediante el flujo de oxígeno que ingresa a la hendidura, alcanzando una temperatura cercana al punto de ebullición. La gasificación resultante elimina el material y el material licuado se expulsa del fondo de la pieza mediante el uso de gas de procesamiento. En el corte por fusión por láser, el material licuado se expulsa junto con el gas, lo que también protege la ranura de la oxidación.
La zona de fusión continua se mueve a lo largo de la dirección de corte, produciendo una grieta continua. Muchos aspectos críticos del proceso de corte por láser ocurren en esta área, y el análisis de estas actividades puede proporcionar información valiosa sobre el corte por láser. Esta información se puede utilizar para calcular la velocidad de corte y explicar la formación de las características de las líneas de tracción.
3.2 Características de los materiales
El resultado de las operaciones de corte sobre una pieza puede resultar en un corte limpio o, por el contrario, en un borde rugoso o quemado.
Los principales factores que afectan la calidad del corte incluyen:
- Composición de la liga
La composición de la aleación puede afectar hasta cierto punto la resistencia, la gravedad específica, la soldabilidad, la resistencia a la oxidación y la acidez del material. Algunos elementos cruciales en los materiales de ferroaleaciones incluyen carbono, cromo, níquel, magnesio y zinc. Cuanto mayor es el contenido de carbono, más difícil resulta cortar el material (se considera el 0,8% como valor crítico). Algunos tipos de acero al carbono adecuados para el corte por láser incluyen Q235 y SW22 (acero muerto de aluminio con bajo contenido de carbono y silicio).
- Microestructura de materiales
En general, cuanto más finas sean las partículas del material constituyente, mejor será la calidad del filo.
- Calidad y rugosidad de la superficie.
Si la superficie tiene zonas oxidadas o capas de óxido, el perfil cortado será irregular y tendrá muchos puntos dañados. Para cortar chapa ondulada, seleccione el parámetro de corte de espesor máximo.
- Tratamiento de superficies
Los tratamientos superficiales comunes incluyen galvanizado, galvanizado enfocado, pintura, anodizado o recubrimiento con una capa de película plástica. Las chapas tratadas con zinc están sujetas a la acumulación de escoria en los bordes. Para láminas pintadas, la calidad del corte dependerá de la composición del revestimiento.
Cómo procesar materiales de pintura:
La primera pasada consiste en seleccionar un conjunto de parámetros de baja potencia (para grabar) para prequemar y marcar la superficie tratada. El segundo paso implica seleccionar un conjunto de parámetros para cortar el material.
Las placas con revestimiento de material estratificado son muy adecuadas para el corte por láser. Para garantizar el correcto funcionamiento de la detección capacitiva y para una mejor adherencia del recubrimiento estratificado (para evitar la formación de burbujas), el borde estratificado siempre debe estar colocado en la parte superior de la pieza de corte.
- Reflexión del haz
La forma en que el haz de luz se refleja desde la superficie de la pieza depende del material subyacente, la rugosidad de la superficie y el tratamiento.
Vea también:
- Rugosidad superficial: el análisis integral
Algunas aleaciones de aluminio, cobre y latón tienen características de alta reflectividad y no son adecuadas para cortar con una máquina cortadora por láser de fibra.
Vea también:
- La guía definitiva para la máquina cortadora por láser de fibra
- Conductividad térmica
Los materiales con baja conductividad térmica requieren menos energía para soldarse que los materiales con alta conductividad térmica. Por ejemplo, el acero de aleación de cromo-níquel requiere menos energía que el acero estructural y genera menos calor que se absorbe durante el procesamiento. Por otro lado, materiales como el cobre, el aluminio y el latón absorben la mayor parte del calor generado por la luz láser. A medida que el calor se aleja del punto objetivo del haz, resulta más difícil fusionar el material en la zona afectada por el calor.
- Zona afectada por el calor
El corte por llama con láser y el corte por fusión con láser pueden provocar variaciones en el material cerca del borde del material cortado. El enfriamiento en la zona afectada por el calor se reduce cuando se procesa acero con bajo contenido de carbono o acero libre de oxígeno. Sin embargo, para el acero con alto contenido de carbono (60#), el área del borde se vuelve más dura.
