
I. Tasa de uso común del espesor de la placa
| Espesor de la hoja (mm) | dieciséis | 18 | 20 | 25 | 28 | 30 | 32 | 50 |
| Usar probabilidad (%) | 14 | 9 | 12 | 27 | 9 | 13 | 15 | 1 |
Instrucción: De acuerdo con la tasa de utilización del espesor de lámina común en la tabla anterior, se encuentra que la tasa de utilización de la lámina de 50 mm es muy baja y se usa principalmente en el marco.
Cortar una hoja de 50 mm requiere una fuente de alimentación de plasma de 600 A. El equipo de plasma 440A cuesta 630.000 CNY y el equipo de plasma 600A cuesta 850.000 CNY.
Debido a que el precio del plasma 600A es alto y su tasa de utilización es baja, se recomienda comprar un equipo de plasma 440A.
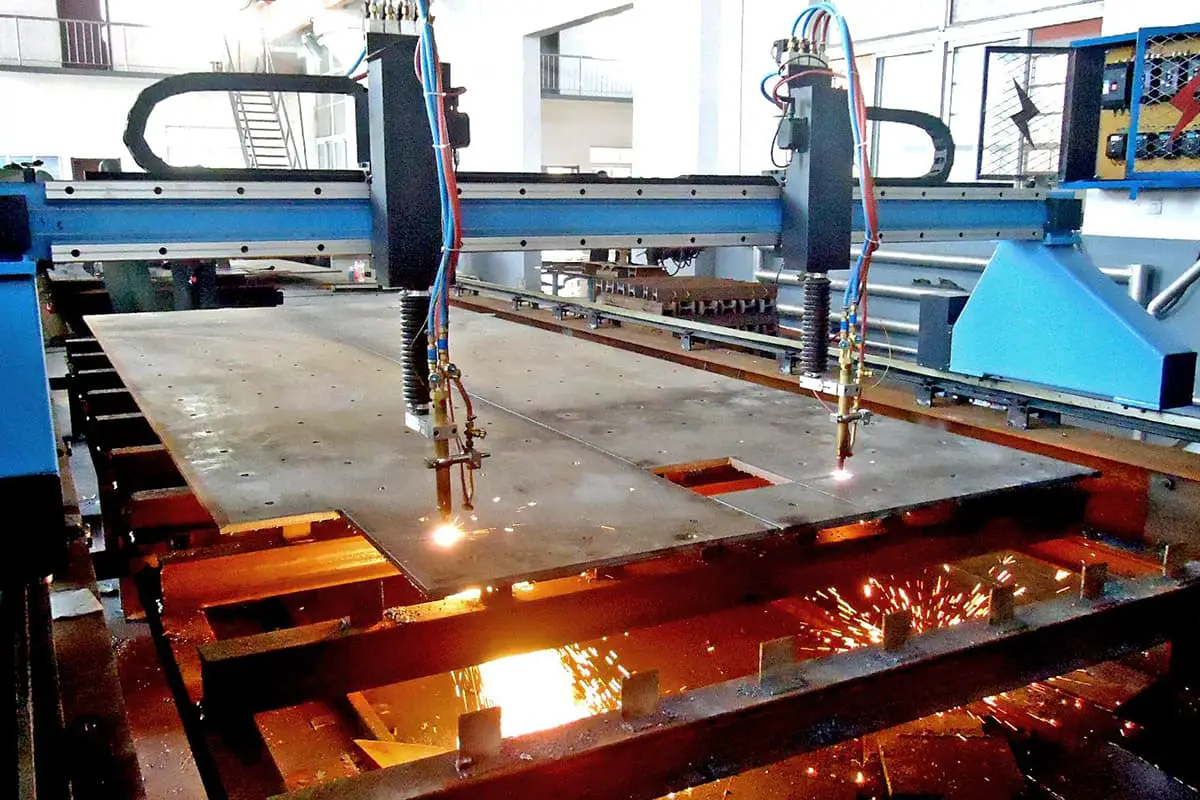
Análisis de selección de equipos: El taller de remachado y soldadura cuenta actualmente con dos equipos de corte CNC.
Un equipo de corte por llama CNC se puso en uso en agosto de 2005, y el otro es un cortador de llama/plasma CNC con plasma y dos sopletes de corte por llama, que se puso en uso en diciembre de 2013.
Actualmente, la máquina oxicorte del año 2005 está averiada. Si se convirtiera a un plasma 440A y dos sopletes de corte por llama, costaría 550.000 CNY.
Si se comprara un nuevo soplete de plasma y oxicorte 440A, costaría 630.000 CNY. Como la diferencia de precio no es grande, se recomienda comprar equipo nuevo.
II. Análisis de eficiencia
Como la velocidad de corte varía con el espesor de la hoja, la velocidad de corte disminuye a medida que aumenta el espesor de la hoja.
Según el análisis de la velocidad de corte de diferentes espesores de lámina, la velocidad de corte promedio del oxicorte CNC es de aproximadamente 320 mm/min; La velocidad de corte por plasma CNC es de aproximadamente 1800 mm/min (esta velocidad es para plasma 440A).
III. Análisis de calidad
Tanto el corte por llama CNC como el corte por plasma pueden cumplir con los requisitos en términos de suavidad de la superficie.
El error de precisión del tamaño del oxicorte es de aproximadamente 2 mm y es muy difícil obtener un error de 1 mm. La pendiente de la superficie de corte es pequeña y cumple con los requisitos; El tamaño máximo de error del corte por plasma es de aproximadamente 2 mm.
