
Lea este artículo con las siguientes preguntas:
- ¿Cuál es el factor de formación de soldadura? ¿Como calcular?
- ¿Cuál es la base para seleccionar la potencia de salida del láser durante la soldadura láser?
- ¿Cuáles son los efectos de la disminución de la potencia de salida del láser sobre la penetración de la soldadura y la velocidad de soldadura alcanzable?
1. Principio de soldadura de doble haz.
Clasificación de soldadura láser.
1) Según la densidad de potencia y las características de formación de la soldadura :
- Soldadura por conducción de calor: densidad de potencia (potencia de salida del láser/área del punto focal) <10 5 C/cm 2
- Soldadura de penetración profunda: densidad de potencia > 10 6 C/cm 2
2) Según el modo de salida del láser:
- Soldadura por láser pulsado
- Soldadura láser continua
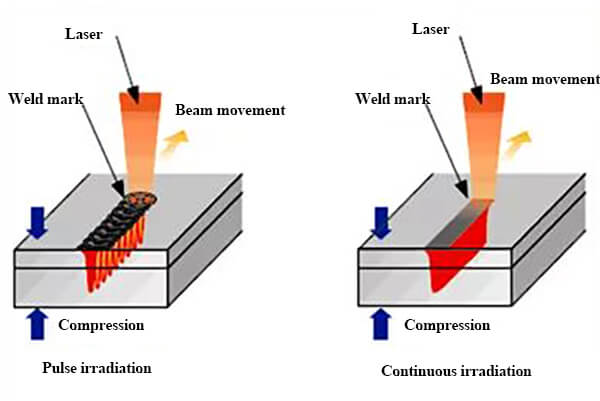
Fig. 1 Diagrama esquemático de soldadura láser pulsada y soldadura láser continua
2. Selección de potencia del láser P
La elección de P (potencia del láser) se basa en el espesor de la placa. P determina la densidad de potencia del punto e influye tanto en la profundidad de penetración como en la velocidad de soldadura.
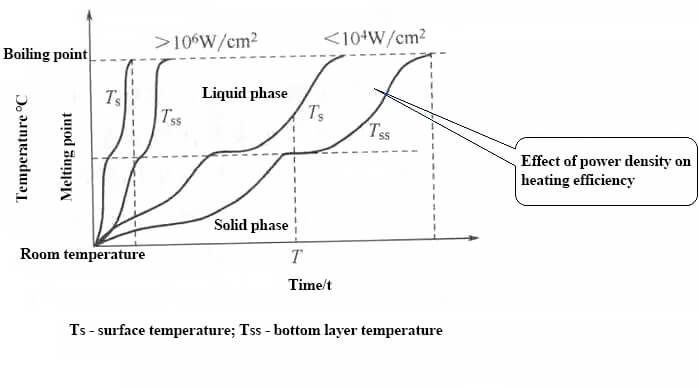
Fig.2 Curva de densidad de potencia y temperatura del metal con el tiempo.
3. Efecto de la potencia del láser sobre la penetración.
Como se ilustra en la figura, cuanto mayor sea la potencia (P/kw), más profunda será la penetración y viceversa.
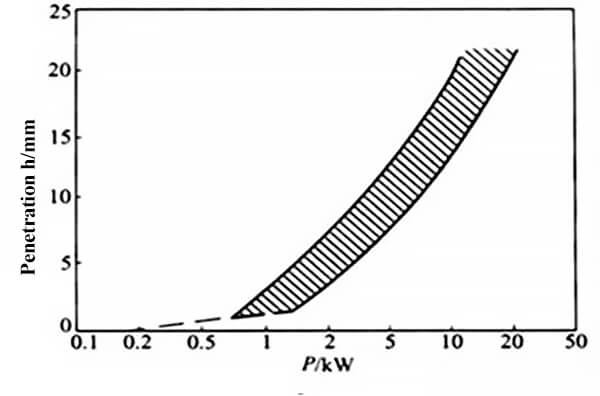
Fig. 3 Relación entre penetración y potencia del láser
4. Influencia de la potencia del láser en la velocidad de soldadura.
Puntos de conocimiento adicionales:
El factor de forma de una soldadura se define en GB/T3375-1994 como la relación entre el ancho de la soldadura (B) y el espesor de la soldadura calculado (H) en la sección transversal de una sola soldadura (φ = B/H), como se muestra en la Figura 4.
Un formato pequeño da como resultado una soldadura estrecha y profunda. Sin embargo, el centro de la soldadura tiende a tener mayores concentraciones de impurezas y baja resistencia al agrietamiento térmico debido a la segregación regional. Por tanto, el formato no debe ser demasiado pequeño.
Por ejemplo, el factor de forma de la soldadura debe ser mayor que 1,3, lo que significa que el ancho de la soldadura debe ser al menos 1,3 veces el espesor de la soldadura calculado.
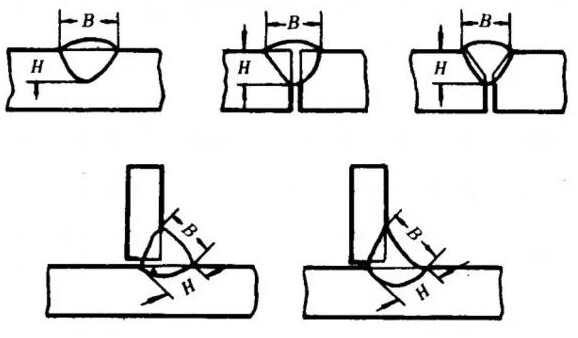
Fig. 4 La potencia y la velocidad del láser determinan la formación de soldadura
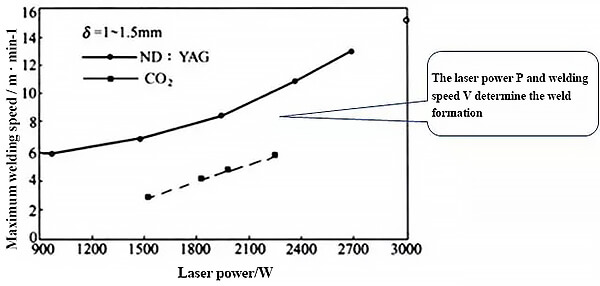
Fig. 5 Relación entre velocidad de soldadura y potencia del láser
5. Relación entre potencia del láser, velocidad de soldadura y penetración
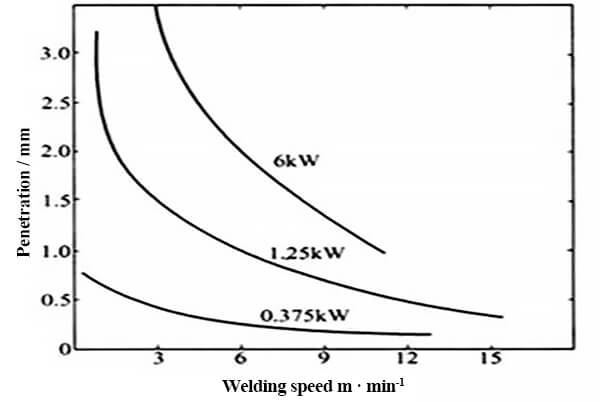
Fig. 6 Cambios de velocidad de penetración y soldadura de acero bajo en carbono bajo diferentes potencias
Resumen:
La potencia de soldadura láser determina la densidad de potencia puntual y controla la profundidad de penetración y la velocidad de soldadura. A medida que aumenta la potencia del láser, aumentan tanto la velocidad de soldadura como la profundidad de penetración.







