
I. Cobre y aleaciones de cobre.
El cobre y sus aleaciones se utilizan ampliamente debido a su excelente conductividad eléctrica, conductividad térmica, resistencia a la corrosión y formabilidad. Estas aleaciones generalmente se pueden dividir en cuatro categorías: cobre rojo, latón, bronce y cobre blanco.

II. Propiedades materiales del cobre y aleaciones de cobre.
1. cobre rojo
El cobre rojo es una forma pura de cobre con un contenido de cobre de al menos el 99,5%.
Se puede dividir en cobre puro y cobre libre de oxígeno según su contenido de oxígeno.
Cu 2 Se pueden formar óxidos de O y CuO en la superficie del cobre rojo.
A temperatura ambiente, la superficie de cobre se cubre con Cu 2 Ó.
A altas temperaturas, las incrustaciones de óxido se componen de dos capas: la capa exterior es CuO y la capa interior es Cu. 2 Ah.
Es importante señalar que el cobre puro no se puede soldar en una atmósfera reductora que contenga hidrógeno.
2. Latón
El latón se refiere a una aleación de cobre y zinc que tiene mayor resistencia, dureza y resistencia a la corrosión en comparación con el cobre rojo, al tiempo que mantiene dureza y alta resistencia a la corrosión.
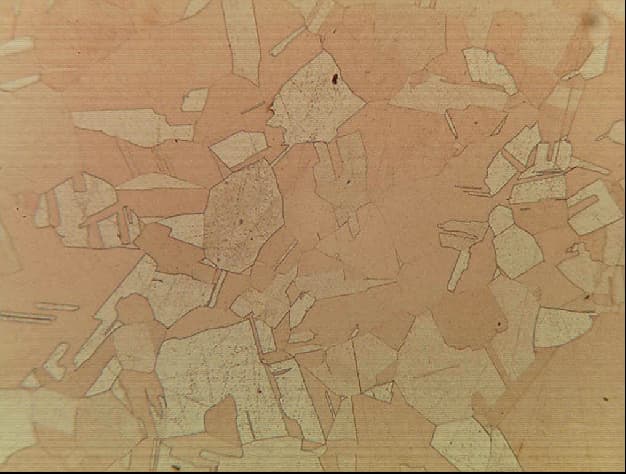
Diagrama metalográfico de latón.
3. Latón especial
(1) Latón estañado:
El latón estañado contiene aproximadamente un 1% de estaño (Sn) y la presencia de estaño no altera la composición de los óxidos de la superficie.
La soldabilidad del latón estañado es comparable a la del latón, lo que facilita la soldadura.
(2) Latón al plomo:
El latón al plomo contiene plomo, que cuando se calienta forma una escoria pegajosa que perjudica el efecto humectante y la fluidez de la soldadura.
Es importante seleccionar el flujo adecuado para garantizar la fluidez adecuada.
(3) Latón al manganeso:
La superficie del latón al manganeso está compuesta de óxido de zinc y óxido de manganeso.
El óxido de manganeso es relativamente estable y difícil de eliminar, por lo que es necesario utilizar un fundente de soldadura fuerte activo para garantizar la humectabilidad del metal de aportación de soldadura fuerte.
4. Bronce
Existen varios tipos de bronce, cada uno con diferentes elementos de aleación, que afectan su soldadura.
Cuando el elemento de aleación agregado es estaño, o una pequeña cantidad de cromo o cadmio, tiene un impacto mínimo en la soldabilidad y generalmente es más fácil de soldar.
Sin embargo, si el elemento añadido es aluminio, particularmente cuando el contenido de aluminio es alto (hasta 10%), el óxido de aluminio de la superficie es difícil de eliminar, provocando un deterioro en la soldabilidad.
En estos casos, es necesario utilizar un fundente especial para soldadura fuerte.

Por ejemplo, cuando se añade silicio para formar bronce de silicio, se vuelve muy sensible a la fragilidad en caliente y al agrietamiento por tensión cuando se expone a soldadura fundida.
Otro ejemplo es cuando el elemento de aleación añadido es el berilio.
Aunque se forma un óxido de BeO relativamente estable, el fundente de soldadura convencional es suficiente para eliminar la película de óxido.


5. Cobre blanco
El cobre blanco es una aleación de cobre y níquel que tiene excelentes propiedades mecánicas integrales.
Contiene níquel.
Al seleccionar el metal de aportación, es importante evitar los que contienen fósforo, como el metal de aportación de cobre-fósforo y el metal de aportación de cobre-fósforo-plata.
El cobre blanco es muy sensible al agrietamiento en caliente y al agrietamiento por tensión cuando se somete a soldadura fundida.