- Punto de fusión
- Fusión en caliente
- Temperatura de gasificación
3.3 Procesabilidad de diferentes materiales.
Acero estructural S
Al cortar material con oxígeno, los mejores resultados se obtendrán utilizando un láser de modo continuo. El sistema de control de curva pequeña ajusta la potencia del láser de acuerdo con la velocidad de avance del husillo. Cuando se utiliza oxígeno como gas de procesamiento, el filo se oxidará ligeramente.
Para láminas con un espesor inferior a 3 mm, se puede utilizar gas amoníaco para el corte a alta presión, lo que da como resultado un filo no oxidado.
Los contornos complejos y los agujeros pequeños con un diámetro menor que el espesor del material se deben cortar en modo pulsado para evitar cortar esquinas afiladas. Cuanto mayor sea el contenido de carbono, más fácil será sazonar el filo y más probable será que se queme. Las placas con alto contenido de aleación son más difíciles de cortar que aquellas con bajo contenido de aleación.
Una superficie oxidada o arenada dará como resultado una mala calidad de corte y el calor residual en la superficie del tablero puede tener un impacto negativo en los resultados del corte. Para eliminar la tensión, sólo se deben cortar placas de acero con tratamiento secundario. Las impurezas en el acero fundido en condiciones de ebullición afectan significativamente los resultados del corte.
Para cortes de superficies limpias en acero estructural, se deben seguir los siguientes consejos:
- S ≤ 0,04%: preferido, el procesamiento con láser produce buenos resultados.
- Si < 0,25%: en algunos casos se pueden obtener incisiones ligeramente más bajas.
- Si > 0,25%: no apto para corte por láser y puede dar lugar a resultados peores o inconsistentes.
acero inoxidable
Para cortar acero inoxidable se requiere lo siguiente:
- Se puede utilizar oxígeno cuando la oxidación de los bordes no importa.
- Se puede utilizar nitrógeno para obtener bordes libres de oxidación y rebabas, sin necesidad de tratamiento adicional. Con alta potencia del láser y nitrógeno a alta presión, la velocidad de corte puede ser equivalente o superior a la del oxígeno.
- Para cortar acero inoxidable con nitrógeno sin rebabas, es necesario ajustar la posición del enfoque. Al restablecer la posición de enfoque y reducir la velocidad, se puede lograr un corte limpio, aunque no se pueden evitar pequeñas rebabas.
Para el acero inoxidable se debe considerar lo siguiente:
- Corte con oxígeno: para láminas de espesor superior a 3 mm, reduzca la velocidad de alimentación y adopte un modo progresivo de perforación.
Método de corte por láser:
- Corte continuo (también conocido como CW – Método de corte de onda continua): este método corta generando continuamente una salida de oscilación. Es el método con mayor velocidad de corte para cortar acero con bajo contenido de carbono.
- Método de corte de pulso: Este método corta de forma intermitente generando la salida de oscilación. Al reducir la entrada de calor al material, el corte pulsado puede producir una buena calidad de corte y precisión dimensional. Al realizar el corte de pulsos, se debe configurar la frecuencia del pulso. La frecuencia de pulso se refiere al encendido y apagado del rayo láser varias veces por segundo, expresada en Hz.
- La ventaja del corte continuo es la velocidad, pero la calidad del corte no es tan buena. El aporte excesivo de calor proveniente del aporte continuo de calor al material afecta la calidad del corte y la precisión dimensional. Por otro lado, el corte pulsado tiene buena calidad de corte, pero es más lento que el corte continuo. Por ejemplo, con un generador láser de 500 W, la velocidad de corte CW de acero con bajo contenido de carbono de 6 mm es de 800 mm/min, pero el corte por impulsos es de solo 600 mm/min. La diferencia de velocidad aumenta con placas más delgadas. Generalmente, si el espesor de la placa de acero excede los 3 mm, no se aplica el corte en sentido horario.
La elección del modo de corte generalmente se realiza al crear un programa o cambiar los parámetros de la máquina.
3.4 Parámetros de los gases

Los parámetros del gas incluyen:
- Tipo de gas;
- Presión;
- Diámetro y geometría de la boquilla.
La presión del aire y la geometría de la boquilla influyen en la determinación de la rugosidad de los bordes y la generación de rebabas. El consumo de gas de procesamiento depende del diámetro de la boquilla y de la presión del aire. Cortar la presión del aire por debajo de 1,0 MP se considera baja presión, mientras que 1,5 MP se considera alta presión.
