
Máquina herramienta se refiere a una máquina utilizada para fabricar otras máquinas. También se la conoce como máquina de trabajo o máquina herramienta y tradicionalmente se le llama máquina herramienta.

Las máquinas herramienta generalmente se dividen en máquinas herramienta para cortar metales, máquinas herramienta para forjar, máquinas herramienta para trabajar la madera y otras.
En la fabricación mecánica moderna, existen muchas formas de procesar piezas mecánicas. Además del corte, también se realizan fundición, forja, soldadura, estampado, extrusión y más. Sin embargo, las piezas con alta precisión y rugosidad superficial fina generalmente deben mecanizarse utilizando un método de corte en una máquina herramienta.
Las máquinas herramienta desempeñan un papel importante en la construcción de la modernización económica nacional.
Tipos de máquinas herramienta
Existen muchas variedades y especificaciones de máquinas CNC y los métodos de clasificación pueden variar. Sin embargo, generalmente se pueden clasificar según su función y estructura utilizando los siguientes cuatro principios.

Clasificación según la trayectoria de control del movimiento de la máquina herramienta.
(1) Máquina herramienta CNC con control de puntos
El control de puntos solo requiere el posicionamiento preciso de las partes móviles de la máquina herramienta de un punto a otro, y los requisitos para la ruta de movimiento entre puntos no son estrictos. Durante el movimiento no se realiza ningún mecanizado y el movimiento entre los ejes de coordenadas es irrelevante.
Para lograr un posicionamiento rápido y preciso, el desplazamiento entre dos puntos generalmente se mueve rápidamente primero y luego se acerca lentamente al punto de posicionamiento para garantizar la precisión del posicionamiento. La siguiente figura muestra la pista de movimiento del control de posición del punto.
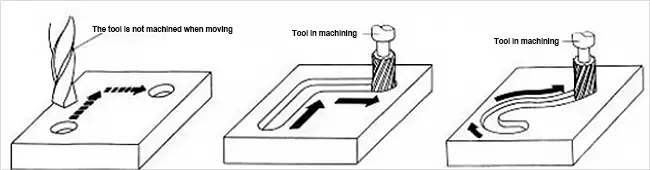
Las máquinas herramienta con función de control de puntos incluyen principalmente perforadoras CNC, fresadoras CNC, punzones CNC y más.
Con el desarrollo de la tecnología de control numérico y la reducción del precio de los sistemas de control numérico, los sistemas de control numérico utilizados únicamente para el control de puntos son cada vez más raros.
(2) Máquina herramienta CNC de control lineal
La máquina herramienta CNC de control lineal, también conocida como máquina herramienta CNC de control paralelo, tiene la característica no solo de posicionar con precisión entre puntos de control, sino también de controlar la velocidad de movimiento y la trayectoria entre dos puntos relacionados.
Sin embargo, su ruta de movimiento solo se mueve paralela al eje de coordenadas de la máquina herramienta, lo que significa que solo se controla un eje de coordenadas al mismo tiempo, eliminando la necesidad de la función de operación de interpolación en el sistema CNC. Durante el desplazamiento, la herramienta puede cortar a la velocidad de avance especificada y normalmente sólo puede procesar piezas rectangulares y escalonadas.
Las máquinas herramienta con función de control lineal consisten principalmente en tornos CNC relativamente simples, fresadoras CNC, rectificadoras CNC, etc. El sistema CNC de esta máquina herramienta también se conoce como sistema CNC de control lineal. Asimismo, las máquinas herramienta CNC utilizadas exclusivamente para el control lineal son raras.
(3) Máquina herramienta CNC de control de contorno
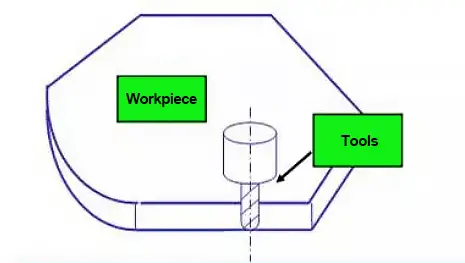
Diagrama de mecanizado de máquina herramienta CNC con control de contorno
La máquina herramienta CNC de control de contorno, también conocida como máquina herramienta CNC de control continuo, tiene la característica de controlar el desplazamiento y la velocidad de dos o más coordenadas de movimiento simultáneamente.
