
El grado de deformación en las operaciones de bridado o bridado comúnmente se representa mediante el coeficiente de bridado, el cual se calcula mediante la siguiente fórmula:
En la fórmula:
- Coeficiente de brida Ko;
- D 0 – el diámetro del orificio pretaladrado en milímetros (mm);
- d – diámetro medio de la regla después del embridado (mm).
Cuanto mayor sea el valor de K, menor será la deformación; por el contrario, cuanto menor sea el valor de K, mayor será la deformación.
Los principales factores que afectan el coeficiente de brida son los siguientes:
1. Las propiedades del material; cuanto mejor sea la plasticidad, menor puede ser el valor K.
2. El diámetro relativo del orificio pretaladrado, t/D 0 ; cuanto menor sea el valor t/D 0 , mayor será el valor K.
3. El método de procesamiento del agujero; Los orificios perforados, debido a la ausencia de una superficie de desgarro, tienen menos probabilidades de agrietarse durante el reborde. Los agujeros perforados, que tienen algunas superficies rotas, son propensos a agrietarse, por lo que requieren un valor K más alto. Si el material se recoce después del punzonado o si se termina el orificio, se puede lograr una relación de reborde cercana a la de los orificios perforados.
Además, invertir la dirección del punzón en relación con la dirección de la brida, con las rebabas ubicadas en el interior de la brida, puede reducir el agrietamiento, como se muestra en la Figura 5-4.
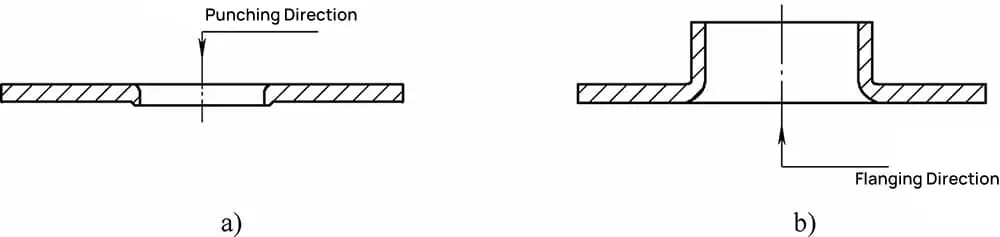
a) Perforación b) Bridado
4. Cuando se utiliza un punzón esférico, parabólico o cónico para perforar, los bordes del orificio se ensanchan de manera suave y gradual, reduciendo el factor K y aumentando el grado de deformación. El coeficiente límite de perforación para acero con bajo contenido de carbono se muestra en la Tabla 5-1, y los coeficientes de perforación para diversos materiales se enumeran en la Tabla 5-2.
5-1 El coeficiente de perforación final para acero con bajo contenido de carbono.
| Perfil de punzón piloto | Métodos de mecanizado de agujeros. | Espesor relativo del material, d 0 / t | ||||||||||
| 100 | 50 | 35 | 20 | 15 | 10 | 8 | sesenta y cinco | 5 | 3 | 1 | ||
| Golpe de pelota | Desbarbado después de taladrar. | 0,70 | 0,60 | 0,52 | 0,45 | 0,40 | 0,36 | 0,33 | 0,31 | 0:30 | 0,25 | 0,20 |
| Taladre agujeros con una matriz de perforación. | 0,75 | 0,65 | 0,57 | 0,52 | 0,48 | 0,45 | 0,44 | 0,43 | 0,42 | 0,42 | – | |
| Punzón cilíndrico | Desbarbado después de taladrar. | 0,80 | 0,70 | 0,60 | 0,50 | 0,45 | 0,42 | 0,40 | 0,37 | 0,35 | 0.3 | 0,25 |
| Haga agujeros con una plantilla de perforación. | 0,85 | 0,75 | 0,65 | 0,60 | 0,55 | 0,52 | 0,50 | 0,50 | 0,48 | 0,47 | – | |
5-2 Tasas de bridado de diversos materiales
| Materia prima recocida | Relación de brida del orificio | ||
| K0 | kmmin | ||
| Chapa de acero galvanizado (hierro blanco) | 0,70 | 0,65 | |
| Acero dulce | t = 0,25 ~ 2,0 mm | 0. 72 | 0, 68 |
| t=3. 0 ~ 6,0 mm | 0,78 | 0,75 | |
| Latón H62, espesor de 0,5 a 6,0 mm | 0, 68 | 0, 62 | |
| Aluminio, espesor de 0,5 a 5,0 mm | 0,7 | 0, 64 | |
| Aleación de aluminio duro | 0. 89 | 0, 80 | |
| aleación de titanio | TA1 (estado frío) | 0,64 ~ 0,68 | 0,55 |
| TA1 (calentado a 300-400°C) | 0,40 ~ 0,50 | – | |
| TA5 (estado frío) | 0,85 ~ 0,90 | 0,75 | |
| TA5 (calentado a 500-600°C) | 0,70 ~ 0,65 | 0,55 | |
| Acero inoxidable, aleaciones de alta temperatura. | 0,69 ~ 0,65 | 0,61 ~ 0,57 | |







