Calcular el tonelaje de frenado
Puede utilizar la siguiente forma de calcular el tonelaje de la prensa plegadora para determinar la fuerza de flexión requerida para doblar chapa metálica. La calculadora proporciona unidades métricas e imperiales. Personalmente, recomiendo utilizar la calculadora de tonelaje de plegadora que aparece a continuación, ya que es probablemente el mejor y más conveniente método para calcular la fuerza de flexión requerida.
El ancho de apertura en V recomendado para el troquel inferior.
| s | 0,5-3 mm | 3-8mm | 9-10mm | >12mm |
| V | 6*S | 8*S | 10*S | 12*S |
Por ejemplo, si la chapa a doblar es de acero dulce, con un espesor de 4 mm y una longitud de doblado de 3,2 m, el ancho teórico de la abertura inferior del troquel debe ser 8 veces el espesor, que es de 32 mm. Introducimos estos números en la calculadora de arriba (recuerda que las unidades están en mm) y obtendremos un valor de 106,12 Ton.
Esto significa que necesitará una fuerza de flexión mínima de 106 toneladas para satisfacer sus necesidades de flexión. Por supuesto, normalmente multiplicamos el resultado final por un factor de seguridad de 1,1, y el valor resultante es el tonelaje de la plegadora que puede elegir.
Nuevo método de cálculo de tonelaje
Si la relación ancho/espesor (V/S) no es igual a 9 y la relación radio/ancho no es igual a 0,16, la calculadora anterior no será válida.
Revise el método actualizado para calcular la fuerza de flexión en una máquina dobladora.
Utilice la siguiente calculadora de resistencia a la flexión.
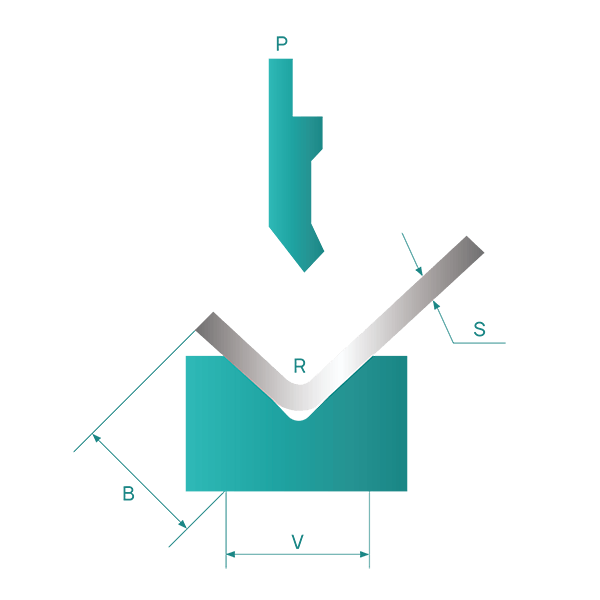
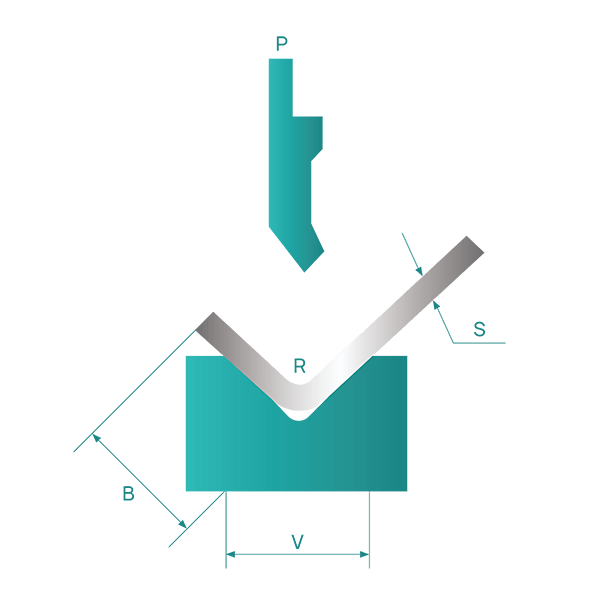
Calcular la fuerza de flexión en forma de V y U
La magnitud de la fuerza de flexión está influenciada por factores como el tamaño de la pieza, las propiedades mecánicas del material, la distancia entre los puntos de apoyo de la matriz, el radio de curvatura relativo, la holgura entre las matrices, el coeficiente de fricción entre las material y la matriz, el ángulo mínimo de flexión y el método de flexión.
En consecuencia, en teoría es difícil calcular con precisión la fuerza de flexión.
En la práctica, para el cálculo se suelen utilizar fórmulas empíricas o fórmulas teóricas simplificadas.
