En el proceso de cementación y enfriamiento, los engranajes de paredes delgadas a menudo presentan deformaciones planas y elípticas.
Durante el rechinado, la distribución desigual de la superficie del diente da como resultado una piel negra y pasos de rechinado en la superficie del diente;
La capa de endurecimiento en las superficies de los dientes izquierdo y derecho es desigual y la dureza de la superficie disminuye, y el engranaje se desecha en casos graves.
Para solucionar este problema se diseñaron cargas horizontales y cargas suspendidas.
El proceso de cementación y enfriamiento y los datos de deformación se describen en detalle a continuación.
1. Método y proceso técnico
(1) Parámetros del engranaje
Los parámetros de un producto de engranaje se muestran en la Tabla 1 y el diagrama esquemático se muestra en la Fig.
Tabla 1 parámetros de engranajes
| Minnesota | 4 |
| z | 138 |
| α | 20° |
| b | 23°4′26″ |
| Círculo de apéndice/mm | 608 |
| Ancho de diente / mm | 80 |
| Profundidad de capa/mm | 0,9 ~ 1,2 |
| Dureza (HRC) | 58~62 |
| Precisión/clase de engranaje | 6 |
| textura del material | 20CrMnMo |
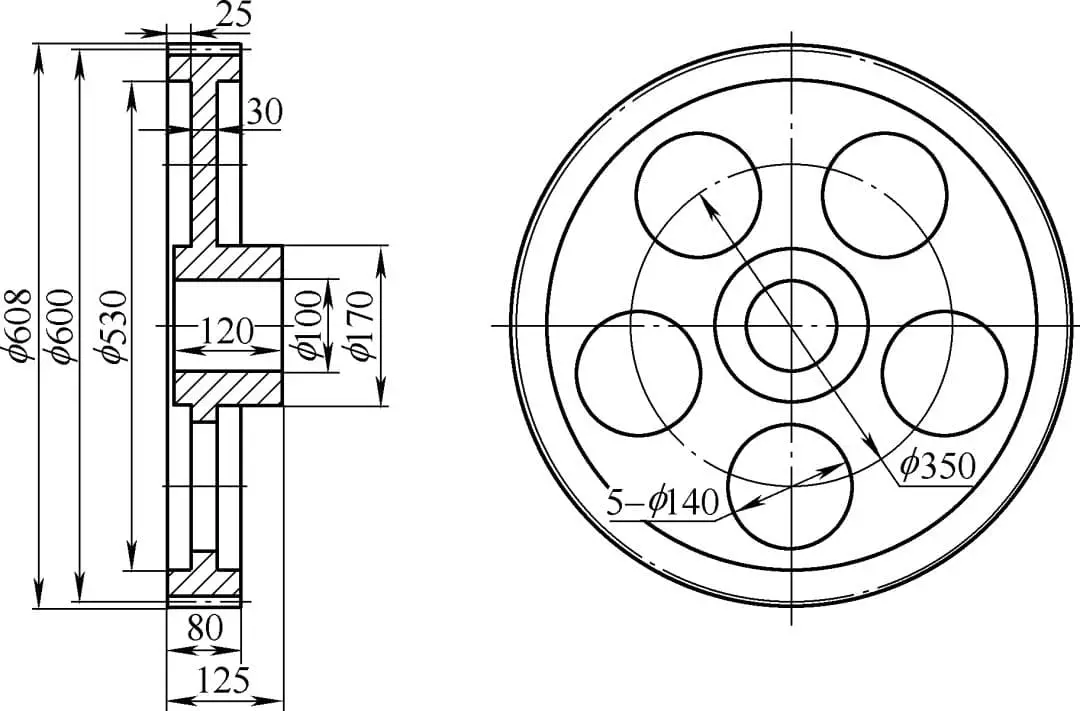
Figura 1 Diagrama de engranajes
(2) Modo de carga de tratamiento térmico
Método de carga I: colocación horizontal, como se muestra en la Fig.
Fig.2 Diagrama esquemático de posicionamiento horizontal.
Modo de carga 2: suspensión vertical, como se muestra en la Fig.
