
1 . Historia del proyecto
La plegadora de 12 metros fabrica principalmente componentes automotrices como vigas longitudinales, vigas auxiliares, vigas transversales engrosadas con placa de conexión, así como productos nuevos, de prueba y de formas especiales, y conectores súper largos y ultra gruesos.
Hay 8 opciones de espesor, que van desde 3 mm hasta 10 mm.
La máquina tiene 263 especificaciones y 554 variedades, con una producción mensual promedio de 272 variedades.
A medida que la demanda de vehículos pesados sigue aumentando, ha habido un aumento en la producción pequeña y de lotes múltiples. Sin embargo, el ciclo de producción de plegadoras a gran escala no puede satisfacer estas demandas, lo que lleva a un ciclo de suministro prolongado debido a ajustes frecuentes.
dos . Las principales deficiencias
2.1 Baja precisión de ajuste
El bloque de posicionamiento muerto fijo se utiliza en el mecanismo de ajuste y posicionamiento del sistema.
Si el bloque de posicionamiento se daña, distorsiona o desgasta con el tiempo, los cuatro puntos de posicionamiento individuales de la máquina quedarán desalineados.
Para adaptarse a ajustes repetidos y molduras de prueba, es necesario agregar una junta e insertar una placa.
2.2 Poca confiabilidad
La fuerza de impacto generada por los grandes componentes de flexión en el bloque de posicionamiento es sustancial, lo que hace que los tornillos de fijación del bloque de posicionamiento se aflojen, la placa de inserción se desplace y la desviación de posicionamiento supere los 2 mm, lo que da como resultado una desviación en las dimensiones formadas.
Para garantizar dimensiones de flexión precisas, es necesario ajustar y fijar el punto de posicionamiento dos veces.
dos . 3 Ciclo de producción extendido
Los frecuentes ajustes necesarios para la junta y la placa de inserción son engorrosos y prolongan el ciclo de producción por lotes, lo que dificulta cumplir los plazos de entrega.