Al ajustar los parámetros del proceso, es relativamente fácil obtener una precisión de error de 1 mm, pero la pendiente de la superficie de corte por plasma es relativamente grande (la pendiente de la hoja de 50 mm no cumple con los requisitos, la pendiente de la hoja de 30 mm cumple los requisitos). ).
4. Análisis de costos
1. Costo del plasma:
El costo de uso por hora en modo de corte continuo:
Consumo de electricidad 55 grados 60 CNY + costo de los consumibles principales 120 CNY + costos de uso de otros consumibles 2,4 CNY + aire 6 metros cúbicos 6 CNY + oxígeno 5 metros cúbicos 18 CNY + eliminación de polvo 2,2 grados electricidad 2,42 CNY = costo de uso por hora 209,42 CNY.
| Proyecto | Costo de electricidad | Herramientas de detrición | Aire | Oxígeno | Otros | Eliminación del polvo | Total |
| Cantidad | 60 | 120 | 6 | 18 | 2.4 | 2.42 | 209.42 |
2. Costo del corte por llama CNC
Coste por hora en modo de corte continuo e ininterrumpido:
Propano 30 CNY + Oxígeno 56 CNY + Consumo de electricidad (3 unidades) 3,3 CNY + Componentes consumibles 3 CNY = 92,3 CNY.
| Proyecto | Tarifa de electricidad | Propano | Oxígeno | Piezas frágiles | Total |
| Cantidad | 3.3 | 30 | 56 | 3 | 92.3 |
Nota: La velocidad del corte por plasma es 5,62 veces mayor que la del corte por llama y el costo es 2,27 veces mayor que el del corte por llama.
Teniendo en cuenta que la mayoría de las piezas se pueden cortar con un soplete doble mediante corte por llama CNC, la eficiencia del plasma es 2,81 veces mayor que la del corte por llama con soplete doble.
El coste del corte con doble soplete para funcionamiento continuo durante una hora es de 184,6 CNY, mientras que el corte por plasma es de 209,42 CNY.
3. Costos laborales
Según la cuota de horas de trabajo estándar de la empresa, el coste laboral para un trabajador de corte CNC que trabaja continuamente durante una hora es de 18 CNY.
4. Gasto por depreciación del equipo
| Precio del equipo | 750.000 (Plasma) |
170.000 (Equipo de eliminación de polvo) |
|
| Tasa de valor residual (0,95) | 712500 | 161500 | |
| Costo de depreciación anual | 59375 | 13458 | |
| Costo de depreciación mensual | 1979 | 1122 | |
| Costo de depreciación diaria | 66 | 37 | |
| Costo de depreciación por hora | 8 horas | 8:25 am | 4.67 |
| 16 horas | 4.13 | 2.31 | |
| Precio del equipo | 190000 (llama) | |
| Tasa de valor residual (0,95) | 180500 | |
| Costo de depreciación anual | 15041 | |
| Costo de depreciación mensual | 1253 | |
| Costo de depreciación diaria | 42 | |
| Costo de depreciación por hora | 8 horas | 5.2 |
| 16 horas | 2.6 | |
5. Costo total
| Plasma | Cantidad | Fuego | Cantidad |
| Costo de electricidad | 60 | Costo de electricidad | 3.3 |
| Piezas frágiles | 120 | Partes vulnerables | 3 |
| Aire | 6 | Propano | 30 |
| Oxígeno | 18 | Oxígeno | 56 |
| Otros | 2.4 | Trabajar | 18 |
| Eliminación del polvo | 2.42 | ||
| Trabajar | 18 | ||
| Depreciación del equipo | 12,92 | Depreciación del equipo | 5.2 |
| Total | 239,74 | Total | 115,5 |
De la tabla anterior, se puede concluir que el costo total por una hora de operación continua es 239,74 CNY para el proceso de plasma y 115,5 CNY para el proceso de llama CNC.
Apéndice: Comparación de tiempos y costos entre corte por plasma y oxicorte para una estructura.
| Artículo | Tiempo (minutos) | Valor (CNY) | |
| Corte por plasma | 76 | 297,8 | |
| Corte por llama CNC | Antorcha única | 316 | 598,3 |
| Doble antorcha | 158 | 299,2 | |
Tabla de estimación de capacidad de producción de chasis y bastidores.
| Chasis | Corte de llama | 6,5 horas/juego | 20 series/mes | 8×26=208h | 62,5% |
| Corte por plasma | 1,2 horas/juego | 11,5% | |||
| Estructura | Corte con llama de doble antorcha | 2,63 horas/juego | 100 juegos/mes | 126% | |
| Corte por plasma | 1,57 horas/juego | 75,5% |
Apéndice
Comparación típica del espesor de lámina entre corte por plasma y oxicorte
| Espesor de la placa (mm) |
Velocidad (mm/min) |
Costo (CNY/Metro) |
Calidad de corte | ||
| dieciséis | Plasma | 3200 | 1.25 | Bueno (0,84) | |
| Fuego | Antorcha única | 400 | 4.81 | Bien | |
| Antorcha doble | 800 | 4.80 | Bien | ||
| 25 | Plasma | 2800 | 1.43 | Promedio (1,3) | |
| Fuego | Antorcha única | 320 | 6.0 | Bien | |
| Antorcha doble | 640 | 6.0 | Bien | ||
| 30 | Plasma | 2650 | 1.51 | Promedio (1,57) | |
| Fuego | Antorcha única | 300 | 6:40 am | Bien | |
| Antorcha doble | 600 | 6.39 | Bien | ||
| 50 | Plasma | 700 | 5.71 | Malo (2.62) | |
| Fuego | Antorcha única | 200 | 9.60 | Bien | |
| Antorcha doble | 400 | 9.56 | Bien | ||







