
I. Cuidadoso
Aviso de precaución: esté siempre atento a los asuntos asociados con las siguientes señales de advertencia:

Consejo general
Antes de la instalación y el uso inicial, lea este documento detenidamente para evitar acciones que puedan causar daños a la propiedad o lesiones personales. Se debe verificar continuamente las especificaciones y condiciones técnicas del sistema (consultar etiquetas de los equipos y documentos asociados).
Este manual proporciona una breve introducción a los pasos de operación; Para obtener información más completa, consulte el manual del sistema CNC, el manual de la fuente de alimentación de plasma, el manual del regulador de voltaje de arco y el manual del regulador del condensador.
Nuestra empresa se reserva el derecho de modificar la configuración del equipo; Es posible que el contenido de este libro no se ajuste a la situación real del equipo. Ver equipo para más detalles.
No aceptamos responsabilidades de garantía por daños al equipo causados por el incumplimiento de los requisitos operativos. En caso de falla del equipo, no reemplace las piezas usted mismo; póngase en contacto con nuestra empresa primero.
1. Inspección
Atención: No se deben poner en funcionamiento productos dañados o defectuosos.
2. Transporte y Almacenamiento
Preste atención: durante el transporte y el almacenamiento, es fundamental protegerse contra la humedad. No está permitido subirse ni pararse sobre el producto, ni colocar objetos pesados sobre él. Se debe tener especial cuidado para evitar que el panel frontal y la pantalla sufran golpes o rayones.
3. Instalación
Tenga cuidado: La carcasa del sistema CNC no está diseñada para ser impermeable, por lo tanto, durante la instalación se debe tener cuidado de evitar la exposición directa a la luz solar y la lluvia.
Atención: La instalación de sistemas CNC debe evitar la entrada de polvo, gases corrosivos, objetos conductores, líquidos y materiales inflamables. Los sistemas CNC deben instalarse lejos de elementos inflamables y explosivos y de lugares sujetos a fuertes interferencias electromagnéticas. La instalación de sistemas CNC debe ser segura para evitar vibraciones.
4. Cableado
Advertencia: Todo el personal involucrado en el cableado o la inspección debe tener habilidades suficientes para realizar esta tarea. Los cables eléctricos no deben dañarse, comprimirse ni energizarse al abrir la carcasa del sistema de control numérico.
Tenga cuidado: la clasificación de voltaje y la polaridad de cualquier conector deben estar de acuerdo con las especificaciones del manual. Antes de conectar un conector o accionar un interruptor, asegúrese de tener las manos secas.
Atención: todas las conexiones deben ser correctas y seguras. El sistema CNC debe estar conectado a tierra de forma fiable.
5. Puesta en servicio y operación
Tenga cuidado: antes de la operación, es esencial verificar la precisión de la configuración de los parámetros. Cualquier modificación de los parámetros debe estar dentro del rango permitido definido por la configuración de los parámetros.
6. Uso
Advertencia: No abra la carcasa del dispositivo ni las cubiertas de seguridad durante el funcionamiento, ya que esto puede provocar lesiones personales y daños a la propiedad.
Al abrir la caja del equipo, se debe apagar la fuente de alimentación principal para evitar posibles lesiones personales y daños a la propiedad.
No conecte ni desconecte los conectores de la máquina cuando la fuente de alimentación principal esté encendida, ya que esto puede causar lesiones personales y daños permanentes al sistema.
Espere al menos dos minutos antes de tocar o quitar la placa de circuito y los conectores después de desconectar la fuente de alimentación principal del servoamplificador. Esto se debe a que la carga residual en los condensadores internos del dispositivo mantiene un voltaje peligroso hasta dos minutos después de que se apaga la fuente de alimentación principal.
Primero, desconecte la fuente de alimentación de plasma antes de manipular el soplete de corte para evitar posibles lesiones personales y daños a la propiedad. Al manipular el soplete de corte, tenga cuidado con las quemaduras causadas por la alta temperatura de la boquilla del soplete.
El operador debe tener las habilidades necesarias para este trabajo. Deberían haber recibido capacitación en seguridad relacionada con el corte con llama y el corte por plasma. El operador debe tener conocimientos básicos de operaciones de microcomputadoras y estar familiarizado con los procesos de oxicorte y corte por plasma.
Preste atención: antes de conectarlo a la fuente de alimentación, asegúrese de que el interruptor esté en la posición de apagado.
Los operadores no deben dejar el equipo desatendido mientras esté en funcionamiento.
Antes de llamar, confirme que todo el cableado del sistema sea correcto y no tenga errores.