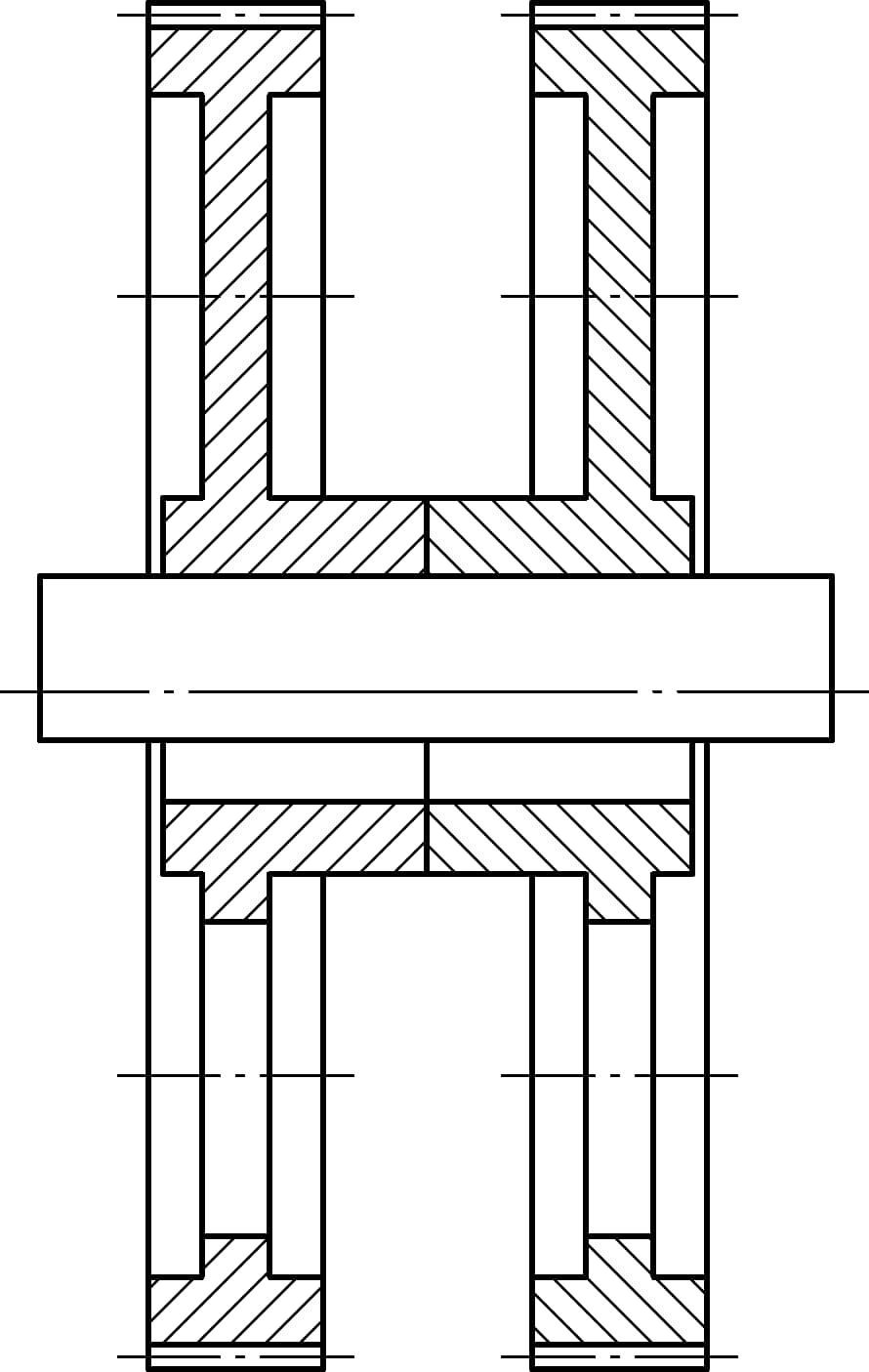
Fig.3 Diagrama esquemático de suspensión vertical.

Fig. 4 Objetos suspendidos verticales de otros calores.
(3) Curva del proceso de tratamiento térmico
Como se muestra en la Figura 5, el equipo utiliza un horno cajón AICHELIN 5/2A.