III. Composiciones típicas de cobre y aleaciones de cobre y tratamiento térmico.
| Nombre | Código | Composición química primaria (porcentaje de masa,%) | Temperatura de fusión/℃ | Tratamiento térmico | |||||||
| ω(Cu) | ω(Zn) | ω(Sn) | ω(Pb) | ω(Mn) | ω(Al) | ω(Ni) | Otros | ||||
| Cobre puro | T1 | ≤99,95 | – | – | – | – | – | – | 20.02 | 1083 | Recocido: 450~520℃ |
| T2 | ≤99,90 | – | – | – | – | – | – | 20.06 | 1083 | Recocido: 500 ~ 630 ℃ | |
| Cobre libre de oxígeno | ATU1 | ≤99,97 | – | – | – | – | – | – | 20.003 | 1083 | Recocido al vacío: 500 ℃ |
| TU2 | ≤99,95 | – | – | – | – | – | – | 20.003 | 1083 | ||
| CAMBIO | ≤99,60 | – | – | – | 0,1 ~ 0,3 | – | – | 20.003 | 1083 | ||
| Latón | H96 | 95~97 | Movimiento rápido del ojo. | – | – | – | – | – | – | 1056~1071 | Recocido: 600 ℃ |
| H68 | 67~70 | Movimiento rápido del ojo. | – | – | – | – | – | – | 910~939 | Recocido: 600 ℃ | |
| H62 | 60,5~63,5 | Movimiento rápido del ojo. | – | – | – | – | – | – | 899~906 | Recocido: 600 ℃ | |
| Latón estañado | HSn62-1 | 61~63 | Movimiento rápido del ojo. | 0,7 ~ 1,1 | – | – | – | – | – | 886~907 | Recocido: 600 ℃ |
| Latón al plomo | HPb59-1 | 57~60 | Movimiento rápido del ojo. | – | 0,8 ~ 1,9 | – | – | – | – | 886~901 | Recocido: 600 ℃ |
| Latón Manganeso | HMn58-2 | 57~60 | Movimiento rápido del ojo. | – | – | 1~2 | – | – | – | 866~881 | Recocido: 600 ℃ |
| Bronce al estaño | QSn6.5-0.1 | Movimiento rápido del ojo. | – | 6~7 | – | – | – | – | P: 0,1~0,25 | ~996 | Recocido: 500 ~ 620 ℃ |
| QSn4-3 | Movimiento rápido del ojo. | 2.7~3.3 | 3,5~4,5 | – | – | – | – | – | ~1046 | ||
| Aluminio Bronce | QAl9-2 | Movimiento rápido del ojo. | – | – | – | 1,5~2,5 | 8~10 | – | – | ~1061 | Recocido: 700~750℃;Enfriamiento880℃,Templado400℃ |
| QAl10-4-4 | Movimiento rápido del ojo. | – | – | – | – | 9.5~11 | – | Fe: 3,5~4,5 | – | Recocido: 700~750℃;Enfriamiento920℃,Templado650℃ | |
| Bronce Berilio | QBe2 | Movimiento rápido del ojo. | – | – | – | – | – | 0,2 ~ 0,5 | Serie: 1,9 ~ 2,2 | 865~956 | Enfriamiento: 800 ℃, Envejecimiento: 300 ℃ |
| QBe1.7 | Movimiento rápido del ojo. | – | – | – | – | – | 0,2 ~ 0,4 | Serie: 1,6 ~ 1,8 | – | Enfriamiento: 800°C, Envejecimiento: 300°C | |
| Bronce al Silicio | QSi3-1 | Movimiento rápido del ojo. | – | – | – | 1~1,5 | – | – | Sí: 2,75~3,5 | 971~1026 | Recocido: 600 ~ 680 ℃ |
| Bronce Cromo | QCr0.5 | Movimiento rápido del ojo. | – | – | – | – | – | – | Cr: 0,5~1,0 | 1073~1080 | Extinción: 950 ~ 1000 ℃ |
| Envejecimiento: 400 ~ 460 ℃ | |||||||||||
| Bronce de cadmio | QCd1 | Movimiento rápido del ojo. | – | – | – | – | – | – | Disco compacto: 0,9 ~ 1,2 | 1040~1076 | Recocido: 650 ℃ |
| Zinc Níquel Plata | BZn15-20 | Movimiento rápido del ojo. | 18~20 | – | – | – | – | 13,5~16,5 | – | ~1081 | Recocido: 700 ℃ |
| Manganeso Alpaca | BMn40-1.5 | Movimiento rápido del ojo. | – | – | – | 1~2 | – | 39~40 | – | 1261 | Recocido: 1050~1150℃ |
4. Propiedades de soldadura fuerte del cobre y aleaciones de cobre.
La soldadura fuerte de cobre y aleaciones de cobre depende principalmente de los siguientes factores:
- La estabilidad de los óxidos formados en la superficie.
- La influencia del proceso de calentamiento de soldadura fuerte en las propiedades del material.
- La sensibilidad del material al agrietamiento por tensión.
Las superficies de cobre puro pueden formar dos óxidos, Cu2O y CuO. A temperatura ambiente, una superficie de cobre está cubierta por Cu2O, mientras que a altas temperaturas, la película de óxido se divide en dos capas, con CuO en el exterior y Cu2O en el interior. Los óxidos de cobre son fáciles de eliminar, por lo que el cobre puro suelda bien.
El cobre oxigenado es cobre refinado mediante pirometalurgia y cobre electrolíticamente resistente. Contiene entre un 0,02% y un 0,1% de oxígeno en masa, que existe como óxido de cobre y forma una organización eutéctica con el cobre. Esta organización eutéctica se distribuye en la matriz de cobre en forma globular.
Si se suelda cobre oxigenado en una atmósfera reductora que contiene hidrógeno, el hidrógeno se difunde rápidamente en el metal, reduciendo el óxido para producir vapor. Este vapor forma cavidades dentro de los cristales de cobre y se expande rápidamente, provocando la fragilización por hidrógeno. En casos severos, el material de cobre puede fracturarse.
Si la atmósfera contiene monóxido de carbono y humedad, el monóxido de carbono puede reducir el vapor a hidrógeno, que luego se difunde en el metal, lo que provoca la fragilización del hidrógeno. Por lo tanto, el cobre oxigenado no debe soldarse en atmósferas reductoras de amoníaco, endotérmicas o de descomposición exotérmica.
El calentamiento prolongado del cobre oxigenado por encima de 920°C hará que el óxido de cobre se acumule en los límites de los granos, disminuyendo la resistencia y ductilidad del cobre. Por lo tanto, durante la soldadura fuerte, el material debe evitar la exposición prolongada a temperaturas superiores a 920°C.
El cobre no puede tratarse térmicamente para aumentar su resistencia, por lo que a menudo se utilizan métodos de trabajo en frío para aumentar su resistencia. El cobre endurecido en frío se ablandará cuando se caliente entre 230°C y 815°C. El grado de ablandamiento depende de la temperatura y de la duración a esta temperatura. Cuanto mayor sea la temperatura de calentamiento de la soldadura fuerte, más blando se vuelve el cobre endurecido por trabajo en frío.
El cobre libre de oxígeno tiene un bajo contenido de oxígeno y no hay componentes eutécticos de cobre ni óxido de cobre en el cobre. Su conductividad eléctrica y trabajabilidad en frío (como embutición profunda e hilado) son mejores que las del cobre desoxidado.
El cobre libre de oxígeno se puede soldar en una atmósfera protectora que contenga hidrógeno sin que se vuelva quebradizo por hidrógeno. El cobre libre de oxígeno endurecido mediante trabajo en frío también se ablanda durante el calentamiento.
El latón común se puede dividir en tres categorías: latón bajo (fracción masiva de zinc inferior al 20%), latón alto (fracción de zinc superior al 20%) y latón aleado. Cuando la fracción másica de zinc en el latón es inferior al 15%, el óxido superficial se compone principalmente de Cu2O, que contiene pequeñas partículas de ZnO.
Cuando la fracción másica de zinc es superior al 20%, el óxido comprende principalmente ZnO. El óxido de zinc también es fácil de eliminar, por lo que la soldadura fuerte de latón es muy buena. El latón no es adecuado para soldadura fuerte en atmósfera protectora, especialmente para soldadura fuerte al vacío. Esto se debe a que el zinc tiene una alta presión de vapor (que alcanza los 105 Pa a 907 °C).