Cuando se utiliza corte por plasma, la placa de acero debe estar nivelada y no debe haber ondulaciones significativas; de lo contrario, afectará la precisión del tamaño de corte y reducirá en gran medida la vida útil de la boquilla y el electrodo.
7. Solución de problemas
Advertencia: El personal involucrado en la resolución de problemas debe tener el conocimiento profesional y la capacidad de trabajo correspondientes.
Tenga cuidado: después de que ocurre una alarma, el mal funcionamiento debe resolverse antes de que se pueda reiniciar el sistema.
8. Fuente de alimentación
Preste atención: este equipo utiliza únicamente una fuente de alimentación principal de 380 V 50 Hz. Las condiciones ambientales para el uso del equipo deben cumplir plenamente con las especificaciones de este manual.
II. Equipo de instalación
1. Precauciones para instalar el cortador
1. Después de desembalar, coloque la fuente de energía de plasma en la posición central izquierda, con una almohadilla de madera debajo. El gabinete de control debe colocarse en la posición trasera en el lado izquierdo de la cortadora, lo que permite al operador monitorear visualmente toda la cortadora y el proceso de corte.
2. Desembale la cadena de arrastre del lado izquierdo y colóquela paralela al cortacésped.
3. Ajuste los tornillos de seis pies que vienen con la máquina y nivele el equipo con un indicador de nivel.
4. Conectar el cable de alimentación de la fuente de plasma a la fuente de alimentación del taller (trifásica 380V, 50HZ), con una potencia de 8KW.
5. Conecte el cable a tierra de la fuente de energía de plasma a la estructura de rejilla o placa de acero del banco.
6. Conectar el cable de alimentación del tablero de control a la fuente de alimentación del taller (trifásica 380V, 50HZ), con una potencia de 3KW.
7. Conecte correctamente el enchufe detrás de la computadora al gabinete de control.
8. Instale el monitor y conecte las líneas de alimentación y señal.
9. Conecte las tuberías de entrada y salida de agua y llénelo con agua hasta que la profundidad del tanque de agua alcance los 80 mm.
10. Conecte aire comprimido a la entrada de aire de la fuente de energía de plasma usando un tubo de aire y ajuste la presión del aire a 5,0.
11. Encienda secuencialmente la alimentación principal, el interruptor del gabinete de control, la alimentación del host, el monitor y la fuente de alimentación de plasma.
12. Opere de acuerdo con el manual de la fuente de energía de plasma, el manual de operación del sistema y el manual del usuario. No modifique aleatoriamente los parámetros establecidos en el sistema cuando no esté familiarizado con ellos.
13. Si la calidad del corte es mala y no se puede resolver, verifique el electrodo y la boquilla del soplete de corte por plasma. Si están dañados, deben ser reemplazados.
2. Disposición del tendido de cables
Se recomienda utilizar canales en el suelo para los cables de conexión entre el cuerpo de la máquina cortadora y el armario de control eléctrico. Este método no sólo protege los cables sino que también facilita el mantenimiento.
3. Etiqueta
Marque el rango de trabajo efectivo en la mesa de corte y coloque la pieza dentro de este rango marcado para cortar.
4. Fuente de alimentación
Este dispositivo cuenta con dos cables de alimentación: 1. El cable de alimentación principal del sistema de control, con una potencia de 2KW y un voltaje trifásico de 380V. 2. El cable de alimentación de plasma, con una potencia de 8,4KW y un voltaje trifásico de 380V.
La longitud del cable externo del equipo es de unos 15m. El cable de alimentación principal del sistema de control es un cable 3+1 con un diámetro de 2 mm2, y el cable de alimentación de plasma es un cable de 4 hilos con un diámetro de 6 mm2.
Ambos cables y el tubo de aire se deslizan en círculo a través del marco superior del remolque y bajan a lo largo de la pared de la fábrica para ingresar al gabinete de distribución de energía principal, donde se conectan a diferentes interruptores. El sistema de control y la fuente de energía de plasma deben estar conectados a tierra de manera confiable.
Para evitar los efectos de grandes fluctuaciones de energía (superiores a ±10%) y posibles señales de interferencia transitorias, el equipo debe ser alimentado por una línea dedicada (como una línea separada para equipos CNC desde la sala de distribución de bajo voltaje) o agregando un Dispositivo estabilizador, que puede reducir el impacto de la calidad de la energía y la interferencia eléctrica.
Si el lugar de trabajo del equipo tiene una gran cantidad de fuentes de interferencia de alta frecuencia, como máquinas de soldar, máquinas de soldadura por arco de argón, máquinas de corte por plasma, convertidores de frecuencia de alta potencia, etc., se debe instalar un filtro en el cable de alimentación del CNC. sistema para proteger la interferencia.