Para cumplir con la trayectoria de movimiento relativa de la herramienta a lo largo del contorno de la pieza de trabajo y los requisitos del contorno de mecanizado de la pieza de trabajo, el control de desplazamiento y el control de velocidad de cada movimiento coordinado deben coordinarse con precisión de acuerdo con la relación proporcional especificada. Por lo tanto, el dispositivo NC en este modo de control requiere la función de operación de interpolación.
La interpolación implica describir la forma de la línea o arco mediante el procesamiento matemático de la calculadora de interpolación en el sistema NC, basándose en la entrada de datos básicos del programa, como las coordenadas del extremo de la línea, las coordenadas del extremo del arco y las coordenadas del centro o del rayo. Luego, los pulsos se distribuyen a cada controlador de eje de coordenadas según los resultados del cálculo, controlando el desplazamiento del enlace de cada eje de coordenadas para cumplir con el contorno requerido.
Durante el movimiento, la herramienta puede cortar continuamente la superficie de la pieza de trabajo y procesar todo tipo de líneas rectas, arcos y curvas. Estas máquinas herramienta consisten principalmente en tornos CNC, fresadoras CNC, máquinas cortadoras de alambre CNC, centros de mecanizado, etc.
El dispositivo NC correspondiente se denomina sistema NC de control de contorno y se puede clasificar en las siguientes formas según el número de ejes de coordenadas de enlace que controla:
① Articulación de dos ejes
Se utiliza principalmente para mecanizar superficies giratorias en tornos NC o fresadoras NC para mecanizar superficies cilíndricas curvas.
② Semiarticulación de dos ejes
Se utiliza principalmente para controlar máquinas herramienta con más de tres ejes. Se pueden unir dos ejes y el otro eje se puede alimentar periódicamente.
③ Articulación de tres ejes
Generalmente se divide en dos categorías. Uno es el enlace de tres ejes de coordenadas lineales X/Y/Z, que se utiliza principalmente en fresadoras CNC, centros de mecanizado, etc.
La otra es controlar el eje de coordenadas de rotación girando alrededor de uno de los ejes de coordenadas lineales además de las dos coordenadas lineales en X/Y/Z simultáneamente.
Por ejemplo, en un centro de torneado, además de vincular los ejes de coordenadas lineales longitudinal (eje Z) y transversal (eje x), también necesita controlar el vínculo del husillo principal (eje c) que gira alrededor del eje z. -eje al mismo tiempo.
④ Articulación de cuatro ejes
Controla simultáneamente el enlace entre los tres ejes de coordenadas lineales X/Y/Z y un eje de coordenadas giratorio.
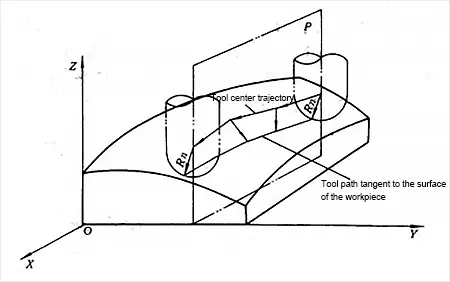
⑤ Articulación de cinco ejes
Además de controlar simultáneamente el enlace de tres ejes de coordenadas X/Y/Z, también controla dos ejes de coordenadas en los ejes de coordenadas A, B y C girando alrededor de estos ejes de coordenadas lineales, formando el enlace para controlar simultáneamente cinco ejes.
En este momento, la herramienta se puede colocar en cualquier dirección del espacio. Por ejemplo, se puede controlar la herramienta para que gire alrededor de los ejes xey simultáneamente, de modo que la herramienta mantenga una dirección normal con la superficie del contorno mecanizada en su punto de corte, asegurando la suavidad de la superficie mecanizada, mejorando la precisión y la eficiencia del mecanizado. , y reduciendo la rugosidad de la superficie mecanizada.