Durante la soldadura fuerte en una atmósfera protectora, especialmente la soldadura fuerte al vacío, el zinc del latón se volatiliza, la superficie se vuelve roja y afecta tanto a la soldadura fuerte como a las propiedades inherentes. Si la soldadura debe realizarse en atmósfera protectora o al vacío, se debe galvanizar previamente una capa de cobre o níquel en la superficie de las piezas de latón para evitar la volatilización del zinc. Sin embargo, el recubrimiento puede afectar la resistencia de la unión soldada.
La soldadura fuerte de latón requiere el uso de un fundente.
El latón estañado tiene aproximadamente un 1% de ω (Sn). La presencia de estaño no afecta la composición del óxido superficial. La soldadura fuerte del latón estañado es comparable a la del latón y es fácil de soldar.
El latón al plomo forma un residuo pegajoso cuando se calienta, lo que perjudica la acción humectante y la fluidez del material de soldadura fuerte; por lo tanto, se debe elegir un fundente apropiado para asegurar la acción humectante del material de soldadura fuerte. Cuando el latón al plomo se calienta, tiende a agrietarse por tensión. Su sensibilidad al craqueo en caliente es directamente proporcional al contenido de plomo.
Por lo tanto, la tensión interna del latón al plomo debe minimizarse durante la soldadura, por ejemplo, recociendo antes de soldar para eliminar la tensión causada por el procesamiento de los componentes. La temperatura de calentamiento debe ser lo más uniforme posible para reducir el estrés térmico. El efecto de soldadura fuerte es débil cuando ω (Pb) > 3%. Para latón al plomo con ω (Pb) > 5%, no se recomienda la soldadura fuerte.
La superficie del latón al manganeso está compuesta de óxido de zinc y óxido de manganeso. El óxido de manganeso es relativamente estable y difícil de eliminar, por lo que se debe utilizar un fundente altamente activo para garantizar la humectabilidad del material de soldadura fuerte.
El bronce al estaño QSn6.5-0.1 forma dos óxidos en su superficie: una capa interna de SnO2 y una capa externa de óxido de cobre. Estos óxidos son fáciles de eliminar y la aleación suelda bien, lo que la hace adecuada para diversos métodos de soldadura fuerte, incluida la soldadura fuerte con protección de gas y la soldadura fuerte al vacío.
Se pueden utilizar fundentes convencionales para soldadura fuerte con aire. Para evitar grietas, las piezas de bronce al estaño que contienen fósforo deben aliviarse de tensión a aproximadamente 290-340 °C antes de soldar.
El bronce al aluminio contiene una cantidad importante de aluminio (hasta un 10% en peso), formando en la superficie una capa de óxido compuesta principalmente por óxido de aluminio, que es difícil de eliminar. Por lo tanto, soldar bronce al aluminio es todo un desafío. El óxido de aluminio no se puede reducir en una atmósfera protectora y no se puede eliminar mediante calentamiento al vacío, lo que requiere un fundente especializado.
Si las piezas de bronce de aluminio se sueldan en un estado templado y revenido, la temperatura de soldadura fuerte no debe exceder la temperatura de revenido. Por ejemplo, la temperatura de templado de QAl9-2 es 400°C.
Si la temperatura de soldadura supera los 400°C, el material base se ablandará. Si la soldadura se realiza a altas temperaturas, la temperatura de soldadura debe corresponder a la temperatura de enfriamiento (880 °C), seguida del revenido, para lograr las propiedades mecánicas deseadas del material base. Esto debe tenerse en cuenta al seleccionar un material de soldadura fuerte.
Aunque se forma un óxido de BeO relativamente estable en la superficie del bronce de berilio, el fundente convencional aún satisface el requisito de eliminar la película de óxido. El bronce berilio se utiliza a menudo en situaciones en las que las piezas requieren elasticidad.
Para evitar la disminución de esta propiedad, la temperatura de soldadura fuerte debe estar por debajo de la temperatura de envejecimiento (300 °C) o la temperatura de soldadura fuerte debe corresponder a la temperatura de enfriamiento, seguido de un tratamiento de envejecimiento después de la soldadura fuerte.
El bronce al silicio, principalmente aleación QSi3-1 con aproximadamente un 3% de ω (Si), forma en su superficie un óxido compuesto principalmente de dióxido de silicio. Se debe utilizar el mismo fundente utilizado para soldar bronce de aluminio para soldar bronce de silicio. El bronce al silicio tensionado es extremadamente sensible al agrietamiento térmico y al agrietamiento por tensión bajo la acción del material de soldadura fuerte fundido.
Para evitar grietas, la aleación debe aliviarse de tensiones a una temperatura entre 300 y 350 °C antes de soldar. Se debe elegir un material de soldadura con un punto de fusión más bajo y se debe utilizar un método de soldadura que caliente uniformemente durante la soldadura.
El bronce al cromo y el bronce al cadmio contienen pequeñas cantidades de cromo o cadmio, que no afectan significativamente el proceso de soldadura fuerte. Al soldar bronce al cromo, se debe considerar el régimen de tratamiento térmico del material base.
La soldadura fuerte debe ocurrir por debajo de la temperatura de envejecimiento (460°C) o la temperatura de soldadura fuerte debe corresponder a la temperatura de enfriamiento (950-1000°C).
Alpaca y plata manganeso. Al elegir un material de soldadura fuerte, la alpaca contiene níquel y materiales de soldadura fuerte que contienen fósforo, como el material de cobre-fósforo y el material de cobre-fósforo-plata, porque los materiales de soldadura que contienen fósforo pueden formar fácilmente fosfuro de fósforo en la interfaz. después de soldar, reduciendo la fuerza y dureza de las uniones.
La alpaca es extremadamente sensible tanto al agrietamiento en caliente como al agrietamiento por tensión bajo la acción del material de soldadura fuerte fundido. Por lo tanto, se deben eliminar las tensiones internas de las piezas antes de soldar y se debe elegir un material de soldadura con un punto de fusión más bajo.
Las piezas deben calentarse de manera uniforme y se debe permitir la libre expansión y contracción de las piezas durante el calentamiento y enfriamiento para reducir el estrés térmico durante la soldadura fuerte.