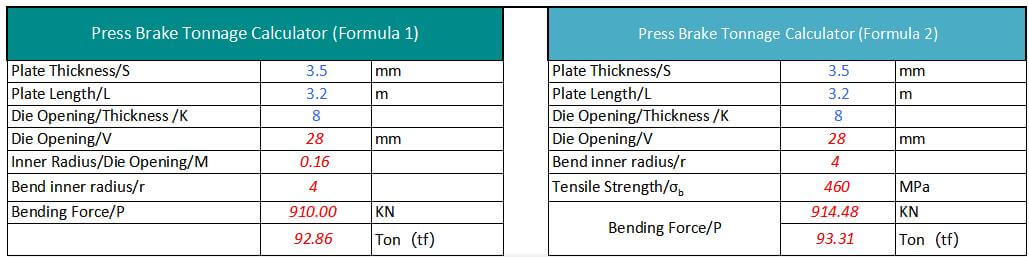
Fórmula de cálculo del tonelaje del freno de presión
Actualmente, existen dos fórmulas principales para calcular el tonelaje de plegadoras que son populares.
La primera fórmula se utiliza habitualmente en China y la segunda en otros países.
Sin embargo, independientemente de la fórmula utilizada, la presión requerida calculada de la plegadora es básicamente la misma. Permítanme presentar estas dos fórmulas por separado a continuación.
Fórmula de cálculo del tonelaje de flexión n.° 1
Dónde,
- P – Presión de flexión, kN
- S – Espesor de la chapa, mm
- L – Longitud de la chapa, mm
- V – Ancho de la abertura inferior de la matriz, mm
Por ejemplo:
Espesor de la placa S=4mm, ancho L=3m, σb=450N/mm²
Generalmente ancho de ranura V=S*8
Por lo tanto P=650* 4² *3/4*8=975 (KN) = 99,5 (ton)
El resultado obtenido utilizando la fórmula de la fuerza de flexión es muy similar a los datos del gráfico de fuerza de flexión.
Tenga en cuenta que el método número uno para calcular el tonelaje de la plegadora se basa en material de acero al carbono.
Si el material es acero inoxidable, aluminio o latón, puede ajustar fácilmente los resultados del cálculo multiplicándolos por los coeficientes que figuran en la siguiente tabla.
| Material | Coeficientes |
| acero dulce | 1 |
| Acero inoxidable | 1.6 |
| Aluminio | 0,65 |
| Latón | 0,5 |
#2 Fórmula de cálculo del tonelaje de flexión
- P – Fuerza de flexión (KN)
- S – Espesor de la placa (mm)
- L – Ancho del tablero (m)
- V – Ancho de la ranura del troquel inferior (mm)
- σ b – Resistencia a la tracción (Mpa)
Por ejemplo:
Espesor de la placa S=4mm, ancho L=3m, σb=450N/mm²
Generalmente ancho de ranura V=S*8
Por lo tanto P=1,42* 450 *4²* 3/4 8 = 958,5 (KN) = 96 (ton)
La clave para doblar láminas de metal con diferentes materiales es determinar la resistencia a la tracción de ese material específico y luego calcular la fuerza de flexión requerida usando la fórmula anterior.
La siguiente tabla de resistencia a la tracción puede ser la referencia:
| Material | Blando (N/mm²) | Duro (N/mm²) |
|---|---|---|
| Dirigir | 25 – 40 | – |
| Estaño | 40 – 50 | – |
| Aluminio | 93 | 1710 |
| Aleación de aluminio tipo 4 | 230 | 480 |
| Duraluminio | 260 | 480 |
| Zinc | 150 | 250 |
| Cobre | 220 – 280 | 300 – 400 |
| Latón (70:30) | 330 | 530 |
| Latón (60:40) | 380 | 490 |
| Bronce fosforado / Bronce | 400 – 500 | 500 – 750 |
| Alpaca | 350 – 450 | 550 – 700 |
| Hierro laminado en frío | 320 – 380 | – |
| 0,1% acero al carbono | 320 | 400 |
| 0,2% acero al carbono | 400 | 500 |
| 0,3% acero al carbono | 450 | 600 |
| 0,4% acero al carbono | 560 | 720 |
| 0,6% acero al carbono | 720 | 900 |
| 0,8% acero al carbono | 900 | 1100 |
| 1,0% acero al carbono | 1000 | 1300 |
| Acero al silicio | 550 | 650 |
| Acero inoxidable | 650 – 700 | – |
| Níquel | 440 – 500 | 570 – 630 |
#3 Nueva fórmula de cálculo de la fuerza de flexión
En el curvado por aire, el ancho de abertura V del troquel inferior normalmente se elige entre 8 y 10 veces el espesor de la lámina, S.