La boquilla de corte más utilizada tiene una abertura circular en forma de cono. Es importante mantener la distancia entre la boquilla y la superficie de la pieza lo más pequeña posible para maximizar la calidad del gas que impacta la pared de la grieta. A menudo se utiliza una separación entre 0,5 y 1,5.
4. Procesamiento láser
4.1 Perforación láser

El valor del parámetro de perforación es diferente al de corte.
Perforación en modo continuo
- Ventajas: perforación rápida.
- Desventaja: se genera un pozo de perforación.
Perforación en modo pulso
- Ventajas: pequeños agujeros pasantes.
- Desventajas: requiere mucho tiempo
Nota: El espesor de la placa (mm) corresponde aproximadamente al tiempo de perforación.
4.2 Alimentación y sobrecorte
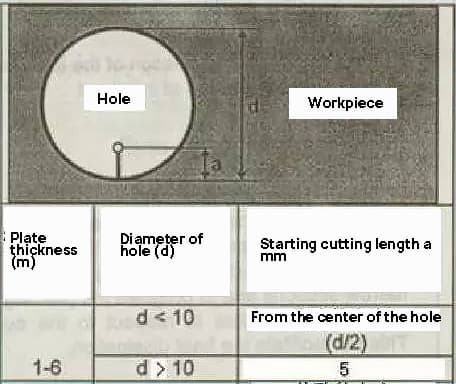
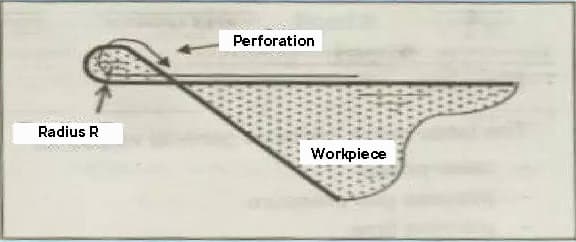
El modo CW se utiliza comúnmente para la perforación, que es más rápida pero produce un agujero más grande que la perforación por impulsos. Por este motivo, la posición del agujero cortado normalmente se sitúa fuera del contorno. La distancia entre la perforación y el contorno real se conoce como porción principal.
La irregularidad en el borde de la muesca en la pieza de trabajo puede indicar un cambio en el foco del haz de luz débil desde el extremo de la pieza cortada inicial hasta el contorno. El usuario debe colocar la parte conductora en la línea de extensión ideal en un lado de la unidad geométrica lo más lejos posible.
Al cortar pequeños contornos internos en la superficie, es importante permitir que el calor generado durante el proceso de perforación se disipe antes de comenzar el corte. Evite colocar las perforaciones en un área estrecha y colóquelas en un ángulo grande con respecto al contorno, lo que favorece la disipación del calor.
La longitud del cable depende del grosor de la placa y del diámetro del agujero.
4.3 Procesamiento de esquinas
Mecanizado de ángulos obtusos con radio
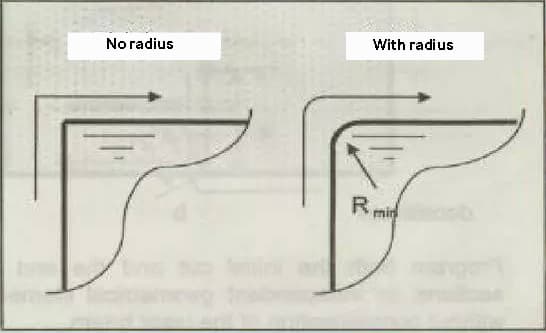
Siempre que sea posible, evite lanzar en un ángulo sin radio.
La esquina con radio tiene las siguientes ventajas respecto a la esquina sin radio:
- El rendimiento dinámico del movimiento del eje es mejor;
- Reducción de la zona afectada por el calor;
- Se generan menos rebabas.
Radio de redondeo ideal:
R óptimo = espesor de la placa (mm) dividido por 10, pero no menos de 1 mm;
Cuando no se requiere radio de esquina en la placa interior, el radio máximo es:
Borde R = la mitad del ancho de la incisión.