Soldadura fuerte de cobre común y aleaciones de cobre.
| encender | Soldabilidad | |
| Cobre T1 | Excelente | |
| Cobre libre de oxígeno TU1 | Excelente | |
| Latón | H96 | Excelente |
| H68 | Excelente | |
| H62 | Excelente | |
| Bronce estañado | HSn62-1 | Excelente |
| Latón al manganeso | HMn58-2 | Bien |
| Bronce estañado | QSn58-2 | Excelente |
| QSn4-3 | Excelente | |
| Latón al plomo | HPb59-1 | Bien |
| bronce de aluminio | QAl9-2 | Malo |
| QAl10-4-4 | Malo | |
| bronce berilio | QBe2 | Bien |
| QBe1.7 | Bien | |
| bronce al silicio | QSi3-1 | Bien |
| bronce cromado | QCr0.5 | Bien |
| bronce cadmio | QCD11 | Excelente |
| Aleación de zinc-cobre-níquel | BZn15-20 | Bien |
| Aleación de níquel, cobre y manganeso | BMn40-1.5 | Difícil |
V. Metal de aportación para soldadura fuerte.
1. Metal de aportación para soldadura fuerte a base de plata
La soldadura a base de plata se usa ampliamente debido a su punto de fusión moderado, buena procesabilidad, cualidades fuertes y tenaces, conductividad, conductividad térmica y resistencia a la corrosión.
Los principales elementos de aleación en las soldaduras a base de plata son el cobre, el zinc, el cadmio y el estaño. El cobre es el elemento de aleación más importante, ya que reduce la temperatura de fusión de la plata sin formar una fase quebradiza.
La adición de zinc reduce aún más la temperatura de fusión.
Aunque la adición de estaño puede reducir significativamente la temperatura de fusión de las aleaciones de plata, cobre y estaño, esta baja temperatura de fusión da como resultado una fragilidad extrema y una falta de uso práctico.
Para evitar la fragilidad, el contenido de estaño en la soldadura de plata, cobre y estaño normalmente no supera el 10%.
Para reducir aún más la temperatura de fusión de la soldadura a base de plata, se puede agregar cadmio a la aleación de plata, cobre y zinc.
Composición química y principales propiedades del metal de aportación para soldadura fuerte a base de plata.
| Metal de aportación para soldadura fuerte | Composición química (% en peso) | Temperatura de fusión/℃ | Resistencia a la tracción/MPa | Resistividad eléctrica/μΩ·m | Temperatura de soldadura fuerte/℃ | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ag | Culo | zinc | CD | sn | otro | |||||
| BAg72Cu. | 72±1 | Movimiento rápido del ojo. | – | – | – | – | 779~779 | 375 | 0.022 | 780~900 |
| BAg50Cu. | 50±1,1 | Movimiento rápido del ojo. | – | – | – | – | 779~850 | – | – | – |
| BAg70Cu. | 70±1 | 26±1 | Movimiento rápido del ojo. | – | – | – | 730~755 | 353 | 0,042 | – |
| BAg65Cu. | 65±1 | 20±1,1 | Movimiento rápido del ojo. | – | – | – | 685~720 | 384 | 0.086 | – |
| BAg60Cu | 60 ±1 | Movimiento rápido del ojo. | – | 10±0,5 | – | – | 602~718 | – | 720~840 | |
| BAg50Cu | 50±1,1 | 34±1,1 | Movimiento rápido del ojo. | – | 10±0,5 | – | 677~775 | 343 | 0,076 | 775~870 |
| BAg45Cu | 45±1 | 30+1 | Movimiento rápido del ojo. | – | – | – | 677~743 | 386 | 0,097 | 745~845 |
| BAg25CuZn. | 25±1. | 40±1 | Movimiento rápido del ojo. | – | – | – | 745~775 | 353 | 0,069 | 800~890 |
| BAg10CuZn | 10±1 | 53±1,1 | Movimiento rápido del ojo. | – | – | – | 815~850 | 451 | 0.065 | 850~950 |
| Bolsa50CuZnCd | 50±1 | 15,5±1 | 16,5±2 | – | – | – | 627~635 | 419 | 0,072 | 635~760 |
| BAg45CuZnCd | 45±1. | 15±1 | 16±2. | – | – | – | 607~618 | – | – | 620~760 |
| Bolsa40CuZnCdNi | 40±1 | 16±0,5 | 17,8±0,5 | – | – | Ni0,2±0,1 | 595~605 | 392 | 0,069 | 605~705 |
| BAg34CuZnCd | 35±1 | 26±1 | 21±2 | – | – | 607~702 | 411 | 0,069 | 700~845 | |
| Bolsa50CuZnCdNi | 50±1,1 | 15,5±1 | 15,5±2 | – | – | Ni3±0,5 | 632~688 | 431 | 0.105 | 690~815 |
| BAg56CuZnSn | 56±1 | 22±1 | 17±2 | 50,5 | 50,5 | – | 618~652 | – | – | 650~760 |
| BAg34CuZnSn | 34±1 | 36±1,1 | 27+2 | 30,5 | 30,5 | – | 630~730 | – | – | 730~820 |
| BAg50CuZnSnNi | 50±1 | 21,5±1 | 27±1,1 | 10.3 | 10.3 | Ni0,30~0,65。 | 650~670 | – | – | 670~770 |
| BAg40CuZnSnNi | 40±1 | 25±1 | 30,5±1 | 30.3 | 30.3 | Ni1,30~1,65 | 630~640. | – | – | 640~740 |
2. Soldadura de cobre y fósforo.
El metal de aportación para soldadura fuerte de cobre y fósforo se utiliza ampliamente en la soldadura fuerte de cobre y aleaciones de cobre debido a su rendimiento tecnológico y economía favorables.
El fósforo realiza dos funciones en el cobre:
En primer lugar, reduce significativamente el punto de fusión del cobre.
En segundo lugar, actúa como fundente de autosoldadura durante la soldadura fuerte con aire.
Para reducir aún más la temperatura de fusión de la aleación Cu-P y mejorar su tenacidad, también se puede añadir plata.
Es importante tener en cuenta que los metales de aportación cobre-fósforo y cobre-ratán-plata solo se pueden utilizar para soldar cobre y aleaciones de cobre y no se pueden utilizar para soldar acero, aleaciones de níquel o aleaciones de cobre-níquel con un contenido de níquel superior al 10%. .
Este tipo de metal de aportación puede provocar segregación cuando se calienta lentamente, por lo que es mejor adoptar un método de soldadura fuerte con calentamiento rápido.