Los fabricantes de plegadoras generalmente enumeran los valores correspondientes del ancho de la matriz, V, y el diámetro interior, r, de la pieza doblada en su tabla de parámetros de fuerza de flexión.
Como regla general,
r=(0,16~0,17)V
Sin embargo, cuando el radio interior no es igual a (0,16-0,17)V, la fórmula de cálculo anterior ya no es aplicable.
En estos casos, se debe recurrir a un nuevo método de cálculo para determinar la fuerza de flexión requerida o el tonelaje de la plegadora.
A continuación se muestra la calculadora:
Tabla de tonelaje de frenos de presión
La siguiente tabla de tonelaje de prensa plegadora puede ayudarle a determinar la fuerza de flexión requerida con facilidad.
Para obtener instrucciones sobre cómo leer una tabla de tonelaje de prensa plegadora, consulte esta publicación.
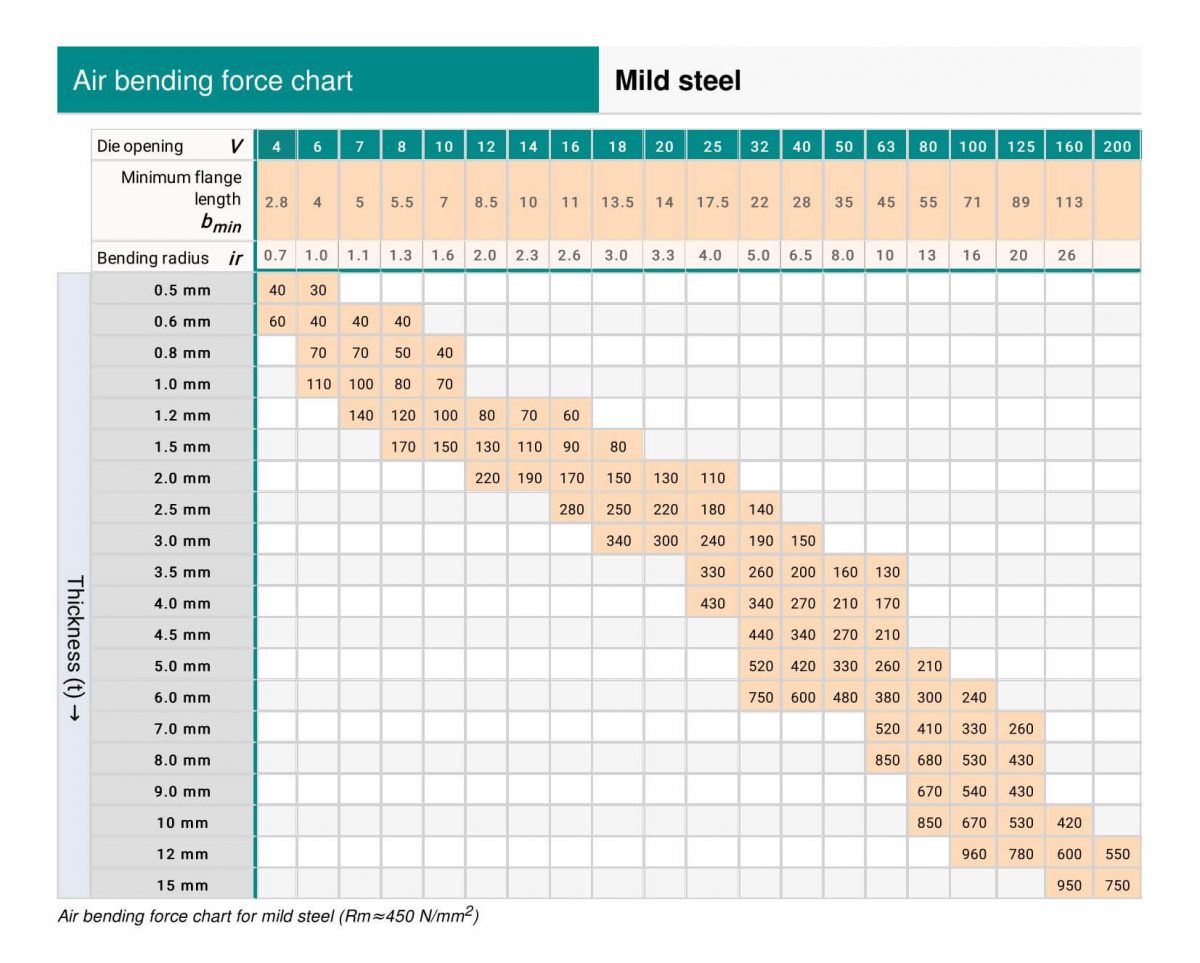
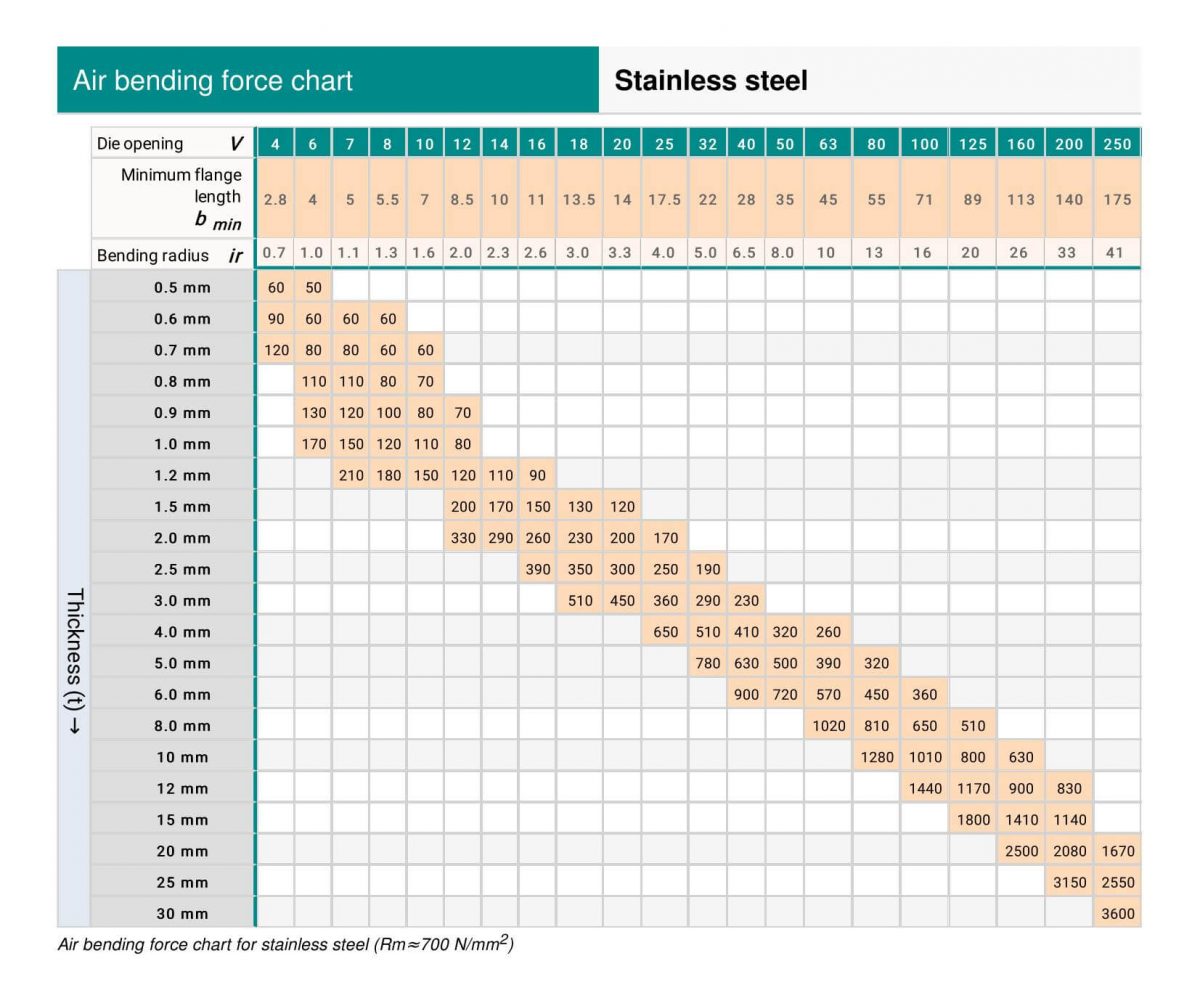
(1) Tabla de tonelaje de prensa plegadora regular
Datos V, R, B
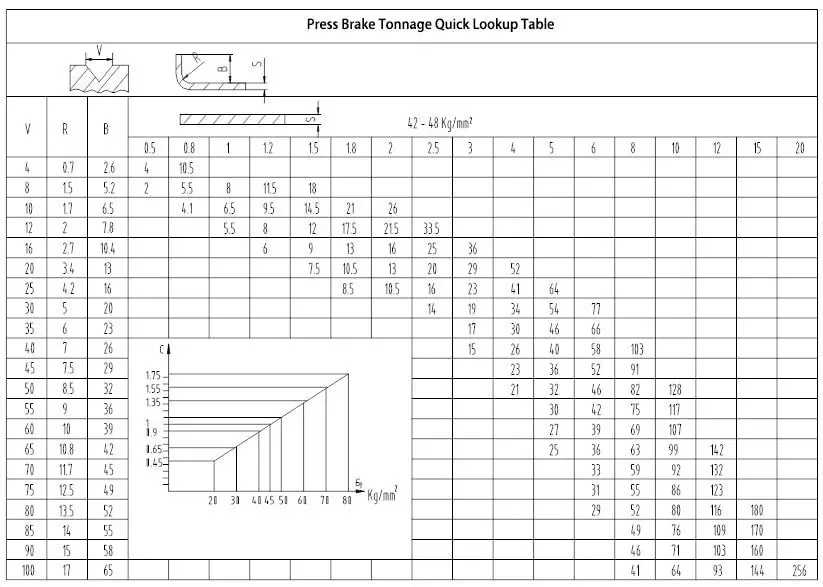
¿Cómo ver las tablas de tonelaje de plegadoras?