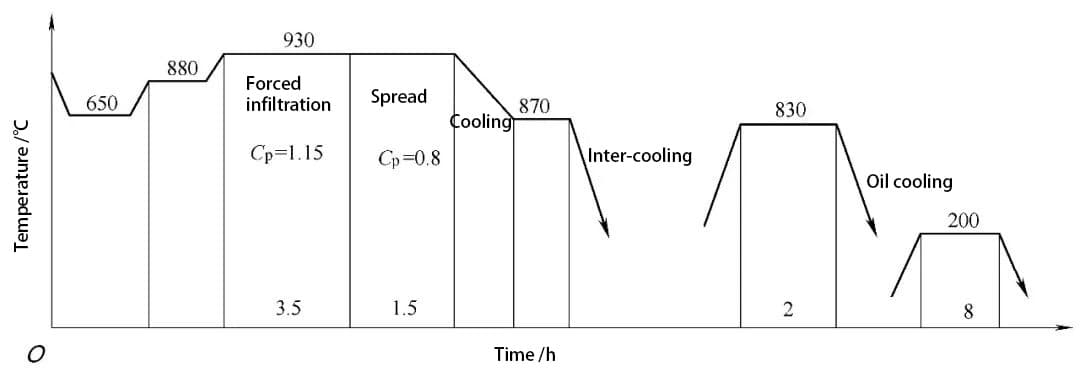
Fig. 5 curva del proceso de tratamiento térmico
3. Resultados y análisis
(1) La metalografía, el gradiente de dureza y la dureza de la superficie están calificados.
La estructura metalográfica se evalúa según JB/T6141.3 y GB/T3480.5, como se muestra en la Tabla 2.
Tabla 2 Estructura metalográfica
| K/grado | Aire(%) | M/nivel | IGO/μm | F/nivel |
| dos | 15~20 | dos | 18 | 3 |
(2) gradiente de dureza
Como se muestra en la Fig. 6, la profundidad de la capa DC = 1,219 mm/HV550.
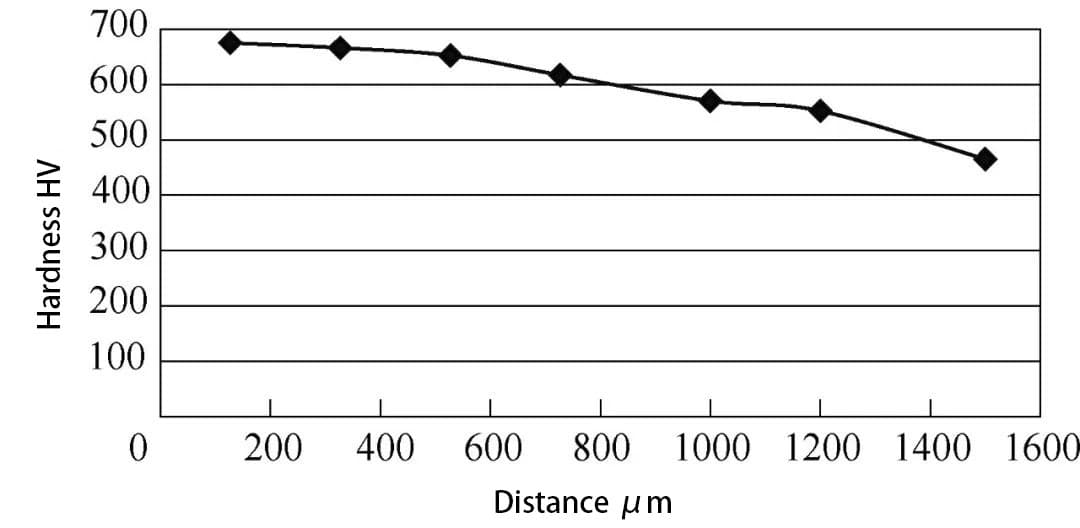
Fig. 6 gradiente de dureza
(3) Datos de deformación y rectificado del engranaje
Los datos de deformación del engranaje se muestran en la Tabla 3.
Tabla 3 Comparación del círculo primitivo y la desviación de la cara final después de la cementación y el enfriamiento entre colocación horizontal y suspendida
| número de pieza | ubicación | 0° | 90° | 180° | 270° | Desastre total | |
| posicionamiento horizontal | Parte 1 | Círculo primitivo / mm | 0,74 | 0,61 | 0,61 | 0,43 | 0,31 |
| Cara final / mm | 0 | 1.15 | 0,47 | 1.3 | 1.3 | ||
| Parte 2 | Círculo primitivo / mm | 0,86 | 0,55 | 0,86 | 0,92 | 0,37 | |
| Cara final / mm | 1 | 1.35 | 1,82 | 1.36 | 0,82 | ||
| Colocación de suspensión | Parte 1 | Círculo primitivo / mm | 0 | 0,01 | 0 | 0,02 | 0,02 |
| Cara final / mm | 0 | 0,03 | 0,03 | 0,07 | 0,07 | ||
| Parte 2 | Círculo primitivo / mm | 0 | -0.01 | -0.01 | 0,05 | 0,06 | |
| Cara final / mm | 0,01 | -0.04 | -0.04 | 0,18 | 0,22 |
Debido a la deformación y deformación de las piezas colocadas horizontalmente, la forma y la dirección de los dientes y la desviación del círculo primitivo son demasiado grandes, lo que da como resultado un valor negativo de la distribución del margen de rectificado.
