Al elegir una fuente de luz para soldadura láser, se deben tener en cuenta varios factores como el material de soldadura, la geometría de la junta, la velocidad y otros.
En la industria manufacturera, la selección correcta de una fuente láser es un desafío práctico que los fabricantes deben afrontar debido al uso generalizado de la soldadura láser.
Actualmente, las fuentes láser disponibles en el mercado incluyen fuentes láser de fibra óptica, Nd:YAG pulsado, diodo, disco y CO 2 . (Nota: la fuente láser CW Nd:YAG ha sido reemplazada en gran medida por láseres de fibra óptica y de disco y, por lo tanto, no se analiza en este artículo).
La elección de una fuente láser debe considerar varios factores, incluido el material de soldadura, la geometría de la junta, la velocidad de soldadura, la tolerancia geométrica, los requisitos de integración del sistema y, por supuesto, las restricciones presupuestarias.
Cada fuente láser tiene características únicas que pueden satisfacer diferentes requisitos de soldadura. En algunos casos, también se pueden sustituir.
4 tipos de láser
Láser de CO2
El láser de CO 2 , que funciona con una longitud de onda de 10.604 nm y tiene un rango de potencia de 1 a 20 kW, es una tecnología láser altamente desarrollada. Ha sido la principal fuente láser para procesamiento de alta potencia desde la década de 1980.
láser de fibra
Este eficiente láser bombeado por diodos utiliza una fibra a base de silicio con un diámetro de núcleo pequeño.
La fuente láser está alojada dentro de la fibra óptica, lo que elimina la necesidad de corrección adicional. Con la fibra óptica de diámetro de núcleo pequeño asignada a la lente de enfoque, el tamaño mínimo de enfoque puede alcanzar los 10 micrones.
El láser compacto está disponible en dos configuraciones: soldadura de baja potencia (menos de 300 W) y multimodo para soldadura de alta potencia.
diodo láser
La mejora en la potencia de los dispositivos láser de diodo de superficie única, la llegada de una nueva tecnología de canales de enfriamiento y el avance de la tecnología de elementos microópticos que pueden enfocar el haz en fibras ópticas con un diámetro inferior a 1000 micrones han llevado a la Aumento de los láseres de diodo como fuentes de soldadura.

Láser de disco
El disco delgado de cristal plano YD YAG en el centro del láser CW, conocido como láser de disco, fue diseñado para eliminar los problemas inherentes al láser de varilla. Se utiliza un disco con un espesor de 0,01 pulgadas y se mantiene frío mediante un dispositivo de refrigeración de soporte. Este diseño permite que el láser alcance una potencia de 10 kW manteniendo una excelente calidad del haz.
Láser Nd:YAG pulsado
Este láser emplea una única varilla láser Nd:YAG para generar una potencia máxima alta y una potencia promedio baja para soldar mediante excitación de lámpara flash. Por ejemplo, un láser de potencia media de 35 W puede producir una potencia máxima de 6 kW. La combinación de una potencia máxima alta y un ancho de pulso estrecho no solo garantiza la calidad de la soldadura del material, sino que también ofrece un control efectivo sobre la entrada de energía.
Seleccione el láser según el tamaño de la penetración.
La elección del láser se puede clasificar en tres grupos según la penetración: menos de 0,01 pulgadas, entre 0,01 y 0,03 pulgadas y más de 0,03 pulgadas.
Generalmente, se pueden usar múltiples fuentes láser para completar la soldadura; sin embargo, por razones de rendimiento y presupuesto, solo se pueden elegir una o dos fuentes de luz.
La decisión final también puede verse influenciada por otros factores, como la calidad de la muestra, consideraciones geográficas, servicio posventa, preferencias del integrador de sistemas y popularidad.
Penetración de soldadura inferior a 0,01 pulg.
El láser Nd:YAG pulsado es el láser más utilizado, seguido del láser de fibra. En términos de ensamblaje de componentes, forma de unión, material y recubrimiento, todo el proceso de soldadura debe controlarse con precisión, lo que hace que el láser Nd:YAG pulsado sea la mejor opción.