Los cortes de energía repentinos pueden provocar la pérdida de archivos de corte y la producción de desechos; Los cortes de energía repentinos y frecuentes pueden causar daños al software o incluso al hardware del sistema CNC. Por lo tanto, para lugares donde ocurren frecuentes cortes de energía, es recomendable equipar el sistema CNC con una fuente de alimentación UPS de 500W.
5. Fuente de gas
Se utiliza aire comprimido. Cuando se utilizan un compresor de aire (caudal del compresor de 1 m3/min) y una fuente de alimentación de plasma para fines de corte, la presión de salida del compresor debe estar entre 6,1 y 8,2 bar; una presión inferior a 5,5 bar afectará gravemente a la calidad del corte.
Si la presión cae por debajo de 4 bar, la fuente de energía de plasma dañará el electrodo y no funcionará.
Utilice un tubo de caucho-plástico de alta presión con un diámetro interior de φ10 mm y una presión de 2 Mpa (20 bar) para el tubo de gas.
III. Operación de corte
1. Sobre la preparación
El lugar de trabajo del equipo debe estar equipado con un fuerte sistema de ventilación para expulsar el humo producido durante el proceso de corte.
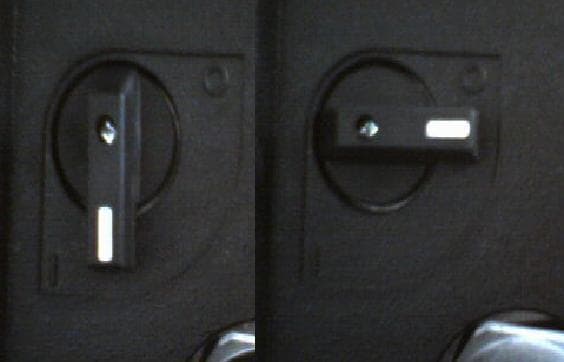
Antes de encender el equipo, asegúrese de que todos los interruptores del equipo estén en la posición de apagado y que el interruptor giratorio en la parte posterior de la fuente de alimentación de plasma esté en posición horizontal.
1. Conecte el gabinete del interruptor de alimentación principal para conectar el cable bidireccional.
2. Coloque el disyuntor en el panel eléctrico del equipo en la posición ON.
3. Utilice el interruptor de comando para encender la alimentación de control del sistema; la interfaz principal debería aparecer en la pantalla.
4. A continuación, gire el interruptor giratorio en la parte posterior de la fuente de alimentación de plasma 90° hasta la posición vertical, momento en el cual la luz indicadora de alimentación en la parte frontal de la fuente de alimentación de plasma debería iluminarse.
5. Encienda el compresor de aire (caudal del compresor 1 m3/min), ajuste el interruptor de control de presión del compresor de aire para mantener la presión de salida del compresor entre 6,1 y 8,2 bar. Si la presión cae por debajo de 6,1 bar, la presión de corte disminuirá, lo que dará como resultado una calidad de corte inestable. Si la presión supera los 8,3 bar, puede dañar el filtro de aire de la fuente de alimentación de plasma.
Ajuste la perilla reguladora de presión en la fuente de alimentación de plasma para mantener la presión entre 5,5 y 6,0 bar. Gire la perilla de prueba de gas/ajuste de corriente de la fuente de alimentación de plasma a la posición de prueba de gas y confirme que la presión no caiga por debajo de 5 bar. Cuando la presión cae por debajo de 5 bar, afectará gravemente la calidad del corte e incluso puede provocar que la fuente de alimentación de plasma deje de funcionar.
Si el entorno de trabajo no puede garantizar el suministro de aire limpio, se debe instalar un sistema de filtración combinado de varias etapas antes del suministro de energía del plasma. De lo contrario, el aire que contiene aceite, humedad y polvo provocará problemas graves, como fallos del arco y daños al soplete durante el corte.



Si se utiliza corte por plasma, se ha completado la preparación para la puesta en marcha de la máquina.
2. Configuración del ajustador automático de altura
(1). Ajustador de altura de tensión de arco
Configure el modo de corte del sistema CNC en modo plasma. Encienda la fuente de alimentación del ajustador de altura del voltaje del arco.
El. Pruebe que el ajuste manual funcione correctamente.
Presione los botones manuales hacia arriba (TORCH ↑) y hacia abajo (TORCH↓) en el ajustador de altura y observe si el soplete de corte se mueve en la dirección correcta.
Si presiona el botón de elevación manual en la posición límite superior del soplete de corte, el soplete no debería elevarse. Si presiona el botón de soltar en este punto, la antorcha debería caer.