Composición química y propiedades de la soldadura de cobre y fósforo.
| Metal de relleno | Composición química (fracción de masa) (%) | Temperatura de fusión | Resistencia a la tracción MPa | Resistividad/μΩ·m | ||||
|---|---|---|---|---|---|---|---|---|
| Culo | PAG | Ag | sn | otro | ||||
| Bcu95P. | Movimiento rápido del ojo. | 5±0,3 | – | – | 710~924 | – | – | |
| Bcu93P | Movimiento rápido del ojo. | 6,8 ~ 7,5 | – | – | 710~800 | 470,4 | 0,28 | |
| Bcu92PSb | Movimiento rápido del ojo. | 6,3±0,4 | – | – | Sb1.5~2.0 | 690~800 | 303.8 | 0,47 |
| Bcu91Ag | Movimiento rápido del ojo. | 7±0,2 | 2±0,2 | – | – | 645~810 | – | – |
| Bcu89Ag | Movimiento rápido del ojo. | 5,8 ~ 6,7 | 5±0,2 | – | – | 650~800 | 519,4 | 0,23 |
| Bcu80Pag | Movimiento rápido del ojo. | 4.8~5.3 | 15±0,5 | – | – | 640~815 | 499,8 | 0,12 |
| HLAgCu70-5 | Movimiento rápido del ojo. | 5±0,5 | 25±0,5 | – | – | 650~710 | – | – |
| HLCuP6-3 | Movimiento rápido del ojo. | 5,7±0,3 | – | 3,5±0,5 | – | 640~680 | – | 0,35 |
| Cu86SnP | Movimiento rápido del ojo. | 5,3±0,5 | – | 7,5±0,5 | 0,8±0,4 | 620~660 | – | – |
| Bcu80PSnAg | Movimiento rápido del ojo. | 5,3±0,5 | 5±0,5 | 10±0,5 | – | 560~650 | – | – |
| Cu77NiSnP. | 77,6 | 7.0 | 9.7 | – | Ni5.7 | 591~643 | – | – |
3. Soldadura blanda a base de estaño
Al soldar cobre con soldadura a base de Sn, es común que se forme el compuesto intermetálico Cu6Sn5 en la interfaz entre la soldadura y el metal base. Por lo tanto, es importante considerar cuidadosamente la temperatura de soldadura y el tiempo de permanencia.
Cuando se utiliza un soldador, la capa compuesta suele ser delgada y tiene un impacto mínimo en el rendimiento de la unión.
Las uniones de latón soldadas con metal de aportación de estaño y plomo son más fuertes que las uniones de cobre soldadas con el mismo metal de aportación. Esto ocurre porque la disolución del latón en el metal de aportación líquido es más lenta, lo que da como resultado la formación de menos compuestos intermetálicos frágiles.
| Metal de aportación para soldadura fuerte | Composición química | Temperatura de fusión | Resistencia a la tracción | Extensión | |||
|---|---|---|---|---|---|---|---|
| sn | Ag | sb | Culo | ||||
| HL606 | 96.0 | 4.0 | – | – | 221 | 53.0 | – |
| Sn95Sb | 95.0 | – | 5.0 | – | 233 | 39.2 | 43 |
| Sn92AgCuSb | 92.0 | 5.0 | 1.0 | 2.0 | 250 | 49.0 | 2.3 |
| Sn85AgSb | 84,5 | 8.0 | 7.5 | – | 270 | 80,4 | 8.8 |
| Metal de aportación para soldadura fuerte | Composición química | Temperatura de fusión | ||
|---|---|---|---|---|
| 97.0 | 3.0 | sn | ||
| HLAgPb97 | 97,5 | 1.5 | – | 304-305 |
| HLAgPb97.5-1.0 | 92 | 2.5 | 1.0 | 310-310 |
| HLAgPb92-5.5 | 83,5 | 1.5 | 5.5 | 287-296 |
| HLAgPb83.5-15-1.5 | 97.0 | 3.0 | 15.0 | 265-270 |
4. Soldadura blanda: soldadura a base de cadmio
Composición química y propiedades de la soldadura a base de cadmio.
| Metal de relleno | Composición química (fracción de masa) (%) | Temperatura de fusión/ | Resistencia a la tracción/MPa | ||
|---|---|---|---|---|---|
| CD | Ag | zinc | |||
| HL503 | 95 | 5 | 338~393 | 112,8 | |
| HLAgCd96-1 | 96 | 3 | 1 | 300~325 | 110,8 |
| Cd79ZnAg | 79 | 5 | dieciséis | 270~285 | 200 |
| HL508 | 92 | 5 | 3 | 320~360 | – |
5. Soldadura blanda: soldadura sin plomo
Soldadura sin plomo para soldar tubos de cobre.
| Marca | Composición (fracción de masa) | Línea de fase sólida/℃ | Líquido/℃ |
| Y | 95Sn-4,5Cu-0,5Ag | 226 | 360 |
| HAY | 94,5Sn-3Sb-1,5Zn-0,5Ag-0,5Cu | 215 | 228 |
| media pensión | 91.225Sn-5Sb-3.5Cu-0.275Ag | 238 | 360 |
| ANTES DE CRISTO | 96,25n-3,25Bi-0,2Cu-0,35Ag | 206 | 234 |
| OA | 95,9Sn-3Cu-1Bi-0,1Ag | 215 | 238 |
| SOY | 95,45n-3Cu-1Sb-0,6Ag | 221 | 231 |
Resistencia de uniones de cobre y latón soldadas con pieza de soldadura blanda
| marca de soldadura | Resistencia al corte/MPa | Resistencia a la tracción/MPa | ||
|---|---|---|---|---|
| cobre | latón | cobre | latón | |
| S-Pb80Sn18Sb2 | 20.6 | 36.3 | 88.2 | 95.1 |
| S-Pb68Sn30Sb2 | 26,5 | 2740 | 89.2 | 86.2 |
| S-Pb58Sn40Sb2 | 36.3 | 45.1 | 76,4 | 78,40 |
| S-Sn90Pb10 | 45.1 | 44.1 | 63,7 | 68,6 |
| S-P697Ag3 | – | 29.4 | – | 49.0 |
| S-Cd96Ag3Zn1 | 73,5 | – | 57,8 | – |
| S-Sn95Sb5 | 37.2 | – | – | |
| S-sn85Ag8Sb7 | – | 82.3 | – | – |
| S-Sn92AgSCu2Sb1 | 35.3 | – | – | – |
| S-Sn96Ag4P | 35.339,2~49,0 | – | 5.339,2~49,0 | – |
SIERRA. Fundente para soldadura fuerte
Los fundentes para soldadura fuerte de uso común consisten en una matriz de bórax, ácido bórico o una mezcla de ambos, y se complementan con fluoruros o fluoroboratos de metales alcalinos o alcalinotérreos para lograr una temperatura de activación adecuada y mejorar la capacidad de eliminación de óxido.
