
PROCESO DE MOLDEO POR INYECCIÓN
El moldeo por inyección es el proceso de fabricación de polímeros más utilizado. Evolucionó a partir de la fundición a presión de metales; sin embargo, a diferencia de los metales fundidos, los polímeros fundidos tienen una alta viscosidad y no pueden simplemente verterse en un molde. En lugar de ello, se debe utilizar una gran fuerza para inyectar el polímero en la cavidad hueca del molde. También se debe colocar más material fundido en el molde durante la solidificación para evitar la contracción del molde. El proceso de moldeo por inyección es principalmente una operación secuencial que da como resultado la transformación de gránulos de plástico en una pieza moldeada. Piezas idénticas se producen mediante un proceso cíclico que implica fundir un gránulo o resina en polvo seguido de la inyección del polímero fundido en la cavidad hueca del molde a alta presión.
MÁQUINA DE MOLDEO POR INYECCIÓN
Una máquina de moldeo por inyección produce componentes mediante un proceso de moldeo por inyección. Las máquinas más utilizadas son las máquinas de tornillo en línea accionadas hidráulicamente, aunque las máquinas eléctricas están surgiendo y serán más dominantes en el mercado en un futuro próximo.
Las unidades principales de una máquina de moldeo por inyección típica son la unidad de sujeción, la unidad de plastificación y la unidad de accionamiento; se muestran en la Fig. La unidad de sujeción sostiene el molde. Es capaz de cerrar, fijar y abrir el molde. Sus componentes principales son las placas fijas y móviles, los tirantes y el mecanismo de apertura, cierre y fijación.
La unidad de inyección o unidad de plastificación funde el plástico y lo inyecta en el molde. La unidad de accionamiento suministra energía a la unidad de plastificación y a la unidad de sujeción.
Las máquinas de moldeo por inyección a menudo se clasifican según la fuerza de sujeción máxima que la máquina puede generar. Esta es la fuerza que empuja las dos mitades del molde.
juntos para evitar que el molde se abra debido a la presión interna del plástico fundido en el molde. La fuerza de sujeción de las máquinas de moldeo por inyección típicas.
oscilan entre 200 y 100.000 kN.
Existen varios tipos de máquinas de inyección, y la diferencia radica en la forma en que están dispuestos estos dos dispositivos.
(1) Máquina de moldeo por inyección horizontal : dispositivo de sujeción de molde compuesto horizontal y dispositivo de inyección
(2) Máquina de inyección vertical: dispositivo de sujeción de molde compuesto vertical y dispositivo de inyección
(3) Máquina de moldeo por inyección de dos colores
(4) Máquina de moldeo por inyección rotativa
(5) Máquina de inyección de baja espuma
(6) Máquina de moldeo por inyección de materiales múltiples
(7) Máquina de moldeo por inyección de sándwich
EL CICLO DE INYECCIÓN – Funcionamiento
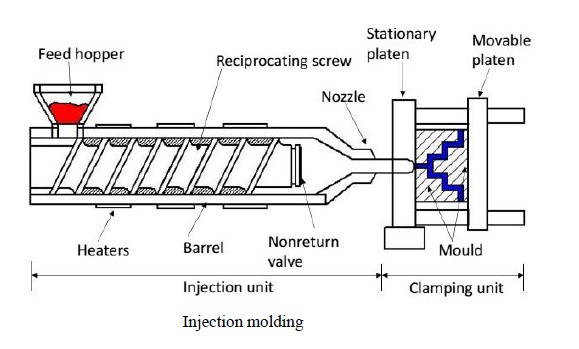 diagrama de moldeo por inyección
diagrama de moldeo por inyecciónHay tres pasos principales en el ciclo de moldeo por inyección;
paso 1, inyección, seguido del paso 2, retención de presión y plastificación y, finalmente, paso 3, expulsión de la pieza moldeada. Cuando se completa el paso 3, el molde se cierra nuevamente y el ciclo comienza nuevamente.