Con esta viga aún se puede generar una esquina sin radio y ahora el eje se mueve dinámicamente:

Para el corte a alta velocidad de láminas delgadas, se recomienda el uso de tecnología de agujeros. Esta solución tiene las siguientes ventajas:
- El eje cambia de dirección formando un ángulo agudo en una dirección fija.
- La pieza se corta a una velocidad constante.
- Se reduce la influencia térmica en la esquina.
Evaluar incisiones cortadas con láser.
| Acero estructural: corte con O 2 | ||
| Defecto | Posibles Causas: | Condiciones de liquidación |
Sin rebabas, línea de tracción consistente 
|
Potencia adecuadaTasa de potencia adecuada | |
La línea de dibujo en la parte inferior tiene un gran desplazamiento y la muesca en la parte inferior es más ancha. 
|
Velocidad de avance demasiado alta Potencia del láser demasiado baja Presión de aire demasiado baja Enfoque demasiado alto | Reducir la velocidad de alimentaciónAumentar la potencia del láserAumentar la presión del aireDisminuir el enfoque |
La rebaba de la superficie inferior es similar a la escoria, en forma de gotas y fácil de eliminar. 
|
Velocidad de avance demasiado alta Presión de aire demasiado baja Enfoque demasiado alto | Reducir la velocidad de alimentaciónAumentar la presión del aireDisminuir el enfoque |
Las rebabas metálicas unidas entre sí se pueden eliminar en su totalidad. 
|
El enfoque es demasiado alto. | Baja el foco. |
Las rebabas de metal en la superficie inferior son difíciles de eliminar 
|
Velocidad de avance demasiado alta La presión del aire es demasiado baja Gas impuro El enfoque es demasiado alto. | Reducir la velocidad de alimentaciónAumentar la presión del aireUsar gas más puroDisminuir el enfoque |
Solo hay rebabas en un lado. 
|
Alineación incorrecta de la boca. Boca de boquilla defectuosa | Boquilla de centradoReemplazar boquilla |
| Acero estructural: corte con O 2 | ||
| Defecto | Posibles Causas: | Borrar |
Material descargado desde arriba 
|
Potencia demasiado baja, velocidad de avance demasiado alta | En este caso, presione el botón de pausa inmediatamente para evitar que la escoria salpique la lente de enfoque. Y luego aumente la potencia; reduzca la velocidad de alimentación. |
Corte superficial inclinado, bueno por ambos lados, malo por ambos lados. 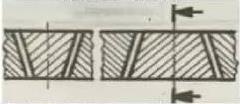
|
Espejo de polarización inadecuado, incorrecto o defectuoso; El espejo polarizador está instalado en la posición del espejo desviador. | Compruebe el espejo polarizador; Compruebe el espejo deflector. |
Plasma azul, pieza sin cortar. 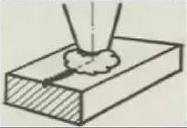
|
Error de gas de proceso (N 2 ); la velocidad de alimentación es demasiado alta; Muy baja potencia | En este caso, presione el botón de pausa inmediatamente para evitar que la escoria salpique la lente de enfoque; use oxígeno como gas de procesamiento; Reducir la tasa de alimentación; aumentar el poder |
Superficie de corte imprecisa 
|
La presión del aire es demasiado alta; La boquilla está dañada; El diámetro de la boquilla es demasiado grande; El material no es bueno. | Reduzca la presión del aire;Reemplace la boquilla;Instale boquillas apropiadas;Utilice un material con una superficie lisa y uniforme. |
No hay rebabas y la línea de tracción está inclinada; La incisión se vuelve más estrecha en la parte inferior. 
|
Velocidad de alimentación demasiado alta | Reduzca la velocidad de alimentación. |
Generación de cráteres 
|
La presión del aire es demasiado alta; La tasa de alimentación es muy baja; El enfoque es demasiado alto; Hay óxido en la superficie del tablero; La pieza procesada está sobrecalentada; El material no es puro. | Reducir la presión del aire; aumentar la velocidad de alimentación; reducir el enfoque; utilizar materiales de mejor calidad. |
Superficie de corte muy rugosa 
|
El enfoque es demasiado alto; La presión del aire es demasiado alta; La velocidad de avance es demasiado baja; El material está muy caliente. | Baje el enfoque; reduzca la presión del aire; aumente la velocidad de alimentación; enfríe el material. |
| Acero inoxidable: corte con N 2 a alta presión | ||
| Defecto | Posibles Causas: | Condiciones de liquidación |
Producir rebabas finas y regulares en forma de gota; 
|
El enfoque es demasiado bajo; La velocidad de alimentación es muy alta. | Aumentar el enfoque; Reduzca la velocidad de alimentación. |
En ambos lados crecen rebabas filamentosas irregulares y la superficie de las placas grandes cambia de color. 