El tonelaje indicado en la tabla de tonelaje de la plegadora se basa en una lámina de metal con una resistencia a la tracción de σb=450N/mm² y una longitud de L=1m.
Ahora que tiene la tabla de fuerza de flexión, el siguiente paso es comprender cómo ubicar el tonelaje de la plegadora en la tabla.
Suponiendo que su chapa tiene un grosor de 4 mm, la regla general es que la abertura en V del troquel inferior debe ser 8 veces el grosor de la chapa.
Sin embargo, cuando se trata de láminas más gruesas, se requiere una abertura en V más grande.
Las aberturas en V recomendadas que se enumeran a continuación pueden servir como referencia:
| s | 0,5-3 mm | 3-8mm | 9-10mm | >12mm |
| V | 6*S | 8*S | 10*S | 12*S |
Consideremos una chapa de metal con un espesor de 4 mm.
Normalmente, la apertura en V del troquel inferior debe ser 8 veces el espesor de la lámina. Sin embargo, para tablas más gruesas, la abertura en V debería ser mayor.
Para determinar el tonelaje requerido de la plegadora, debemos consultar la tabla de tonelaje de la plegadora.
Primero, encuentre la línea con un valor de espesor de “4” y luego determine el valor de apertura en V correspondiente de 32 (4 * 8).
La intersección de la línea y la columna donde se encuentran los valores “4” y “32” indica un tonelaje de 330 KN.
Si necesitamos doblar una lámina de 4 mm y 3 metros de largo, el tonelaje requerido sería 330 * 3 = 990 KN, o aproximadamente 101 toneladas. En este caso, recomendamos elegir una plegadora con un tonelaje mínimo de 100 toneladas.
Sin embargo, es mejor optar por un tonelaje mayor, como 120 toneladas, ya que la vida útil de la máquina será mayor si funciona a plena carga durante largos periodos de tiempo.
(2) Tabla de tonelaje de plegadora Amada
(3) Tabla de tonelaje de dobladillos y costuras para acero dulce y acero inoxidable
El dobladillo es un tipo de doblado que requiere una mayor cantidad de tonelaje en comparación con el doblado con aire estándar.
Las siguientes tablas ilustran el tonelaje necesario para las operaciones de dobladillo y costura.
(1) Tabla de tonelaje de dobladillo y cosido para acero dulce
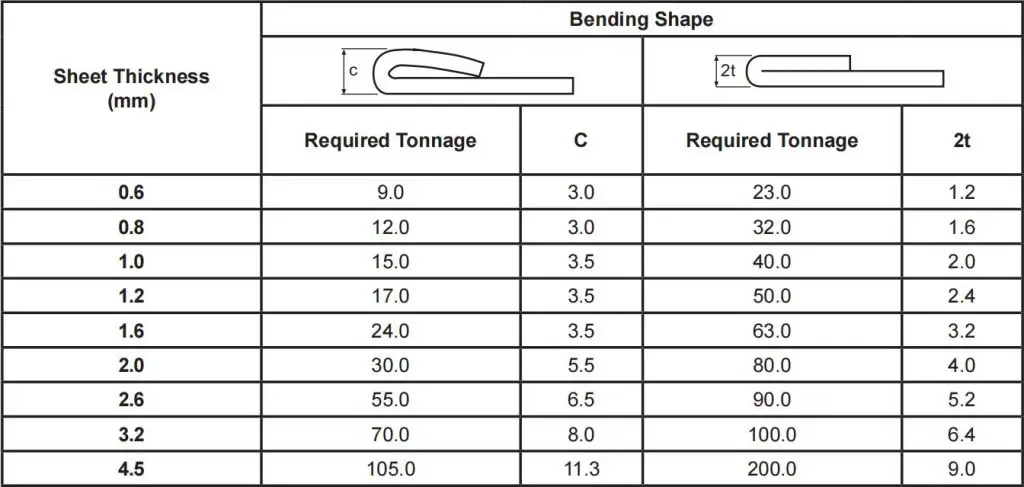
Nota: El tonelaje requerido se da por 1 metro de longitud.