Paso 1- INYECCIÓN DEL AGUJERO DE PLÁSTICO EN EL MOLDE:
En el paso 1, se cierra el molde y se empuja la boquilla del extrusor contra el casquillo del bebedero del molde. El tornillo, sin girar en este punto, se empuja hacia adelante de modo que el plástico fundido delante del tornillo sea forzado a entrar en el molde.
Paso 2- MANTENIMIENTO DE LA PRESIÓN Y PLASTIFICACIÓN:
Cuando el molde está completamente lleno, el tornillo permanece estacionario durante algún tiempo para mantener el plástico en el molde bajo presión, esto se llama tiempo de “mantenimiento”. Durante el tiempo de espera, se inyecta material fundido adicional en el molde para compensar la contracción debida al enfriamiento. Más tarde, la puerta, que es la entrada estrecha al molde, se congela. En este punto el molde queda aislado de la unidad de inyección. Sin embargo, la masa fundida dentro del molde todavía está a alta presión. A medida que la fundición se enfría y solidifica, la presión debe ser lo suficientemente alta como para evitar marcas de hundimiento, pero lo suficientemente baja como para permitir una fácil extracción de las piezas.
Durante la fase de plastificación, el material es empujado desde la tolva de alimentación a través del cilindro y hacia la boquilla mediante un tornillo giratorio. Cuando la puerta se congela, comienza la rotación del tornillo. El período de rotación del tornillo se denomina “recuperación” del tornillo. La rotación del tornillo hace que el plástico sea transportado hacia adelante. A medida que avanza el plástico, el calor del calentador eléctrico se propaga a lo largo del cilindro y la cizalla comienza a derretir el plástico. En el extremo de descarga del tornillo, el plástico estará completamente derretido. La masa fundida que se acumula en el extremo del tornillo lo empuja hacia atrás. De este modo, el tornillo gira y se mueve hacia atrás al mismo tiempo. La velocidad a la que se acumula el plástico fundido delante del tornillo puede controlarse mediante la contrapresión del tornillo, es decir, la presión hidráulica ejercida sobre el tornillo. Esto también controla la presión de fusión delante del tornillo.
Cuando se acumula suficiente masa fundida delante del tornillo, la rotación del tornillo se detiene. Durante la recuperación del tornillo, el plástico en el molde se enfría, pero normalmente el enfriamiento no termina al final de la recuperación del tornillo. Como resultado, el tornillo permanecerá estacionario durante algún tiempo hasta que se complete el enfriamiento. Este período a menudo se denomina tiempo de “inmersión”. Durante este tiempo, el plástico adicional se derretirá en la extrusora debido al calentamiento conductivo. Además, el material fundido
lograr una mayor uniformidad térmica, aunque el tiempo de inmersión generalmente es demasiado corto para
mejorar significativamente la homogeneidad térmica.
EXPULSIÓN Etapa 3:
Cuando el material en el molde se ha enfriado lo suficiente como para mantener su forma, el molde se abre y las piezas se expulsan del molde, como se muestra en la figura.
Cuando se expulsa la pieza moldeada, el molde se cierra y el ciclo comienza nuevamente.
Las diferentes etapas se pueden ilustrar gráficamente como se muestra en la Fig. La barra superior muestra el movimiento del tornillo de extrusión, la segunda barra muestra la acción que ocurre dentro del molde y la tercera barra indica cuando el molde está abierto y cerrado.
 tiempo del ciclo de moldeo por inyección
tiempo del ciclo de moldeo por inyecciónComo se puede ver en la figura, la mayor parte del ciclo de moldeo por inyección es el tiempo de enfriamiento requerido para que el plástico en el molde se reduzca a una temperatura en la que la pieza pueda retirarse sin una distorsión significativa. La principal variable que determina el tiempo de enfriamiento es el espesor de la pieza moldeada.