Si presiona el botón de caída manual en la posición límite inferior del soplete de corte, el soplete no debería caer.
Si presiona el botón de elevación en este punto, la antorcha debería elevarse. Confirme que las acciones de los límites superior e inferior sean confiables.
Si el soplete de corte no puede subir (o bajar), es posible que esté en la posición límite superior (inferior) o que el interruptor de límite superior (interruptor de límite inferior) esté dañado. Reemplace el interruptor de límite dañado a tiempo; de lo contrario, el motor de ajuste de altura podría dañarse porque el interruptor no funciona.
B. Prueba de nivel inicial
Presione el botón de posicionamiento inicial (IHS TEST) en el ajustador de altura. En este momento, la antorcha de corte por plasma debe moverse hacia abajo a la velocidad definida por el ancho del pulso de caída de posicionamiento inicial (IHS DOWN PWM).
Después de que la boquilla hace contacto con la placa de acero, se detiene y sube a la velocidad definida por el ancho de pulso de aumento de posicionamiento inicial (IHS UP PWM) durante un tiempo de posicionamiento (tiempo IHS) y se detiene a una altura apropiada de encendido del arco.
La altura de ignición del arco es generalmente de 1,5 a 2 veces la altura de corte. Según el manual de POWERMAX1000, la altura de corte para esta fuente de alimentación es de 1,5 mm, por lo que la altura de encendido del arco debe ser de unos 3 mm.
Los usuarios pueden ajustar el tiempo de posicionamiento según su experiencia de corte para cambiar la altura de encendido del arco y lograr la mejor calidad de corte y al mismo tiempo reducir el daño a los consumibles.
w. Prueba de voltaje de arco
Presione el botón de posicionamiento inicial (PRUEBA IHS) en el ajustador de altura para llevar el soplete de corte a la altura de ignición del arco. Presione el botón ARC TEST en el ajustador de altura para encender el arco exitosamente y observe el valor de voltaje de arco medido en la ventana del monitor de voltaje de arco.
El valor de voltaje del arco detectado debe estar cerca del valor de voltaje del arco establecido. Si los dos valores difieren significativamente, ajuste el valor establecido de voltaje del arco para que sean similares.
De lo contrario, la altura de corte podría ser demasiado alta durante el corte o el soplete podría arrastrar la placa de acero. Ambas situaciones darán como resultado una menor calidad de corte y daños graves a los consumibles del soplete de corte.
3. Prueba del servosistema
4. Compilación de patrones de corte
1. Utilice un software de dibujo profesional (como AUTOCAD) para dibujar patrones de corte.
2. Edite utilizando la biblioteca de gráficos integrada del sistema.
3. Utilice la función de anidamiento de placas de acero incorporada en el sistema.
Después de cargar el programa de corte en la memoria, regrese a la interfaz principal y verifique si la vista en el área de visualización gráfica cumple con los requisitos.
5. Configuración de parámetros de corte
1. Modificar los parámetros de corte.
2. Configuración del sistema.
Consulte el manual del sistema CNC y del ajustador de altura de tensión del arco para conocer configuraciones específicas.
6. Proceso de corte
Al utilizar el corte por plasma, el operador debe usar sombrero y gafas de seguridad, además de presionar todos los botones durante el proceso.
Función de alineación automática para chapas de acero: Es decir, la función (ángulo de medición). En general, cuando el operador levanta la placa de acero sobre la mesa de corte, no es fácil alinear el borde de la placa de acero con el eje Y del equipo.
Esta función puede medir el ángulo de rotación de la placa de acero y rotar automáticamente el patrón de corte al mismo ángulo para reducir el desperdicio de corte y mejorar la utilización.
Después de compilar el patrón de corte, mueva manualmente el cortador a la esquina superior izquierda de la placa de acero, en la interfaz principal, presione la tecla "F2" para limar, luego presione la tecla "F7" para la opción de pieza y presione la tecla "F7" para medir. ángulo, use la tecla de dirección para mover el cortador a la esquina inferior izquierda de la placa de acero, presione la tecla "F1" para confirmar y regresar a la interfaz de "opción de pieza". El patrón del programa de corte con el ángulo agregado se muestra en el área de vista previa gráfica a la izquierda.
1. Presione el botón RUN para ingresar a la interfaz de corte. Verifique nuevamente para confirmar que el valor de corte cumpla con los requisitos y luego presione el botón RUN nuevamente para iniciar el corte automático.
Nota: Antes de comenzar a cortar, levante manualmente el soplete de corte a una posición media-alta.