(2) Tabla de tonelaje de dobladillos y costuras para acero inoxidable
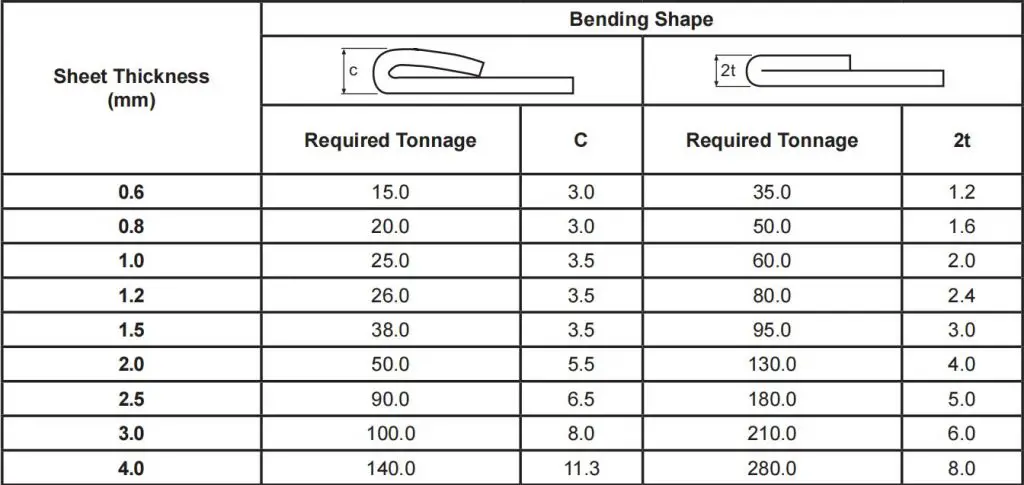
Nota: El tonelaje requerido se da por 1 metro de longitud.
Radio de curvatura de la plegadora
Al doblar chapa se necesita un radio de curvatura en el punto de curvatura que no debe ser demasiado grande ni demasiado pequeño, sino que debe seleccionarse adecuadamente. Si el radio de curvatura es demasiado pequeño, es fácil provocar grietas en el punto de curvatura, mientras que si el radio de curvatura es demasiado grande, la curvatura puede rebotar.
(1) Tabla de radios de curvatura
En la siguiente tabla se muestra el radio de curvatura ideal (radio de curvatura interno) para varios materiales de diferentes espesores.
Valor mínimo del radio de curvatura (mm)
| Ciencia de los Materiales | Estado de recocido | Estado de endurecimiento por trabajo en frío | ||
| Posición correspondiente entre la dirección de la curva de flexión y la dirección de la fibra. | ||||
| vertical | paralelo | vertical | paralelo | |
| 08, 10 | 0,1t | 0,4 toneladas | 0,4 toneladas | 0,8 toneladas |
| 15, 20 | 0,1t | 0,5 toneladas | 0,5 toneladas | 1,0t |
| 25, 30 | 0,2t | 0,6t | 0,6t | 1,2 toneladas |
| 4550 | 0,5 toneladas | 1,0t | 1,0t | 1,7t |
| 65 minutos | 1,0t | 2.0t | 2.0t | 3.0t |
| Aluminio | 0,1t | 0,35 toneladas | 0,5 toneladas | 1,0t |
| Cobre | 0,1t | 0,35t | 1,0t | 2.0t |
| Latón blando | 0,1t | 0,35 toneladas | 0,35t | 0,8t |
| Latón semiduro | 0,1t | 0,35t | 0,5 toneladas | 1,2 toneladas |
| Bronce fosforado | / | / | 1,0t | 3.0t |
Los datos de la tabla anterior son excelentes y solo como referencia. De hecho, la redondez de la hoja doblada del fabricante suele ser de 0,3, y algunas hojas dobladas tienen una redondez de 0,5.
Para placas comunes de acero con bajo contenido de carbono, placas de aluminio inoxidables, placas de latón, placas de cobre, etc., generalmente es suficiente una redondez interna de 0,2. Sin embargo, para algunos aceros con alto contenido de carbono, aluminio duro y aluminio superduro, este tipo de redondeo por flexión puede provocar fracturas por flexión o grietas en el redondeo exterior.
(2) Fórmula de cálculo del radio de curvatura
Las piezas de chapa dobladas requieren un radio de curvatura r en el punto de curvatura. Normalmente, los diseños para piezas de chapa tienen marcas claras para el radio de curvatura. El tamaño final después de la flexión está determinado por el radio del punzón r 0 y la cantidad de recuperación elástica △r, es decir
r = r 0 + △r.