Cuando se calienta, el ácido bórico (H3BO3) se descompone para formar anhídrido bórico (B2O3).
La fórmula de la reacción es la siguiente:
2H 3 BO 3 →B 2 Ó 3 +3H 2 Ó
El punto de fusión del anhídrido bórico es 580°C.
Puede reaccionar con óxidos de cobre, zinc, níquel y hierro para formar un borato soluble, que flota en la junta soldada como escoria. Esto no sólo elimina la película de óxido sino que también proporciona protección mecánica.
MeO+B 2 Ó 3 →MeO-B 2 Ó 3
El bórax Na 2 B 4 Ó 7 se funde a 741 ℃:
N/A 2 B 4 Ó 7 →B 2 Ó 3 +2NaBO 2
El anhídrido bórico y los óxidos metálicos reaccionan para formar boratos solubles. El metaborato y los boratos de sodio se combinan para formar compuestos con una temperatura de fusión más baja, lo que facilita su ascenso a la superficie de las uniones soldadas.
MeO+2NaBO 2 +B 2 Ó 3 >(NaBO 2 ) 2 Eu(BO 2 ) 2
La combinación de bórax y ácido bórico es un fundente de uso común. La adición de ácido bórico puede disminuir la tensión superficial del fundente de bórax y aumentar su dispersión. El ácido bórico también aumenta la capacidad de los residuos de fundente para separarse limpiamente de la superficie. Sin embargo, cuando se utiliza fundente de ácido bórico y bórax con metal de aportación de plata, su temperatura de fusión sigue siendo muy alta y su viscosidad sigue siendo muy alta.
Para reducir aún más la temperatura de fusión, se puede añadir fluoruro de potasio. La función principal del fluoruro de potasio es disminuir la viscosidad del fundente y aumentar su capacidad para eliminar óxidos. Para reducir aún más la temperatura de fusión y aumentar su actividad, se puede agregar KBF 4 .
El punto de fusión de KBF 4 es 540 ℃ y la descomposición de la masa fundida es:
KBF 4 →KF+BF 3
| Marca | Composición (fracción de masa) (%) | Temperatura de acción ℃ | Objetivo |
| FB101 | Ácido bórico 30, fluoroborato de potasio 70 | 550~850℃ | fundente de soldadura de plata |
| FB102 | Fluoruro de potasio anhidro 42, fluoroborato de potasio 25, anhídrido bórico 35 | 600~850℃ | El fundente para soldadura de plata más utilizado. |
| FB103 | Fluoroborato de potasio>95, carbonato de potasio<5 | 550~750℃ | Para soldar plata cobre zinc cadmio |
| FB104 | Bórax 50, ácido bórico 35, fluoruro de potasio 15 | 650~850℃ | Soldadura fuerte con metal de aportación a base de plata en un horno |
VII. Flujo de soldadura suave
1. Flujo corrosivo
| Número | Componente | Objetivo |
| 1 | ZnCl 2 1130 g, NH 4 Cl 110 g, H 2 O4L | Soldadura fuerte de cobre y aleaciones de cobre, acero. |
| dos | ZnCl 2 1020 g, NaCI 280 g, NH 4 CI, HCl 30 g, H 2 O4L | Soldadura de cobre y aleaciones de cobre, acero. |
| 3 | ZnCl 2 600 g, NaCl 170 g | Agente de cobertura para soldadura fuerte por inmersión |
| 4 | ZnCl 2 710g, NH 4 Cl100g, Vaselina 1840g, H 2 Ó 180g | Soldadura fuerte de cobre y aleaciones de cobre, acero. |
| 5 | ZnCl 2 1360 g, NH 4 Cl 140 g, HC 185 g, H 2 O4L | Soldadura fuerte de bronce al silicio, bronce al aluminio, acero inoxidable |
| 6 | H3P04960g, H2 0455g | Bronce al manganeso soldado, Acero inoxidable |
| QJ205 | ZnCl250g,NH4Cl15,CdCl230,NaF6 | Soldadura fuerte de cobre y aleaciones de cobre con metales de aportación a base de cadmio |
2. Flujo débilmente corrosivo
| Número | Componente | Objetivo |
| 1 | Clorhidrato de ácido glutámico 540 g, urea 310 g, agua 4 L | Cobre, latón, bronce |
| dos | Monobromuro de hidracina 280 g, agua 2550 g, agente humectante no iónico 1,5 g | Cobre, latón, bronce |
| 3 | Ácido láctico (85%) 260 g, agua 1190 g, agente humectante 3 g | bronce arrugado |
3. Flujo no corrosivo
El componente principal del fundente no corrosivo es la colofonia.
Hay tres corrientes de colofonia de uso común:
- colofonia inactivada;
- Rosina débilmente activada;
- Resina activa.
VIII. preparación de la superficie
- El desengrasante solvente o la solución alcalina es aplicable al cobre y aleaciones de cobre.
- Para eliminar los óxidos se pueden utilizar métodos mecánicos, cepillos de alambre y chorro de arena.
- Latón al silicio;
- Bronce al cromo y aleación de cobre-níquel;
- Bronce al aluminio y bronce al berilio;
- Cobre, latón, bronce al estaño.
IX. Proceso de soldadura fuerte
El cobre y sus aleaciones se pueden soldar utilizando diversos métodos, como soldadura fuerte con hierro, soldadura fuerte por inmersión, soldadura fuerte por llama, soldadura fuerte por inducción, soldadura fuerte por resistencia, soldadura fuerte en horno, soldadura fuerte por reacción de contacto y otros. Sin embargo, durante la soldadura fuerte de alta frecuencia, se requiere una corriente de calentamiento elevada debido a la baja resistencia del cobre.
X. Tecnología de soldadura fuerte para cobre y aleaciones de cobre
1. Cobre
En la soldadura fuerte de cobre, la coordinación del metal de aportación y el fundente es la siguiente:
Al soldar superficies limpias, especialmente con soldadura de estaño-plomo y estaño-plata, se puede utilizar fundente de colofonia. Para otras superficies, se puede utilizar resina activa, fundente corrosivo débil o fundente corrosivo.