2. Durante el proceso de corte, controle el estado operativo de la máquina. En caso de mal funcionamiento, levante manualmente el soplete de corte y presione el botón DETENER para ingresar a la interfaz de pausa. Utilice funciones como “Avanzar”, “Reversa eléctricamente”, “Regresar al mismo camino”, “Regresar al inicio”, “Manejar la antorcha” y “Memoria de punto de interrupción” para solucionar problemas.
Después de solucionar el problema, presione el botón RUN dos veces para reanudar el corte. (En las esquinas de la placa de acero, debido a grandes cambios en la capacitancia del circuito de detección, el soplete de corte puede descender rápidamente y golpear la placa de acero.
Por lo tanto, la posición de corte no debe estar demasiado cerca de las esquinas de la placa de acero (el 50% del bucle de detección debe estar en la placa de acero).
También puede desactivar manualmente la función de ajuste automático de altura cuando la máquina llega a las esquinas de la placa de acero. En este momento, controle de cerca la posición del soplete de corte y ajuste manualmente la altura del soplete de corte según sea necesario).
Nota: Función “Regresar al mismo camino”: En la interfaz de pausa, presionar “Regresar al mismo camino” permite que la máquina se mueva a lo largo del camino de corte hasta el punto de mal funcionamiento. Presione el botón “Stop” cuando la máquina llegue al punto de falla, deteniendo el retorno. El uso conjunto de los botones “Jog Forward” y “Jog Reverse” le permite colocar con precisión la máquina en la ubicación adecuada, volver a encenderla, precalentarla y reiniciar el corte.
Funciones “Jog Forward” y “Jog Reverse”: cada pulsación de estos botones mueve la máquina una cierta distancia a lo largo de la trayectoria de corte, hacia adelante o hacia atrás.
La distancia está determinada por el parámetro "Distancia de avance" definido en la interfaz de parámetros "Parámetros generales".
Función "Manejar la antorcha": en la interfaz de pausa, presionar "Manejar la antorcha" le permite mover el soplete de corte fuera de la placa de acero para reemplazar o manipular la boquilla del soplete de corte. Presione el botón "Regresar" para mover la base de la máquina nuevamente a la ubicación de parada y continuar cortando.
Nota: Corte el suministro de energía del plasma antes de reemplazar la boquilla o manipular el soplete de corte. Vuelva a conectar la fuente de alimentación del plasma después de manipular el soplete de corte; de lo contrario, la fuente de alimentación de plasma activará una alarma de error. Tenga cuidado ya que la boquilla del soplete de corte se calienta mucho inmediatamente después de dejar de cortar.
Función “Memoria de punto de interrupción”: en la interfaz de pausa, presionar “F6” (Memoria de punto de interrupción) guarda el programa de corte restante no ejecutado. Después de regresar a la interfaz principal, puede realizar otras operaciones y presionar "F2" para ingresar a la interfaz "Archivo". Presione el archivo de memoria "F5" y luego presione la memoria de punto de interrupción "F2" para cargar los valores de corte restantes en la memoria. Regrese a la interfaz principal para continuar cortando. No mueva la máquina durante este proceso.
Si desea abandonar el corte, presione el botón DETENER nuevamente, luego presione “F7” para confirmar y regresar a la interfaz principal.
3. Después de terminar de cortar, regrese a la interfaz principal.
4. Continúe cortando otras piezas de trabajo.
7. Finalización del corte.
Una vez completado el corte, apague el compresor de aire.
Cambie al modo manual, mueva el carro del soplete hacia la izquierda y coloque la máquina en el lugar de estacionamiento.
Luego apague el controlador. Espere cinco minutos antes de apagar la fuente de alimentación del plasma y el sistema de control.
Limpiar el espacio de trabajo.
4. Mantenimiento y Conservación
1. Antes de comenzar un turno, debe inspeccionar el sistema de aire, la fuente de alimentación de plasma y las conexiones del soplete de corte para detectar fugas de aire. Si se descubren, deben corregirse inmediatamente.
2. Antes de cortar, verifique que la boquilla de corte y el electrodo estén alineados con la configuración actual de la fuente de alimentación de plasma y el espesor de la placa de acero que se está cortando. La boquilla de corte no se puede utilizar fuera de su alcance. Lo ideal es que la intensidad de la corriente esté dentro del 95% de la corriente de trabajo de la boquilla. Por ejemplo, lo ideal es que la intensidad de corriente de una boquilla de 100 A sea de 95 A.
3. Verifique que la presión del gas esté dentro del rango permitido. Asegúrese de que el gas esté limpio, inspeccione periódicamente el funcionamiento del compresor de aire, revise con frecuencia el dispositivo del filtro de aire y reemplace los componentes inmediatamente.