En la producción real, el radio de punzón r0 utilizado está predominantemente entre 0,3 y 0,5 mm, lo que puede considerarse constante y tiene un impacto menor en el radio de curvatura y, a menudo, puede ignorarse. Esto significa que el radio de curvatura r está estrechamente relacionado con la recuperación elástica △r.
Sin embargo, la magnitud del retorno elástico está relacionada con la presión de flexión, que a su vez está determinada por el ancho de la ranura B del troquel y el espesor de la placa t. Un aumento en el ancho de la ranura del troquel B reduce la presión de flexión y aumenta la recuperación elástica, mientras que una disminución en B aumenta la presión de flexión y reduce la recuperación elástica.
Por tanto, bajo determinadas condiciones de la máquina curvadora, los factores que más influyen en el radio de curvatura son el radio del punzón r, el ancho de ranura de la matriz B y el espesor de la chapa t.
La siguiente fórmula se puede utilizar para calcular el radio de curvatura de la plegadora:
Tamaño mínimo del borde interior
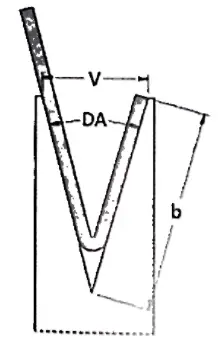
El borde interior mínimo es el lado más corto que se puede doblar sin que la chapa se deslice hacia la V durante el doblado.
De hecho, la chapa debe permanecer a ambos lados de la V mientras alcanza el ángulo requerido, de lo contrario se deslizará hacia la V, con resultados insatisfactorios posteriores.
El borde interno mínimo se puede calcular con la siguiente fórmula:
Si el ángulo requerido es de 90°, borde interior mínimo = V x 0,67
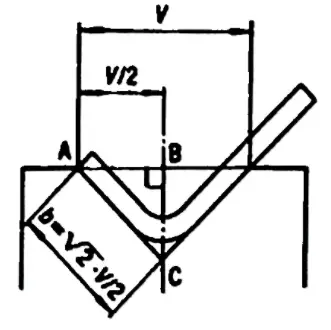
Esta fórmula deriva de un cálculo geométrico, ya que la arista interna mínima es la diagonal de un cuadrado de lado=V/2. Entonces, teniendo en cuenta el radio, el resultado es aproximadamente V x 0,67.
Cuando el ángulo requerido es diferente de 90°, el borde interno mínimo también será diferente, ya que el lado más corto que puede estar en la V depende del ángulo.
De hecho, si un perfil tiene un ángulo agudo, la chapa se empujará más hacia el interior del troquel y por tanto el lado tendrá que ser más largo.
En cambio, si un perfil tiene un ángulo obtuso, será necesario un lado más corto para apoyarse sobre un troquel. Por este motivo, se deben utilizar factores de corrección para calcular el borde interno mínimo adecuado.
| Ángulo | Factores de corrección |
| 30° | B = (V x 0,67) x 1,6 |
| 60° | B = (V x 0,67) x 1,1 |
| 90° | B = (V x 0,67) x 1,0 |
| 120° | B = (V x 0,67) x 0,9 |
| 150° | B = (Vx 0,67) x 0,7 |
(1) Fórmula de cálculo del borde de flexión mínimo
La fórmula de cálculo del borde de flexión mínimo es diferente para diferentes ángulos de flexión, que se puede encontrar en la siguiente tabla.