Es importante señalar que el cobre puro no debe soldarse en una atmósfera reductora, excepto el cobre libre de oxígeno, para evitar la fragilización por hidrógeno.
2. Latón
El metal de aportación y el fundente utilizados para soldar latón son generalmente similares a los utilizados para soldar cobre. Sin embargo, cabe señalar que debido a la presencia de óxido de zinc en la superficie del latón, no se puede soldar con colofonia inactiva. Además, al soldar con cobre fosforado y plata, se debe utilizar fundente FB102.
3. Latón al manganeso
Para la soldadura fuerte de estaño y plomo, se debe utilizar un chorro de solución de ácido fosfórico. La soldadura fuerte a base de plomo requiere el uso de un fundente para soldadura fuerte con solución de óxido de zinc. El fundente para soldadura fuerte Q205 se utiliza para soldadura fuerte a base de cadmio. Las soldaduras BAg45CuCdNi y BAg45CuCd deben soldarse con fundente FB102 o FB103. Otras soldaduras a base de plata, así como las soldaduras de cobre-fósforo y cobre-fósforo-plata, deben soldarse con fundente FB102. Se recomienda soldar con fundente FB104 en una atmósfera protectora dentro de un horno.
4. Bronce berilio
Al soldar bronce de berilio en su estado de envejecimiento por enfriamiento suave, es importante seleccionar un metal de aportación para soldadura fuerte con una temperatura de fusión inferior a 300 °C. La combinación preferida para esta aplicación es 63Sn-37Pb en combinación con un fundente corrosivo débil o un fundente corrosivo.
Además, la soldadura fuerte y el tratamiento con solución deben realizarse simultáneamente durante el proceso de soldadura fuerte.
5. Bronce cromado
La soldadura blanda tiene un impacto mínimo en el índice de rendimiento del bronce de berilio, por lo que se pueden utilizar soldaduras blandas y fundentes similares a los utilizados para el bronce de berilio para la soldadura fuerte.
Es importante tener en cuenta que el bronce al cromo no debe soldarse en el estado de envejecimiento en solución, sino en el estado de tratamiento en solución seguido de envejecimiento.
Cuando se utiliza un método de calentamiento rápido para soldadura fuerte, se recomienda utilizar soldadura de plata con una temperatura de fusión más baja, como BAgA0 CuZnCdNi.
6. Bronce al cadmio y bronce al estaño
La soldadura fuerte con estaño-bronce es similar a la soldadura fuerte de cobre y latón, pero con el beneficio adicional de evitar la fragilización por hidrógeno y la volatilización del zinc durante la soldadura fuerte en una atmósfera protectora.
Sin embargo, cabe señalar que el bronce al estaño que contiene fósforo es propenso a agrietarse por tensión.
7. Bronce al silicio
Para soldadura blanda, se recomienda utilizar un fundente corrosivo fuerte que contenga ácido clorhídrico.
Durante la soldadura fuerte, existe una tendencia al agrietamiento por tensión y a la penetración intergranular del metal de aportación. La temperatura de soldadura debe ser inferior a 760°C.
Se pueden utilizar soldaduras de plata con temperaturas de fusión más bajas, como BAg65CuZn, BAg50 CuZnCd, BAg40 CuZnCdNi y BAg56 CuZnSn. Cuanto menor sea la temperatura de fusión, mejor.
Para obtener mejores resultados, se recomienda utilizar FB102 y FB103.
8. Bronce de aluminio
Al realizar soldadura blanda, es importante utilizar un fundente corrosivo fuerte que contenga ácido clorhídrico para eliminar la película de óxido de la superficie. La soldadura comúnmente utilizada para este proceso es la soldadura de estaño y plomo.
Para la soldadura fuerte, normalmente se utiliza metal de aportación de plata. Para evitar que el aluminio se difunda en la soldadura de plata, el tiempo de calentamiento de la soldadura fuerte debe ser lo más corto posible. Recubrir la superficie del bronce de aluminio con cobre o níquel también puede evitar que el aluminio se difunda en la soldadura.
9. Cobre zinc blanco
El proceso de soldadura del zinc-cobre blanco es similar al del latón. Para la soldadura fuerte se utilizan habitualmente las siguientes soldaduras de plata: BAg56CuZnSn, BAg50CuZnSnNi, BAg40CuZnNi y BAg56CuZnCd, entre otras. Los fundentes recomendados para su uso son FB102 y FB103.
10. Cobre blanco de manganeso
Para soldar zinc-cobre blanco, se puede utilizar una solución fundente de ácido fosfórico o se puede recubrir previamente la superficie con cobre.
Los metales de aporte para soldadura fuerte que se pueden utilizar incluyen BAg60CuZn, BAg45CuZn, BAg40CuZnCdNi y BAg50 CuZnCd, entre otros.
No se recomienda utilizar soldadura de cobre, fósforo y plata, ya que el fósforo y el níquel formarán una fase compuesta quebradiza.
Resistencia de uniones de cobre y latón soldadas con soldadura de plata.
| Metal de relleno | Resistencia al corte/MPa | Resistencia a la tracción/MPa | ||
|---|---|---|---|---|
| cobre | latón | cobre | latón | |
| BAg45CuZn | 177 | 215 | 181 | 325 |
| BAg50CuZn | 171 | 208 | 174. | 334 |
| BAg65CuZn | 171 | 208 | 177 | 334 |
| BAg70CuZn | 166 | 199 | 185 | 321 |
| Bolsa40CuZnCdNi | 167 | 194 | 179 | 339 |
| Bolsa50CuZnCd | 167 | 226 | 210 | 375 |
| BAg35CuZnCd | 164 | 190 | 167 | 328 |
| BAg40CuZnSnNi | 98 | 245 | 176 | 295 |
| BAg50CuZnSn | – | – | 220 | 240 |
Propiedades mecánicas de uniones de cobre soldadas con soldaduras de cobre fósforo y cobre fósforo plata.
| Metal de relleno | Resistencia a la tracción /MPa |
Fuerza de corte /MPa |
Ángulo de flexión (°) |
Resistencia al impacto /J·cm-2 |
| BCu93P | 186 | 132 | 25 | 6 |
| BCu92PSb | 233 | 138 | 90 | 7 |
| BCu80PAg | 255 | 154 | 120 | 23 |
| BCu89PAg | 242 | 140 | 120 | 21 |
XI. Posterior a la soldadura de tratamiento térmico
Para las aleaciones de cobre endurecibles por envejecimiento, como el bronce de berilio, que se han sometido a un tratamiento térmico, el único paso después de la soldadura fuerte es eliminar el fundente residual y limpiar la superficie de la pieza.