4. Después de reemplazar los componentes del soplete de corte o si no se ha utilizado durante mucho tiempo, gire la perilla de ajuste actual a la posición de prueba de gas o abra manualmente cada válvula solenoide para eliminar el vapor de agua y las impurezas del aire del camino y del soplete de corte.
5. Las superficies de guía de los carriles longitudinales y transversales deben limpiarse y lubricarse después de su uso.
6. Cuando el operador toma un descanso o deja la máquina por un tiempo prolongado, se debe apagar la fuente de alimentación y aire.
7. Después de usar la máquina cortadora, espere un período de tiempo para permitir que el gabinete eléctrico y la fuente de alimentación de plasma se enfríen lo suficiente antes de apagar la alimentación.
8. Inspeccione y cepille periódicamente el bastidor de la grúa pórtico, límpielo y lubríquelo.
9. Lubrique periódicamente el mecanismo de elevación del carro (cojinetes de bolas, tornillos, guías lineales). Aplique lubricante al control deslizante de la guía lineal del eje X.
10. Limpie periódicamente la escoria debajo de la mesa de corte y limpie la capa de polvo de la superficie del equipo.
11. Verifique periódicamente la funcionalidad de los interruptores de límite superior e inferior del carro y reemplace inmediatamente cualquier interruptor defectuoso.
12. Limpiar mensualmente el filtro lateral del mueble de la máquina con un cepillo seco. Abra el cuadro eléctrico cada tres meses para limpiar el polvo del interior.
13. Cada tres meses, inspeccione la confiabilidad del mecanismo de sujeción elástica del servomotor y ajuste los tornillos de tensión del resorte para asegurar una presión adecuada.
14. Cada tres meses, revise el carro y varios cables en busca de desgaste.
15. Inspeccione anualmente todos los tornillos de montaje para ver si están flojos.
16. Revise las escobillas del motor de CC anualmente. Un desgaste excesivo de las escobillas puede afectar el rendimiento del motor o incluso provocar daños. Por lo tanto, son necesarias inspecciones periódicas y sustitución de las escobillas del motor.
17. Incluso sin tareas de procesamiento, las máquinas CNC deben encenderse regularmente, preferiblemente 1 o 2 veces por semana, cada vez funcionando inactivas durante aproximadamente una hora. Esto ayuda a utilizar el calor de la máquina para reducir la humedad interna y evitar que los componentes electrónicos se humedezcan.
18. Para evitar el impacto de grandes fluctuaciones de energía (superiores a ±10 %) y posibles señales de interferencia transitorias, el dispositivo debe alimentarse con energía dedicada (como una fuente separada para el equipo CNC de la sala de distribución de bajo voltaje) o estabilizador de voltaje adicional. dispositivos. Esto puede reducir el impacto de la calidad de la energía y las interferencias eléctricas.