| 165° | 135° | 120° | 90° | 60° | 45° | 30° |
| 0,51×V | 0,55×V | 0,58×V | 0,71×V | 1×V | 1,31×V | 1,94×V |
(2) Tabla de referencia de altura mínima de flexión
Doblado en L
Tabla de referencia para el radio de curvatura interno R y la altura mínima de curvatura de materiales de chapa de acero delgada laminada en frío:
| Numero de serie | Espesor del material | Ancho de ranura cóncava | Puñetazo R | Altura mínima de flexión |
| 1 | 0,5 | 4 | 0,2 | 3 |
| dos | 0,6 | 4 | 0,2 | 3.2 |
| 3 | 0,8 | 5 | 0,8/0,2 | 3.7 |
| 4 | 1.0 | 6 | 1/0.2 | 4.4 |
| 5 | 1.2 | 8 (o 6) | 1/0.2 | 5,5/4,5 |
| 6 | 1.5 | 10 (u 8) | 1/0.2 | 6,8/5,8 |
| 7 | 2.0 | 12 | 1,5/0,5 | 8.3 |
| 8 | 2.5 | 16(14) | 1,5/0,5 | 10,7/9,7 |
| 9 | 3.0 | 18 | 2/0,5 | 12.1 |
| 10 | 3.5 | 20 | dos | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Plegado en Z
La dimensión mínima de flexión L para doblar Z de láminas de metal con diferentes espesores se muestra en la siguiente tabla:
Altura mínima de la curva z:
| Numero de serie | Espesor del material | Ancho de ranura cóncava | Puñetazo R | Altura de la curva ZL |
| 1 | 0,5 | 4 | 0,2 | 8.5 |
| dos | 0,6 | 4 | 0,2 | 8.8 |
| 3 | 0,8 | 5 | 0,8/0,2 | 9.5 |
| 4 | 1.0 | 6 | 1/0.2 | 10.4 |
| 5 | 1.2 | 8(6) | 1/0.2 | 11,7 (10,7) |
| 6 | 1.5 | 10(8) | 1/0.2 | 13.3(12.3) |
| 7 | 2.0 | 12 | 1,5/0,5 | 14.3 |
| 8 | 2.5 | 16(14) | 1,5/0,5 | 18.2(17.2) |
| 9 | 3.0 | 18 | 2/0,5 | 20.1 |
| 10 | 3.5 | 20 | dos | 22 |
| 11 | 4.0 | 25 | 3 | 25,5 |
6. Recuperación de la flexión
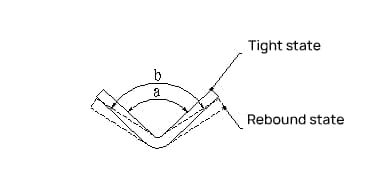
Ángulo de recuperación de flexión:
Δα = b – a
dónde:
b – Ángulo real de la pieza después de la proyección.
a – ángulo de la matriz
Tamaño del ángulo de rebote:
Los ángulos de recuperación para el doblado neumático de ángulo único de 90° se muestran en la siguiente tabla.
| Material | r/t | Espesor t(mm) |
||
| <0,8 | 0,8 ~ 2 | >2 | ||
| Acero bajo en carbono | <1 | 4to | 2do | 0° |
| Latón, σb=350MPa | 1~5 | 5to | 3er | 1er |
| Aluminio, zinc | >5 | 6° | 4to | 2do |
| Acero al carbono medio, σb=400-500MPa | <1 | 5to | 2do | 0° |
| Latón duro, σb=350-400MPa | 1~5 | 6° | 3er | 1er |
| Cobre duro, σb=350-400MPa | >5 | octavo | 5to | 3er |
| Acero con alto contenido de carbono, σb>550Mpa | <1 | 7mo | 4to | 2do |
| 1~5 | 9° | 5to | 3er | |
| >5 | 12° | 7mo | 6° | |
Factores que afectan la recuperación y medidas para reducirla:
- Resistencia del material: el ángulo de rebote es proporcional al límite elástico del material e inversamente proporcional a su módulo de elasticidad E. Para piezas de chapa con requisitos de alta precisión, se debe seleccionar acero con bajo contenido de carbono tanto como sea posible para reducir el rebote y el alto contenido de carbono. acero, acero inoxidable, etc. debería ser evitado.
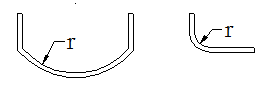
- Radio de curvatura relativo r/t: Cuanto mayor sea el radio de curvatura relativo r/t, menor será la deformación y mayor será el ángulo de rebote Δα. Este es un concepto muy importante. El radio de curvatura de la chapa debe ser el menor posible, teniendo en cuenta las prestaciones del material, lo que contribuye a mejorar la precisión. Se debe tener cuidado de evitar diseñar arcos de gran tamaño, como el ejemplo que se muestra a continuación, que pueden causar dificultades en la producción y el control de calidad.
Al seleccionar el tonelaje para una máquina dobladora, ¿qué factores necesitan consideración especial para garantizar la calidad del procesamiento?
Al elegir el tonelaje de una máquina plegadora, los siguientes factores necesitan una consideración especial para garantizar la calidad del procesamiento:
Espesor y tipo de material: En primer lugar, es fundamental asegurarse de que la plegadora pueda soportar el espesor y el tipo de material utilizado.
Material y espesor de la chapa requerida para el procesamiento: Calcular el tonelaje requerido de la plegadora en función del material y el espesor de la chapa requerida para el procesamiento es extremadamente importante.
Radio de curvatura de la pieza de trabajo: durante el proceso de curvatura, el radio de curvatura de la pieza de trabajo también es un factor a considerar. Esto incluye el uso de flexión libre, donde el radio de curvatura es 0,156 veces el tamaño de la abertura de la ranura en V.
Precisión de plegado: Por último, es necesario considerar la precisión de plegado, es decir, elegir entre una máquina dobladora CNC o una máquina dobladora manual, ya que esto afectará directamente a la precisión de las piezas procesadas.