La razón principal para eliminar los residuos es evitar la corrosión de la pieza y, en algunos casos, obtener una buena apariencia o preparar la pieza para su posterior procesamiento.
XII. Materiales de soldadura fuerte
La resistencia de las uniones soldadas blandas de cobre y latón utilizando diversos materiales de soldadura blanda comúnmente utilizados se muestra en la Tabla 10.

Tabla 10: Resistencia de las uniones soldadas blandas de cobre y latón
| Clase de material de soldadura fuerte | Fuerza de corte /MPa |
Resistencia a la tracción /MPa |
||
| Cobre | Latón | Cobre | Latón | |
| S-Pb80Sn18Sb2 | 20.6 | 36.3 | 88.2 | 95.1 |
| S-Pb68Sn30Sb2 | 26,5 | 27.4 | 89.2 | 86.2 |
| S-Pb58Sn405b2 | 36.3 | 45.1 | 76,4 | 78,4 |
| S-Pb97Ag3 | 33.3 | 34.3 | 50.0 | 58,8 |
| S-Sn90Pb10 | 45.1 | 44.1 | 63,7 | 68,6 |
| S-Sn95Sb5 | 37.2 | – | – | – |
| S-Sn92Ag5Cu2Sb1 | 35.3 | – | – | – |
| S-Sn85Ag85B7 | 一 | 42.3 | – | – |
| S-Cd96Ag3Znl | 57,8 | – | 73,8 | – |
| S-Cd95Ag5 | 44.1 | 46.0 | 87,2 | 88.2 |
| S-Cd92Ag5Zn3 | 48.0 | 54,9 | 90.1 | 96.0 |
Al soldar cobre con soldadura de estaño y plomo, se pueden utilizar fundentes no corrosivos como una solución de colofonia con alcohol o una mezcla de colofonia activada y una solución acuosa de ZnCl2 + NH4Cl. Este último también se puede utilizar para soldar latón, bronce y bronce berilio.
Al soldar latón de aluminio, bronce de aluminio y latón de silicio, se puede utilizar un fundente compuesto de cloruro de zinc en una solución de ácido clorhídrico. Para soldar bronce al manganeso, se puede utilizar una solución de ácido fosfórico como fundente.
Cuando se utiliza soldadura a base de plomo, se puede utilizar una solución acuosa de cloruro de zinc como fundente, y para soldadura a base de cadmio, se puede utilizar el fundente FS205.
Materiales de soldadura fuerte y fundentes para soldadura fuerte
Al soldar cobre, se pueden utilizar soldaduras a base de plata y soldaduras de cobre y fósforo. La soldadura a base de plata tiene un punto de fusión moderado, buena procesabilidad y excelentes propiedades mecánicas, eléctricas y de conductividad térmica. Es el material de soldadura dura más utilizado.
Para aplicaciones que requieren una alta conductividad eléctrica, se debe elegir una soldadura que contenga plata como B-Ag70CuZn. Para la soldadura fuerte al vacío o en un horno con atmósfera protectora, se deben utilizar soldaduras a base de plata sin elementos volátiles, como B-Ag50Cu y B-Ag60CuSn.
Las soldaduras con menor contenido de plata son más baratas pero tienen temperaturas de soldadura más altas y menor tenacidad de las uniones, lo que las hace adecuadas para aplicaciones de soldadura con menores requisitos de cobre y aleaciones de cobre.
Las soldaduras de cobre-fósforo y cobre-fósforo-plata solo se pueden utilizar para soldadura fuerte de cobre y sus aleaciones. La soldadura B-Cu93P tiene una excelente fluidez y es adecuada para soldar piezas en las industrias mecánica, eléctrica, de instrumentación y de fabricación que no están sujetas a cargas de impacto.
El tamaño de espacio óptimo es de 0,003 a 0,005 mm. Las soldaduras de cobre, fósforo y plata (como B-Cu70Pag) tienen mejor tenacidad y conductividad eléctrica que las soldaduras de cobre y fósforo y se utilizan principalmente para uniones eléctricas de alta conductividad. En la Tabla 11 se muestra el rendimiento de diversos materiales de soldadura fuerte comúnmente utilizados para la soldadura fuerte de uniones de cobre y latón.
Tabla 11: Rendimiento de uniones soldadas duras de cobre y latón
| Clase de material de soldadura fuerte | Fuerza de corte /MPa |
Resistencia a la tracción /MPa |
Ángulo de flexión /(°) |
Energía de absorción de impacto /J |
||
| Cobre | Latón | Cobre | Latón | Cobre | Cobre | |
| H62 | 165 | – | 176 | – | 120 | 353 |
| B-Cu60ZnSn-R | 167 | – | 181 | – | 120 | 360 |
| B-Cu54Zn | 162 | – | 172 | – | 90 | 240 |
| B-Zn52Cu | 154 | – | 167 | – | 60 | 211 |
| B-Zn64Cu | 132 | – | 147 | – | 30 | 172 |
| B-Cu93P | 132 | – | 162 | 176 | – | 58 |
| B-Cu92PSb | 138 | – | 160 | 196 | 25 | – |
| B-Cu93Pag | 159 | 219 | 225 | 292 | – | – |
| B-Cu80Pag | 162 | 220 | 225 | 343 | 120 | 205 |
| B-Cu90P6Sn4 | 152 | 205 | 202 | 255 | 120 | 182 |
| B-Ag70CuZn | 167 | 199 | 185 | 321 | 90 | – |
| B-Ag65CuZn | 172 | 211 | 177 | 334 | – | – |
| B-Ag55CuZn | 172 | 208 | 174 | 328 | – | – |
| B-Ag45CuZn | 177 | 216 | 181 | 325 | – | – |
| B-Ag25CuZn | 167 | 184 | 174 | 316 | – | – |
| B-Ag10CuZn | 158 | 161 | 167 | 314 | – | – |
| B-Ag72Cu | 165 | – | 177 | – | – | – |
| B-Ag50CuZnCd | 177 | 226 | 210 | 375 | – | – |
| B-Ag40CuZnCd | 168 | 194 | 179 | 339 | – | – |