19. Verifique anualmente el apriete de todos los terminales del cableado. Los terminales del cableado pueden aflojarse debido al funcionamiento prolongado y a la vibración, y los terminales sueltos pueden calentarse y dañarse durante el funcionamiento.
V. Apéndice
Apéndice 1: Especificaciones de corte por arco de plasma
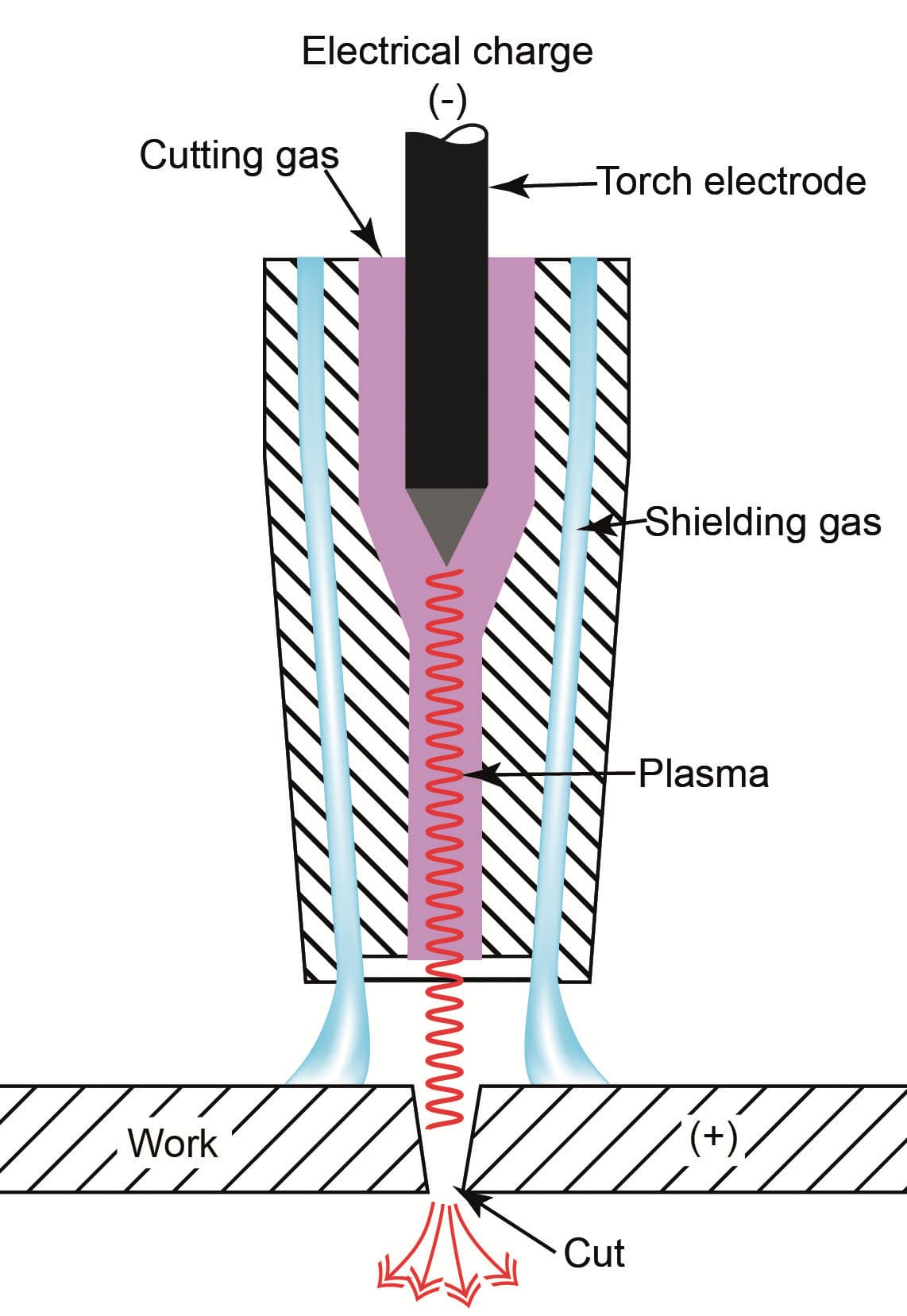
Una máquina de corte por plasma es un nuevo equipo de corte térmico.
Su principio de funcionamiento implica el uso de aire comprimido como gas de trabajo y un arco de plasma de alta temperatura y alta velocidad como fuente de calor.
Esto funde la parte del metal que se está cortando y un flujo de aire de alta velocidad expulsa el metal fundido, formando una estrecha costura de corte.
El corte por plasma se puede utilizar para cortar diversos materiales metálicos, como acero inoxidable, aluminio, cobre, hierro fundido y acero al carbono. Tiene las ventajas de una velocidad de corte rápida, costura de corte estrecha, filo de corte liso, zona pequeña afectada por el calor, deformación mínima de la pieza de trabajo, operación simple y efectos significativos de ahorro de energía.
Este equipo es adecuado para la fabricación, instalación y mantenimiento de diversas estructuras mecánicas y metálicas, así como para el corte, taladrado, relleno, biselado y otros procesos de corte de láminas medias y delgadas.
Varios parámetros del proceso de corte por arco de plasma afectan directamente la estabilidad, la calidad del corte y el efecto del proceso de corte. Las principales especificaciones de corte se describen brevemente a continuación:
(1) Corriente de corte
Aumentar la corriente de corte también puede aumentar la potencia del arco de plasma, pero está restringido por la corriente máxima permitida. De lo contrario, podría provocar un engrosamiento de la columna del arco de plasma, aumentar el ancho de corte y reducir la vida útil del electrodo. El modelo de accesorio de la antorcha de corte debe coincidir con la configuración actual de la fuente de alimentación de plasma. Lo ideal es que la intensidad de la corriente esté dentro del 95% de la corriente de trabajo de la boquilla. Por ejemplo, la intensidad de corriente de una boquilla de 100 A no debe ajustarse a más de 95 A.
(2) Flujo de gas
Aumentar el flujo de gas no solo puede aumentar la tensión de la columna de arco, sino también fortalecer la compresión en la columna de arco, haciendo que la energía del arco de plasma esté más concentrada y la fuerza de eyección sea más fuerte. Esto puede mejorar la velocidad y la calidad del corte.
Sin embargo, un flujo excesivo de gas puede acortar la columna del arco, aumentar la pérdida de calor, debilitar la capacidad de corte e incluso interrumpir el proceso de corte.
