

Existen varios métodos para calcular la fuerza de estampado y cuál utilizar depende del proceso de estampado específico y del tipo de fuerza de estampado que debe calcularse. A continuación se muestran algunos métodos comunes para calcular la fuerza de estampado:
Una fórmula básica para calcular la fuerza de estirado la divide en una suma de varias partes, incluida la fuerza de corte, la fuerza de descarga, la fuerza de empuje, la fuerza de presión en el borde y la fuerza de embutición profunda.
Para calcular la fuerza de estampado para corte y punzonado de bordes, puede utilizar la fórmula
Dónde,
- P – la fuerza de estampado (en kg)
- k – un coeficiente (normalmente aproximadamente 1)
- l – el perímetro del producto después del estampado (en mm)
- Г – resistencia al corte (en kg/mm²)
- t – el espesor de la hoja (en mm)
Otro método para calcular la fuerza cortante es la fórmula P=ltτ donde P es la fuerza cortante (en N), l es el perímetro de estampado de la pieza (en mm), t es el espesor de la pieza (en mm) y τ es la resistencia al corte del material de estampado (en MPa).
Para escenarios de cálculo de fuerza cortante específicos, si la forma de la pieza es pequeña y el punzón usa un filo de corte plano, se puede usar la fórmula F=Ltτ para calcular la fuerza cortante, donde F es la fuerza cortante (en N), L es la perímetro de la parte cortada (en mm) y τ es la resistencia al corte del material de estampado.
Fórmula de cálculo del tonelaje de prensa
Si necesita perforar un orificio redondo, cuadrado o de cualquier otro tipo en un espesor de metal determinado, deberá determinar la fuerza de perforación necesaria para realizar esta tarea.
Para calcular el tonelaje de prensa requerido, puede utilizar la siguiente fórmula de cálculo de la fuerza de punzonado, que también es aplicable al cálculo de la fuerza de estampado.
Tonelaje de prensa (KN) = Perímetro (mm) * Espesor de la placa (mm) * Resistencia al corte (kn / mm 2 )
Convertido a toneladas métricas: dividiendo el resultado de KN por 9,81
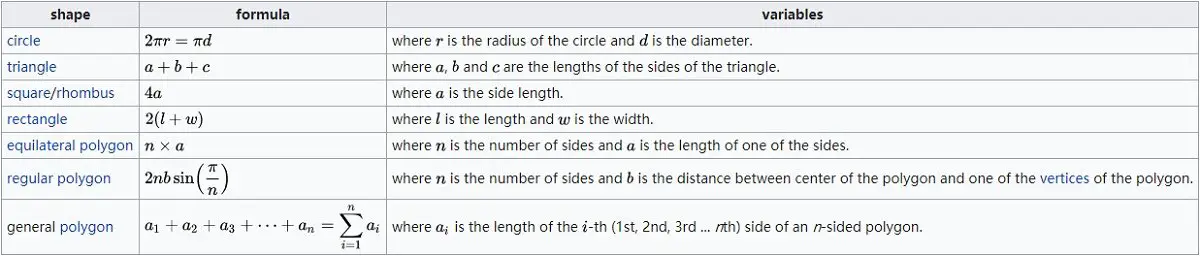
- Perímetro: La longitud total de la línea continua que forma el límite de una figura geométrica cerrada.
- Espesor: El espesor que será penetrado por el troquel de punzonado.
- Fuerza cortante: Las propiedades físicas de la lámina, que están determinadas por el material de la lámina, se pueden encontrar en el manual del material.
La resistencia al corte de materiales comunes es la siguiente: unidad: KN/mm 2
| Aluminio | Latón | Acero bajo en carbono | Acero inoxidable |
| 0,1724 | 0.2413 | 0.3447 | 0.5171 |
Para ver varias tablas de resistencia al corte, puede consultar la siguiente publicación:
- Tabla de propiedades mecánicas del metal: resistencia al corte, resistencia a la tracción, límite elástico
por ejemplo: si perfora un agujero cuadrado en la placa de acero con bajo contenido de carbono con un espesor de 3 mm y una longitud lateral de 20 mm, obtendrá:
- Perímetro = 20×4 = 80mm
- Espesor = 3 mm
- Resistencia al corte = 0,3447 kn/mm 2
Fuerza de punzonado (KN) = 80 x 3 x 0,3447 = 82,728 KN Convertir a tonelaje: 82,728 KN ÷ 9,81 = 8,43 toneladas
Para obtener más información sobre la resistencia al corte, incluido cómo calcularla, consulte el artículo de Wikipedia.