Con su alta potencia máxima, el láser Nd:YAG Pulsado puede producir un haz de soldadura con un tamaño de punto superior a 1000 micrones, proporcionando una gran flexibilidad en la elección del tamaño del punto y maximizando la ventana del proceso de soldadura, al tiempo que garantiza las tolerancias necesarias en el entorno de producción. .
El láser de fibra es el único láser de onda continua en esta categoría y puede producir un tamaño de punto después del enfoque del haz de menos de 25 micrones, proporcionando la alta densidad de potencia necesaria para la soldadura. Sin embargo, para mantener la competitividad de costos en el área del micromecanizado, la potencia de los láseres de fibra generalmente se limita a 200 W, lo que restringe el tamaño máximo del punto y la densidad de potencia.
El tamaño de la unión soldada normalmente no supera las 75 micras, que es una de las mayores limitaciones de los láseres de fibra. En la producción real, a menudo es difícil garantizar un rango de error de ±15 mm al ajustar juntas o componentes según la tolerancia de ajuste y la tolerancia de superposición.
Los láseres de fibra se utilizan principalmente en la soldadura superpuesta de materiales delgados con altos requisitos de soldadura de juntas para garantizar la estabilidad. El láser de fibra utiliza una lente de distancia focal de 150 mm que puede producir puntos de luz con un diámetro de menos de 25 micrones, lo que proporciona un amplio espacio de procesamiento. Con la soldadura por superposición, el láser de fibra puede producir una soldadura con una profundidad de penetración de 0,01 pulgadas. o mayor a alta velocidad, con una profundidad de penetración de 0,004 pulgadas. logrado mediante un láser de fibra monomodo de 200 W a velocidades de hasta 50 pulg./s.
Por otro lado, el láser Nd:YAG pulsado puede cumplir con casi todas las aplicaciones excepto la soldadura de láminas delgadas. Su gran tamaño de punto, ancho de pulso y rango de potencia máxima permiten el ajuste y la optimización para cumplir con diversos requisitos de soldadura.
0,01 ~ 0,03 pulgadas. (0,254-0,762 mm) penetración de soldadura
La clasificación de aplicaciones del láser Nd:YAG pulsado y del láser de fibra sigue siendo aplicable, pero el rango es limitado. El láser Nd:YAG pulsado se utiliza principalmente para soldadura por puntos, mientras que los láseres de fibra con una potencia de aproximadamente 500 W y un diámetro de punto de 0,01 μm se pueden utilizar en soldadura a tope y soldadura en ángulo con baja tolerancia. La relación coste-rendimiento del láser Nd:YAG pulsado es relativamente alta.
Los láseres con niveles de potencia de 500 W y 25 W producen diferentes penetraciones de soldadura a distintas velocidades de soldadura. La potencia máxima garantiza el rendimiento de penetración, mientras que la potencia media determina la velocidad de soldadura de la costura.
Los láseres de diodo con potencias que oscilan entre 500 W y 800 W son adecuados para soldar componentes con grandes tolerancias, pero la velocidad es generalmente más lenta que la de los láseres de fibra y de disco. Sin embargo, su gran tolerancia puede compensar esta desventaja.
Penetración de soldadura superior a 0,03 pulg. (0,762 mm)
Todos los tipos de láseres son adecuados para esta gama. La profundidad de penetración del láser Nd:YAG pulsado es de aproximadamente 0,05 pulgadas. (1,27 mm), mientras que otros tipos de láser pueden alcanzar hasta 0,25 pulgadas. (6,35 mm) y algunos incluso superan las 0,5 pulg. (12,5 mm).
En general, las piezas adecuadas para la soldadura por láser Nd:YAG pulsado en este rango son relativamente pequeñas, como los sensores de presión con soldadura de costura.
La industria automotriz requiere una amplia gama de aplicaciones de soldadura y fibra óptica; se pueden utilizar láseres de diodo y de disco de CO2 . En términos de velocidad y penetración, la industria del automóvil cubre casi todas las aplicaciones de soldadura.
buscar el equilibrio
Las principales diferencias entre las fuentes láser son la calidad del haz, el brillo y la longitud de onda.
La calidad del haz se refiere a la capacidad de enfoque del láser y el brillo se refiere a la densidad de potencia en el haz enfocado.