2. Clasificado por modo de servocontrol
(1) máquina herramienta CNC con control de bucle abierto
El servoaccionamiento de potencia de este tipo de máquina herramienta es de circuito abierto, lo que significa que no hay ningún dispositivo de retroalimentación de detección. Generalmente, su motor de accionamiento es un motor paso a paso. La característica principal de un motor paso a paso es que cada vez que el circuito de control cambia la señal de pulso de comando, el motor gira en un ángulo de paso y el motor en sí tiene una capacidad de autobloqueo.
La señal de comando de potencia emitida por el sistema NC controla el circuito de accionamiento a través del distribuidor de impulsos. Controla el desplazamiento coordinado por el número de pulsos de transformación, la velocidad de desplazamiento por la frecuencia de los pulsos de transformación y la dirección del desplazamiento por el orden de distribución de los pulsos de transformación. Por lo tanto, la característica más importante de este modo de control es su control conveniente, estructura simple y bajo precio.
El flujo de señal de comando enviado por el sistema NC es unidireccional, por lo que no hay problemas de estabilidad con el sistema de control. Sin embargo, debido a que el error de transmisión mecánica no se corrige mediante retroalimentación, la precisión del desplazamiento no es alta. Las primeras máquinas herramienta CNC utilizaban este modo de control, pero la tasa de fallas era relativamente alta.
Actualmente, sigue siendo muy utilizado debido a las mejoras en el circuito de conducción. En China en particular, este modo de control se utiliza a menudo en la transformación NC de sistemas NC económicos generales y equipos antiguos. Además, este modo de control se puede configurar con una microcomputadora de un solo chip o una computadora de placa única como dispositivo de control numérico, lo que reduce el precio de todo el sistema.
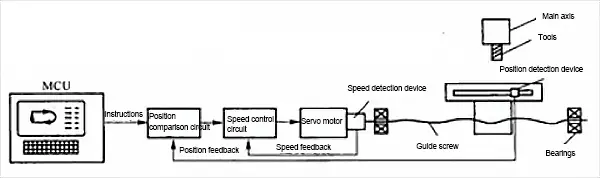
(2) máquina herramienta de control de circuito cerrado
El servoaccionamiento de alimentación de este tipo de máquina herramienta NC funciona mediante un modo de control de retroalimentación de circuito cerrado. El motor de accionamiento puede ser un servomotor de CC o CA, y se deben configurar la retroalimentación de posición y la retroalimentación de velocidad.
Durante el mecanizado, el desplazamiento real de las piezas móviles se detecta constantemente y se envía de vuelta al comparador en el sistema NC de manera oportuna. Luego, este valor se compara con la señal de comando obtenida mediante la operación de interpolación. La diferencia entre los dos se utiliza como señal de control para el servoaccionamiento, que acciona la pieza de desplazamiento para eliminar cualquier error de desplazamiento.
La posición de instalación del elemento sensor de retroalimentación de posición y el dispositivo de retroalimentación utilizado determinan si se trata de un modo de control de circuito completamente cerrado o de circuito semicerrado.
① Control total de circuito cerrado
Como se muestra en la figura, el dispositivo de retroalimentación de posición adopta un elemento sensor de desplazamiento lineal, siendo comúnmente utilizadas en la actualidad reglas de rejilla. Se instala en el asiento de la máquina herramienta, lo que le permite detectar directamente el desplazamiento lineal de las coordenadas de la máquina herramienta.
A través de la retroalimentación, se puede eliminar el error de transmisión en toda la cadena de transmisión mecánica desde el motor hasta el soporte de la máquina, lo que resulta en una alta precisión de posicionamiento estático de la máquina herramienta.