La fórmula mencionada también se puede aplicar como fórmula de fuerza de corte en herramientas de prensa o como fórmula para determinar la fuerza requerida para perforar un agujero.
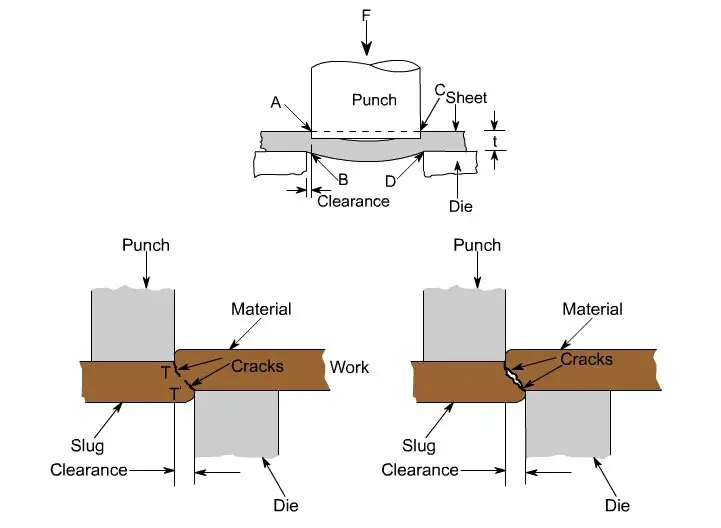
Liberación de punzones y matrices
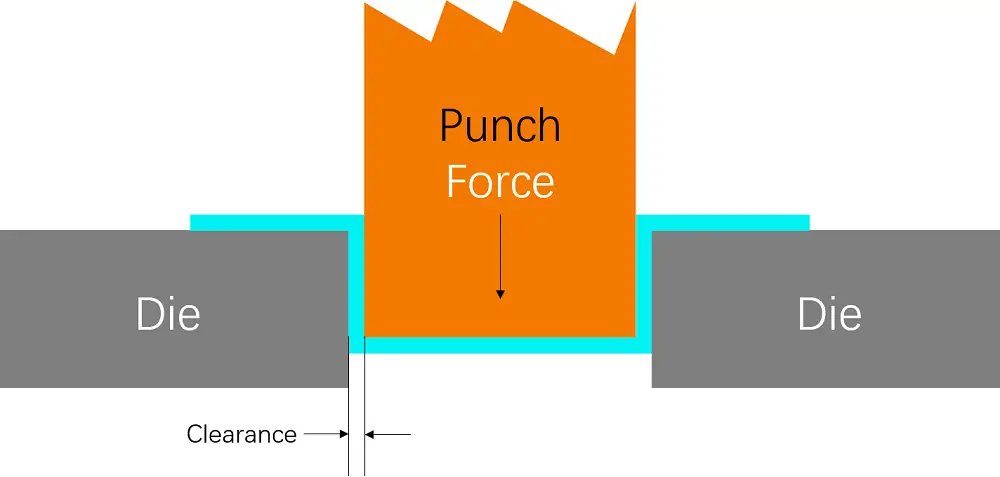
La brecha entre el punzón y la matriz es un factor crítico en el proceso de punzonado y está representada por la diferencia total.
Por ejemplo, supongamos que está utilizando un troquel superior de ø12 y un troquel inferior de ø12,25. En este caso, el espacio ideal debería ser de 0,25 mm.
Si el espacio libre no es adecuado, puede reducir la vida útil del troquel, provocar rebabas y provocar un corte secundario. Una apertura desigual también puede aumentar la fuerza de desmontaje.
Además, la holgura del troquel depende del material y del espesor, y para láminas de acero al carbono se recomienda utilizar un valor entre el 12-18% del espesor.
Si no hay requisitos especiales para el punzón CNC, puede consultar la siguiente tabla para seleccionar la holgura del troquel.
Mesa de despacho de punzonadora
| Espesor | acero dulce | Aluminio | Acero inoxidable |
| 0,8-1,6 | 0,15-0,2 | 0,15-0,2 | 0,15-0,3 |
| 1.6-2.3 | 0,2-0,3 | 0,2-0,3 | 0,3-0,4 |
| 2.3-3.2 | 0,3-0,4 | 0,3-0,4 | 0,4-0,6 |
| 3.2-4.5 | 0,4-0,6 | 0,4-0,5 | 0,6-1,0 |
| 4,5-6,0 | 0,6-0,9 | 0,5-0,7 | / |








1comentario
felicitarlos por tan valiosa informacion, aclarando las dudas en la formula para hallar la fuerza de punzonado.. gracias.desde Colombia