Por ejemplo, el láser de CO2 y el láser de fibra tienen una calidad de haz similar, por lo que si otros parámetros son iguales, pueden producir puntos de luz con el mismo diámetro.
Sin embargo, la longitud de onda de la fuente de láser de fibra es una décima parte de la longitud de onda de la fuente de luz de CO 2 , lo que significa que el diámetro del punto que puede producir es también una décima parte de la fuente de luz de CO 2 . La fuente de láser de fibra también tiene mejor calidad y brillo del haz.
En la soldadura láser, la calidad y el brillo del haz afectan directamente la profundidad y la velocidad de penetración, pero no tienen un efecto tan directo sobre la estabilidad y tolerancia de la soldadura.
Por lo tanto, es importante encontrar un equilibrio entre el rendimiento y la calidad de la soldadura y la amplitud de la ventana del proceso. Vale la pena señalar que, aunque la calidad del haz se puede reducir para satisfacer necesidades específicas, no se puede mejorar la mala calidad del haz.
Con una penetración de 0,25 pulgadas, las velocidades de soldadura de los láseres mencionados anteriormente son bastante similares. Las fibras y los discos ópticos son más rápidos que el CO 2 mientras que los diodos son más lentos.
Soldar con láseres de alta potencia normalmente requiere dos turnos, lo que hace que el costo de comprar el láser sea una consideración en el proceso de selección. Si bien el láser de CO 2 es ampliamente utilizado y familiar para muchos usuarios, su costo único de soldadura es significativamente mayor que el de los láseres de fibra, disco y diodo.
En comparación con la soldadura por plasma y arco, la soldadura láser tiene más ventajas en aplicaciones de soldadura que requieren penetraciones de más de 0,25 pulgadas, ya que puede reducir en gran medida la deformación térmica. Esta reducción ayuda a mantener la forma geométrica de la pieza, eliminando la necesidad de remodelación. Sin embargo, las piezas coincidentes pueden causar problemas con este espesor. Para superar esto, se puede utilizar un flujo de proceso de llenado de alambre o una combinación de soldadura por láser, soldadura por plasma y soldadura por arco.
Conclusión
Hay varios tipos de fuentes láser disponibles para soldadura láser, cada una con sus características únicas y su idoneidad para requisitos específicos.
Es fundamental que los usuarios comprendan plenamente qué fuente láser puede satisfacer mejor sus necesidades de soldadura.
Para obtener un sistema de soldadura, lo ideal es colaborar con su proveedor de sistemas, quien podrá determinar el láser que mejor se adapta a sus necesidades.
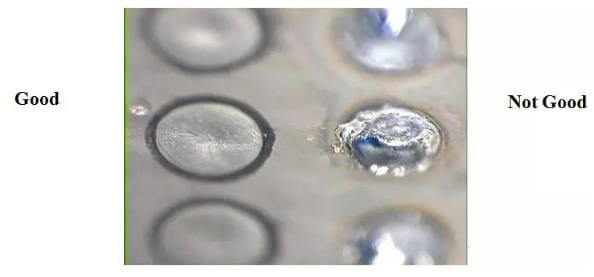
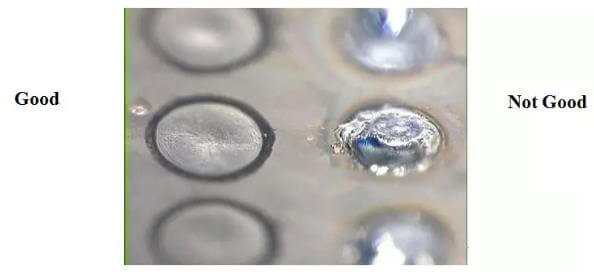
También puede ponerse en contacto con varios fabricantes de láser y proporcionar muestras de soldadura para determinar la solución ideal.
A la hora de seleccionar un láser, es importante tener en cuenta que la soldadura debe estar equilibrada en términos de penetración, velocidad, estabilidad, acomodación de las piezas de producción y tolerancia.























