|
La tasa de alimentación es muy baja; El enfoque es demasiado alto; La presión del aire es demasiado baja; El material está muy caliente. | Aumentar la tasa de alimentación; Disminución del enfoque; Aumentar la presión del aire; Material refrigerante. |
Rebabas irregulares que crecen solo en un lado del filo 
|
La boquilla no está centrada; El enfoque es demasiado alto; La presión del aire es demasiado baja y la velocidad es demasiado baja. | Boquilla centralizadora; Disminución del enfoque; Aumentar la presión del aire; Aumentar la velocidad. |
| Punta amarillenta | La atmósfera contiene impurezas de oxígeno. | Utilice nitrógeno de buena calidad. |
El plasma se genera en una sección recta. 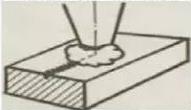
|
La velocidad de alimentación es muy alta. | Si esto sucede, presione temporalmente. |
| Generando plasma en la superficie en línea recta. | La velocidad de alimentación es demasiado alta; El poder es demasiado bajo; El enfoque es demasiado bajo. | En este caso, presione el botón de pausa inmediatamente para evitar que salpique escoria sobre la lente de enfoque; reduzca la velocidad de disparo; aumente la potencia; aumente el enfoque. |
| dispersión del haz | La tasa de avance es muy alta; El poder es demasiado bajo; El enfoque es demasiado bajo. | Reducir la tasa de alimentación; Aumentar el poder; aumentar el enfoque. |
| Genera plasma en la esquina. | La tolerancia del ángulo es muy alta; La modulación es muy alta; La aceleración es muy alta. | Reducir la tolerancia del ángulo; Reducir la modulación o la aceleración. |
| El haz diverge al principio. | La aceleración es demasiado alta; El enfoque es demasiado bajo; No se ha vertido material fundido. | Reducir la aceleración; aumente el enfoque y taladre el agujero circular. |
| incisión rugosa | La boquilla está dañada; La lente está sucia. | Reemplace la boquilla; limpie la lente si es necesario. |
Material descargado desde arriba 
|
Potencia demasiado baja Velocidad de avance demasiado alta La presión del aire es demasiado alta | En este caso, presione el botón de pausa inmediatamente para evitar que lágrimas fundidas salpiquen la lente de enfoque Aumente la potencia y disminuya la velocidad de alimentación Reduzca la presión del aire |
5 . Precauciones de corte por láser de chapa metálica

Para obtener la mejor calidad de procesamiento, siga las siguientes instrucciones:
- Máquina herramienta de ajuste de precisión;
- Mantener según el plan de mantenimiento;
- Procesamiento de acuerdo con los requisitos anteriores;
- La superficie de la pieza de trabajo debe estar libre de óxido o incrustaciones (decapada o lisa)
- Los parámetros corresponden a las especificaciones del material y del tablero;
- Parámetros interrelacionados predefinidos.
Cuando se observe una reducción en la calidad del mecanizado, verifique los siguientes factores:
- Parámetros;
- Cabezal de mecanizado;
- Ruta del haz;
- Láser;
No modifique los parámetros predeterminados establecidos al comprar la máquina de corte por láser;
Vea también:
- ¿Cómo elegir la máquina cortadora por láser de fibra? (Guía de compradores)
Para optimizar los parámetros, cree un nuevo directorio para ellos. Si la calidad del procesamiento se deteriora, compare los parámetros predeterminados de la máquina con los parámetros optimizados para determinar si se han realizado cambios significativos.
La calidad de la superficie de los materiales afecta en gran medida la calidad del corte por láser. Las materias primas deben protegerse del óxido y la suciedad. Si la superficie está oxidada, sucia o irregular, el material debe tratarse antes de cortarlo en la máquina de corte por láser.
Para obtener la mejor calidad de corte, el operador debe seguir estos principios:
- Utilice parámetros de corte predeterminados según el grosor y el tipo de material.