Sin embargo, dentro de todo el circuito de control, las características de fricción, rigidez y holgura de muchos eslabones de transmisión mecánica no son lineales. Además, el tiempo de respuesta dinámica de toda la cadena de transmisión mecánica es mucho más largo en comparación con el tiempo de respuesta eléctrica, lo que plantea importantes dificultades para corregir la estabilidad de todo el sistema de circuito cerrado. Como tal, el diseño y puesta a punto del sistema también es muy complejo.
Este modo de control de circuito cerrado completo se utiliza principalmente para máquinas de coordenadas CNC y rectificadoras de precisión CNC que tienen requisitos de alta precisión.
② Control de circuito semicerrado
Como se muestra en la figura, la retroalimentación de posición utiliza un elemento sensor de ángulo, siendo los codificadores el tipo principal que se utiliza en la actualidad. Se instala directamente en el extremo del servomotor o tornillo de avance.
Dado que la mayoría de los enlaces de transmisión mecánica no están incluidos en el circuito cerrado del sistema, es necesario obtener características de control más estables.
Los errores de transmisión mecánica, como los presentes en el husillo, no pueden corregirse en ningún momento mediante retroalimentación. Sin embargo, se puede utilizar el método de compensación de la configuración del software para mejorar la precisión.
En la actualidad, la mayoría de las máquinas herramienta CNC adoptan un modo de control de circuito semicerrado.
③ Máquina herramienta CNC de control híbrido
Las características de los modos de control anteriores se combinan selectivamente para formar un esquema de control híbrido.
Como se mencionó anteriormente, el modo de control de bucle abierto tiene buena estabilidad, bajo costo y baja precisión, mientras que la estabilidad total de bucle cerrado es pobre.
Por lo tanto, para complementarse entre sí y cumplir con los requisitos de control de algunas máquinas herramienta, se debe adoptar un modo de control híbrido.
Se utilizan ampliamente la compensación en bucle abierto y la compensación en bucle semicerrado.
3. Clasificados según el nivel funcional del sistema CNC.
Según el nivel funcional de un sistema CNC, generalmente se divide en grados bajo, medio y alto.
Los límites de los grados bajo, medio y alto son relativos y los patrones de división serán diferentes en diferentes períodos.
Según el nivel de desarrollo actual, varios tipos de sistemas CNC se pueden dividir en grados bajo, medio y alto según determinadas funciones e indicadores.
Entre ellos, los grados medio y alto generalmente se denominan CNC de función completa o CNC estándar.
4. Clasificación según el tipo de tecnología de procesamiento y uso de máquinas herramienta.
(1) Corte de metales
Se refiere a máquinas herramienta CNC con diversos procesos de corte como torneado, fresado, taladrado, rectificado, escariado y cepillado.
Se puede dividir en las siguientes dos categorías:
① Máquinas herramienta CNC comunes
Como tornos CNC, fresadoras CNC, rectificadoras CNC, etc.
② Centros de mecanizado
Su característica principal es un almacén de herramientas con mecanismo de cambio automático de herramienta, donde la pieza pasa una sola vez.
Después de la sujeción, al cambiar automáticamente todo tipo de herramientas de corte, se procesan continuamente varios procesos como fresado (torneado), enchavetado, bisagra, taladrado y roscado en cada superficie de mecanizado de la pieza de trabajo en la misma máquina herramienta, como (construcción/ fresado) centros de mecanizado, centros de torneado, centros de taladrado, etc.
(2) Formación de metales
Se refiere a máquinas herramienta CNC que adoptan procesos de extrusión, punzonado, prensado, trefilado y otros procesos de conformado. Los más utilizados son prensas CNC, máquinas dobladoras CNC, máquinas dobladoras de tubos CNC, máquinas de torneado CNC, etc.
(3) Procesamiento especial
Hay principalmente máquinas formadoras CNC WEDM, electroerosión CNC, máquinas cortadoras por llama CNC, máquinas de mecanizado láser CNC, etc.
(4) Encuesta y dibujo.
Existen principalmente CMM, instrumentos de ajuste de herramientas NC, trazadores NC, etc.