(3) Altura de la boquilla de corte
La altura de la punta de corte se refiere a la distancia desde la cara extrema de la punta de corte hasta la superficie de la pieza que se está cortando. Esta distancia suele ser de 2 a 5 mm. La altura adecuada de la boquilla de corte es esencial para aprovechar al máximo la eficiencia de corte del arco de plasma.
De lo contrario, podría reducirse la eficacia y calidad del corte e incluso provocar que se queme la boquilla de corte. La altura de la boquilla de corte puede consultar el manual de la fuente de alimentación de plasma o determinarse según la experiencia de corte.
Al perforar, la altura de la boquilla de corte debe ajustarse al doble de la altura de corte normal.
(4) Velocidad de corte
Varios factores impactan directamente el efecto de compresión del arco de plasma, influyendo en su temperatura y densidad de energía. La alta temperatura y la alta energía del arco de plasma determinan la velocidad de corte, vinculando todos estos factores a la velocidad de corte.
Para garantizar la calidad del corte, es fundamental aumentar al máximo la velocidad de corte. Esto no sólo aumenta la productividad, sino que también reduce la deformación de las piezas que se cortan y de la zona afectada por el calor en el área de corte.
Si la velocidad de corte es inadecuada puede tener el efecto contrario, aumentando la escoria y reduciendo la calidad del corte.
(5) Espesor y proceso de corte
El espesor de la chapa de acero influye mucho en la elección del proceso de corte. Con el mismo soplete, su capacidad de perforación (espesor) es sólo la mitad de su capacidad de corte (espesor).
Para piezas de antorcha Hypertherm Genuine 100A, la capacidad de corte recomendada es de 16 mm y la capacidad de perforación es de 12 mm. Por lo tanto, cuando el espesor de la placa de acero es mayor que la capacidad de perforación, no es posible perforar y cortar directamente en el centro de la placa de acero.
El punto de inicio del corte debe establecerse en el borde de la placa de acero para comenzar a cortar desde el borde.
(6) Pretratamiento de la superficie de la placa de acero
Las placas de acero inevitablemente forman una capa de óxido en la superficie a medida que pasan a través de una serie de conexiones intermedias desde la acería hasta el taller de corte.
Además, también se forma una capa de óxido que se adhiere a la superficie de la chapa de acero durante el proceso de laminación.
Estas capas de óxido tienen un alto punto de fusión, no son fáciles de fundir y reducen la velocidad de corte. Al mismo tiempo, las salpicaduras de la capa de óxido después del calentamiento pueden bloquear fácilmente la boquilla de corte, reduciendo la vida útil de la boquilla y el electrodo.
Por lo tanto, es necesario realizar un tratamiento previo de eliminación de óxido en la superficie de la placa de acero antes de cortarla.
El método más utilizado es la eliminación del óxido mediante chorro de arena, seguido de pulverización de pintura antioxidante.
Se rocía pequeña arena de hierro sobre la superficie de la placa de acero con una máquina de granallado, utilizando la fuerza de impacto de la arena de hierro para eliminar la capa de óxido, y luego se rocía pintura antioxidante conductora y retardante de llama.
El tratamiento previo para eliminar el óxido y la pulverización de pintura antes de cortar la placa de acero se ha convertido en una parte indispensable de la producción de estructuras metálicas.
Apéndice 2: Configuración de parámetros actuales para el regulador de voltaje de arco
| Fuente de alimentación de plasma | potenciamax1000 |
| sistema CNC | JT-00000074 |
| Voltaje del arco (v) | 155 |
| Perforación (0,1 s) | dos |
| Posicionamiento inicial (10 ms) | 50 |
| MAX_PWM | 235 |
| MIN_PWM | 160 |
| IHS_UP_PWM | 180 |
| IHS_DPWN_PWM | 200 |
| ARRIBA&ABAJOM_PWM | 200 |
| ARCO_MAX_ERROR | 20 |
| DELAY_INPUT_TIME | 5 |
| AUTO_PWM_AMP | 4 |
| UP_BRAKE_TIME | 50 |
| DOWM_BRAKE_TIME | 50 |
| EMERG_LIFT_TIME | 20 |
| EMERG_LIFT_PWM | 200 |
| INTEL_ADJ_RANGE | 20 |
| INTEL_ADJ_STEP | 3 |
| INTEL_ADJ_SIGN | 1 |
| ARC_ACCURACY | dos |
| PIERCE_ENABLE_SIGN | 0 |
| IHS_CURRENT_LIMIT | 100 |
| IHS_CURRENT_LIMIT_SIGN | 0 |