- Cuando la calidad del corte disminuya, ajuste utilizando los parámetros de corte predeterminados.
- Los principales parámetros a ajustar son la potencia del láser, la presión del gas, la posición de enfoque y la velocidad de corte.
- En lugar de reescribir los archivos de parámetros predeterminados, el operador debe crear sus propios archivos de parámetros y su directorio de archivos de parámetros para desarrollar continuamente su experiencia.
El modo de funcionamiento con bajo nivel de luz incluye el modo continuo y el modo de pulso. El modo continuo se utiliza para cortes normales, mientras que el modo pulsado se utiliza para procesar pequeños agujeros y perforaciones más pequeñas que el espesor del material.
Para cortar piezas que serán reutilizadas se puede realizar perforación pulsada sobre el contorno gráfico. La perforación en modo continuo se utiliza generalmente para un corte más rápido, pero da como resultado un agujero más grande en comparación con la perforación pulsada.
La disipación de calor antes y después de perforar es crucial al cortar materiales pequeños. Evite conectar la línea de corte con partes estrechas de la pieza de trabajo y asegúrese de que haya un ángulo suficiente con la figura para permitir la disipación del calor.
El tamaño máximo de corte de la máquina de corte por láser es de 3000 x 1500 mm. La capacidad máxima de corte de una máquina cortadora láser de fibra de 500W es de 6 mm para acero al carbono y de 4 mm para acero inoxidable.
Vea también:
- ¿Cómo seleccionar la potencia de la máquina cortadora por láser de fibra?

El orificio más pequeño que se pueda perforar debe tener un diámetro mayor que el espesor de la placa.
Normas de seguridad para el funcionamiento de la máquina de corte por láser:
- Cumplir con las normas generales de seguridad para máquinas de corte.
- Inicie el láser siguiendo el procedimiento de inicio del láser adecuado.
- El operador debe estar capacitado y familiarizado con la estructura y el rendimiento del equipo y tener un buen conocimiento del sistema operativo.
- Utilice el equipo de protección personal necesario.
Vea también:
- Radiación de la máquina de corte por láser (es perjudicial para el cuerpo humano)
- No procese un material a menos que esté seguro de que el láser puede irradiarlo o calentarlo para evitar el peligro potencial de humo y vapor.
- El operador no debe dejar la máquina desatendida mientras esté en funcionamiento. Si es necesario salir, se debe apagar la máquina o apagar el interruptor de encendido.
- Mantenga un extintor de incendios a su alcance. Apague el láser o el obturador cuando no esté en uso. No coloque papel, tela u otros materiales inflamables cerca del rayo láser desprotegido.
- Si hay un problema durante el procesamiento, la máquina debe apagarse inmediatamente para solucionar el problema o informarlo al personal correspondiente.
- Mantenga el láser, la cama y el área circundante limpios, organizados y libres de contaminación por petróleo. Almacene piezas de trabajo, placas y desechos según sea necesario.
- Cuando utilice cilindros de gas, evite aplastar los cables de soldadura para evitar fugas. Siga las normas para el uso y transporte de cilindros de gas. No exponga el cilindro de gas al sol ni a fuentes de calor. Párese junto a la boca del cilindro al abrir la válvula.
- Observe las normas de seguridad de alto voltaje durante el mantenimiento. Realizar mantenimiento cada 40 horas de operación o semanalmente, y cada 1000 horas de operación o cada seis meses, siguiendo las normas y procedimientos.
- Después de encender la máquina, ejecute manualmente los ejes X e Y a baja velocidad para comprobar si hay alguna anomalía.
- Antes de utilizar un nuevo programa de pieza, realice una prueba y compruebe su rendimiento.
- Durante la operación, esté atento a los movimientos de la máquina para evitar accidentes debido a que la máquina cortadora se mueva fuera de su rango de operación o colisión.
Vea también:
- 13 Lista de verificación de mantenimiento de la máquina de corte por láser
Conclusión
A través del contenido de capacitación anterior, creo que tendrá una comprensión más profunda del corte por láser de chapa, lo que definitivamente le resultará útil.
Si aún tienes otras dudas sobre el corte de chapa por láser, deja un mensaje en la zona de comentarios.























































