
La gestión de anomalías productivas en el centro de producción se refiere a un conjunto de medidas y medios de gestión destinados a detectar, controlar y resolver errores, emergencias y situaciones no controladas en el proceso productivo. Los talleres de prototipos, que procesan principalmente pedidos regulares con plazos de entrega cortos y volúmenes reducidos, cuentan con sistemas de gestión especiales para responder a los casos de anomalías en la producción.
Se pueden dar casos de anomalías de producción en talleres de prototipos en compras de material, prototipado CNC, retrasos en la producción, control de calidad, etc. Cualquier anomalía de producción en el flujo de trabajo tiene implicaciones adicionales y, en última instancia, afecta la satisfacción del cliente. Por lo tanto, es necesaria una gestión precisa para responder rápida y oportunamente a las anomalías de producción y evitar que se repitan.
Cinco pasos para afrontar anomalías de producción en talleres de prototipos
En general, los talleres de prototipos abordan anomalías productivas en el flujo de producción en cinco pasos para minimizar su tasa de ocurrencia: desde la preparación, detección, acción, seguimiento de la causa raíz y seguimiento hasta reuniones temáticas para la prevención.
Paso 1 – Preparación
Paso 2: buscar anomalías
Paso 3 – Acciones
Paso 4 – Identificación y seguimiento de la causa raíz
Paso 5 – Reunión temática sobre medidas cautelares
Posibles anomalías de producción y casos en talleres de prototipos.
Como referencia, aquí hay tres casos que pertenecen a producción irrecuperable:
1. Anomalías significativas

Debido a que los trabajos en los talleres de prototipos varían de un trabajo a otro, las materias primas generalmente no se mantienen en stock sino que se compran nuevas después de cada trabajo. En este caso, sólo pueden comprar en el taller de materiales, que vende cientos de materiales que no se pueden rastrear. Esta limitación material conduce a posibles anomalías. Como primer proceso de producción, la compra de materiales es importante para el proceso de producción posterior. Tan pronto como existan anomalías materiales y éstas no puedan ser encontradas inicialmente, se producirá la pérdida o al menos el valor del contrato.
Los talleres de prototipos identifican el material basándose en la experiencia y con herramientas disponibles pero no profesionales como dureza y densidad (peso/volumen). A veces, los prototipos terminados presentan composiciones de materiales que no cumplen con especificaciones específicas.
Caso
El PE comúnmente utilizado en prototipos incluye HDPE, LDPE, PE+GF, etc. con diferentes propiedades. Un cliente que trabajaba en la industria marina necesitaba anteriormente prototipos fabricados con PE1000. La densidad del PE1000 es 0,941-0,965 kg/m^3, que es menor que la del agua, por lo que puede flotar en la superficie del agua. Sin embargo, al recibir el prototipo terminado, descubrió que la pieza se había hundido inesperadamente en el agua y confirmó que definitivamente no era el PE1000. Informó el problema del material al taller de prototipos y finalmente obtuvo una respuesta después de verificar que el material era PE con GF (fibra de vidrio) agregado. La densidad del PE+GF es mayor que la del agua, por lo que quedó sumergido al sumergirlo en la piscina. Por supuesto, el taller de prototipos responsable acabará asumiendo la pérdida y produciendo una nueva pieza para el cliente.
La clave para evitar anomalías es simplemente colocar el material en agua antes de procesarlo.
2. Anomalías en el mecanizado CNC

La mayoría de los talleres de prototipos no cuentan con los recursos de diseño necesarios y programan el diseño estrictamente de acuerdo con los dibujos CAD, los datos 3D y los dibujos 2D proporcionados. Según la programación CNC, el material CNC se explica paso a paso cómo se debe procesar la pieza. Los ingenieros de CNC no sólo deben programar la estructura requerida, sino también diseñar la rutina de la herramienta para lograr un proceso de mecanizado eficaz.
Las anomalías comunes en el mecanizado CNC incluyen ignorar microcaracterísticas, sobrecorte, subcorte, etc. Algunas anomalías se pueden solucionar mediante un segundo mecanizado, mientras que otras, como por ejemplo, cuando se superponen, puede que no sea así.
Caso
Un tubo mecanizado por CNC tiene múltiples ojales de 0,5 mm de alto en las áreas de junta (ver más abajo). Los pasos de mecanizado originales para la junta tórica son girar la junta tórica en el torno hasta un área discontinua 0,5 mm más grande que el ancho requerido del anillo y luego fresar las orejetas en una máquina CNC de 3 ejes. Sin embargo, debido a la altura de solapamiento del material de 0,5 mm, los ojales ya no se pueden fresar. La pieza de trabajo no se puede utilizar debido a una superposición de 0,5 mm.
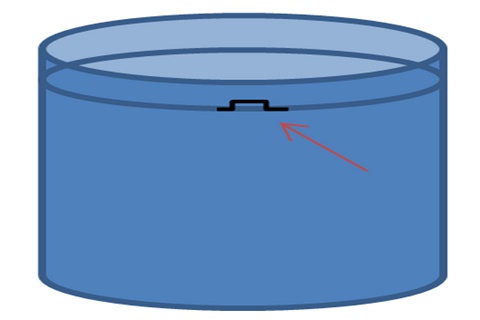
La clave para evitar anomalías es un buen control de los parámetros de mecanizado con un cierto grado de reserva de corte para ajustes.
3. Anomalías posteriores al objetivo

Como esmerilado y pulido, pulido con chorro de arena y cepillado, pintura e impresión, grabado láser, anodizado, galvanoplastia, cromado, acabado químico, recubrimiento en polvo, etc., los procesos de acabado interno en los talleres de prototipos se llevan a cabo principalmente a mano. Por un lado, la artesanía permite realizar procesos de acabado individuales mediante un procesamiento cuidadoso; por otro lado, la artesanía rara vez está sujeta a los rígidos estándares de las máquinas, por lo que existen diferencias en un mismo acabado realizado por diferentes personas o con diferentes herramientas.
Las anomalías comunes después del acabado incluyen diferencias de color debido a la pintura o recubrimiento en polvo, anodizado/cromado desigual, manchas/borrones adheridos, etc.
Caso
Para piezas de aluminio anodizado, debe haber puntos para colgar en la superficie de la pieza a anodizar, pero las depresiones en los puntos para colgar inevitablemente quedan en la superficie. Normalmente los puntos de suspensión están en la superficie interior y no son visibles desde el exterior. Sin embargo, en algunos casos, cuando las piezas mecanizadas requieren una superficie lisa, incluidas ciertas áreas internas para sellado o ensamblaje, las depresiones en los puntos de suspensión en áreas críticas, incluso si son invisibles, pueden ser consideradas un defecto por los clientes si esto no se confirma antes de la anodización. . Lo más importante es que las depresiones son difíciles de reparar debido al debilitamiento del material.
La clave para evitar anomalías es confirmar previamente el área de colgar permitida antes de la producción y no siempre darla por sentado.