Después del pulido, algunas superficies de los dientes tienen piel negra y algunas superficies de los dientes tienen pasos de pulido obvios, que finalmente se descartan;
El equipo suspendido tiene una pequeña deformación, un margen de molienda distribuido uniformemente y no tiene piel ni escalones negros después de la molienda.
(4) Análisis de resultados
Cuando el engranaje se coloca horizontalmente, debido a que el borde del engranaje está suspendido, el deslizamiento es causado por el peso propio de la llanta durante el proceso de cementación, el enfriamiento es instantáneo, el área de la sección transversal de contacto con el aceite es grande y el aceite primero entra en la cara del extremo inferior que en la cara del extremo superior;
Debido al desequilibrio de la tensión térmica y el voltaje de cambio de fase en ambos extremos, la cara del extremo superior es convexa y el engranaje se deforma mucho;
Por el contrario, hay fluencia a alta temperatura en el proceso de cementación, pero la llanta del engranaje no puede soportar un gran momento de flexión.
Al mismo tiempo, las dos caras de los extremos son paralelas entre sí durante el enfriamiento, la sección de entrada de aceite es pequeña, el voltaje de cambio de fase y la tensión térmica son equilibrados y simétricos, y la desviación de la cara del extremo y la desviación del círculo de paso del engranaje son más pequeño que la colocación horizontal.
4. Extensión de la aplicación
Según el análisis anterior de las causas de la deformación del engranaje, también se realizaron cargas de suspensión para el engranaje con un diámetro de 1140 mm, y se obtuvieron muy buenos resultados.
Los parámetros del engranaje se muestran en la Tabla 4, la carga se muestra en la Fig. 7 y los datos de deformación se muestran en la Tabla 5.
Tabla 4 parámetros de engranajes
| Minnesota | 8 |
| z | 137 |
| α | 20° |
| b | 12° |
| Círculo de apéndice/mm | 1140 |
| Ancho de diente / mm | 120 |
| Profundidad de capa/mm | 1,6 ~ 2,0 |
| Dureza (HRC) | 58~62 |
| Precisión/clase de engranaje | 6 |
| textura del material | 20CrMnMo |

Fig. 7 imagen de carga del horno
Tabla 5 Datos de excentricidad de la cara final y del círculo primitivo de 4 engranajes
| número de pieza | Ubicación | 0° | 90° | 180° | 270° | Desastre total |
| Parte 1 | Círculo primitivo / mm | 0,53 | 0,51 | 0,55 | 0,5 | 0,05 |
| Cara final / mm | 0,45 | 0.3 | 0,6 | 0,5 | 0.3 | |
| Parte 2 | Círculo primitivo / mm | 1 | 1 | 1.07 | 1 | 0,07 |
| Cara final / mm | – | – | – | – | 0,4 | |
| Parte 1 | Círculo primitivo / mm | 0,9 | 0,92 | 0,97 | 0,92 | 0,07 |
| Cara final / mm | 0,58 | 0,8 | 0,7 | 0,9 | 0,32 | |
| Parte 2 | Círculo primitivo / mm | 0,25 | 0,22 | 0,23 | 0,28 | 0,06 |
| Cara final / mm | 0,7 | 0,6 | 0,35 | 0,4 | 0,35 |
5. Conclusión
(1) Para engranajes de paredes delgadas de Φ600 mm × 80 mm, la desviación del círculo primitivo del engranaje cementado y endurecido se reduce de 0,34 mm a 0,04 mm mediante el horno colgante;
La desviación media de la cara final se reduce de 1,06 mm a 0,15 mm.
(2) Para el engranaje de pared delgada de Φ1140 mm × 120 mm, la desviación del círculo primitivo del engranaje cementado y endurecido se controla dentro de 0,07 mm mediante carga suspendida;
La excentricidad de la cara final debe controlarse por debajo de 0,40 mm.