Para resolver estos problemas, proponemos un plan de transformación del sistema de posicionamiento de una plegadora de gran tamaño.
3. Esquema de modificación
El mecanismo de ajuste de la posición de la placa de inserción se ha cambiado a un diseño de tipo tornillo.
Se perforan tres orificios en la placa del bloque de posicionamiento original y dos de ellos están equipados con tornillos ajustables, lo que hace que la depuración y la instalación sean más convenientes.
3.1 Principio de funcionamiento del sistema
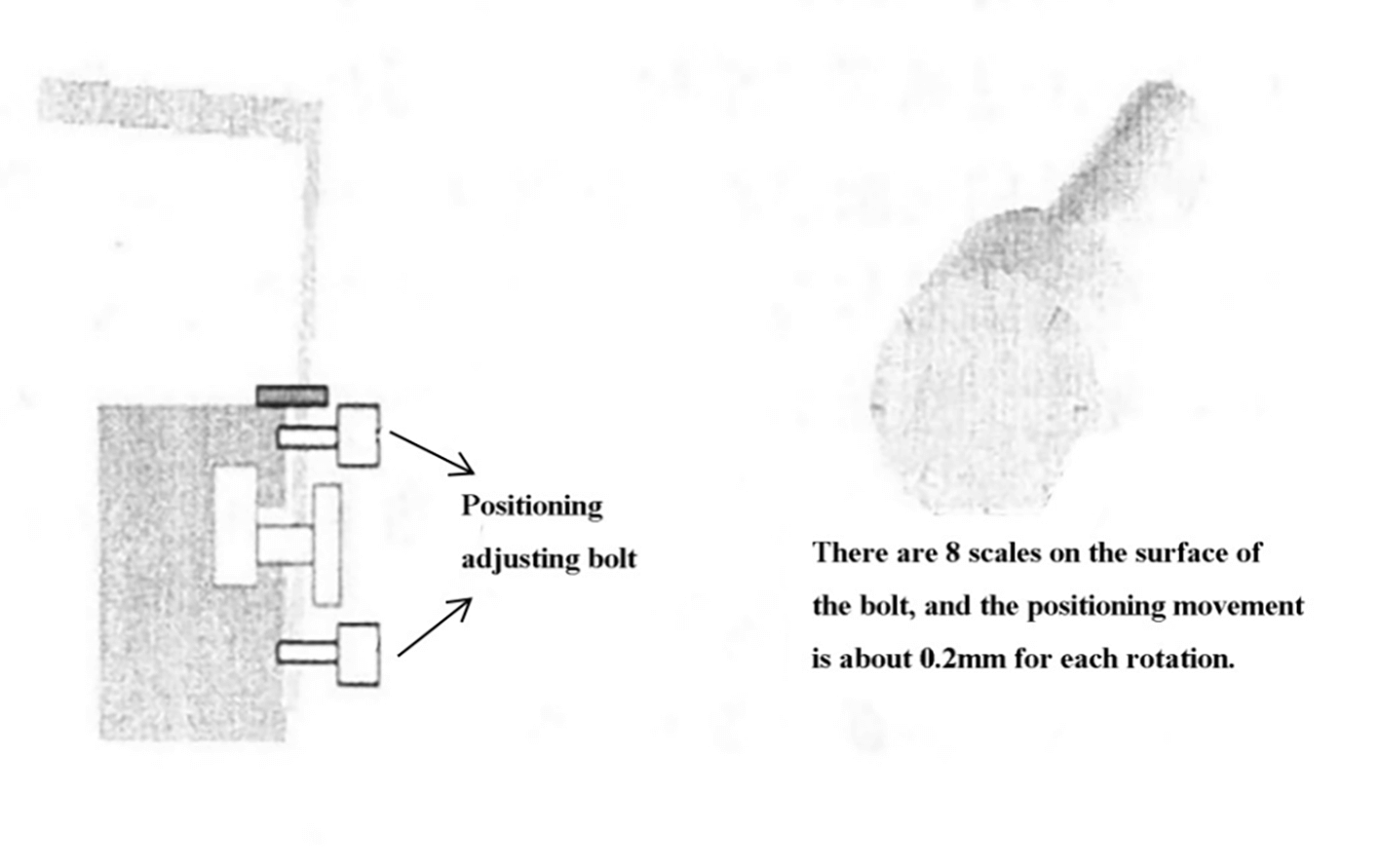
Este dispositivo es un dispositivo de ajuste de avance de precisión, conocido como dispositivo de ajuste de hilo.
Como se muestra en la siguiente ilustración, la precisión del sistema se ajusta ajustando los tornillos superior e inferior.
Instrucciones para ajustar el bloque de posicionamiento: (para operación por una sola persona)
- Utilice una llave hexagonal para aflojar el tornillo de fijación del bloque de posicionamiento.
- Sujete el bloque de posicionamiento con una mano para evitar que gire hacia los lados.
- Utilice una llave para girar los tornillos de ajuste superior o inferior, moviendo el bloque de posicionamiento hacia adelante o hacia atrás.
- Después del posicionamiento, apriete el tornillo del bloque de posicionamiento con la llave hexagonal.
El dispositivo de ajuste roscado ofrece esta gran ventaja en el proceso de ajuste.
Diagrama de bloques del sistema simplificado
3.2 Plan de trabajo y soluciones técnicas
| NO. | Esquema | Proyecto | Asumir | Implementación del plan (agosto) | confirmar | ||
|---|---|---|---|---|---|---|---|
| 1ro al 10mo | 13 a 18 | 20 a 25 | |||||
| 1 |
Diseño, fabricación e instalación: |
Medición en sitio | ___ | 08.02 | DE ACUERDO | ||
| Diseño grafico | ___ | 08.07 | DE ACUERDO | ||||
| Mecanizado | ___ | 08.09 | DE ACUERDO | ||||
| dos | Instalación y depuración | ___ | 08.09 | DE ACUERDO | |||
| Seguimiento de efectos | ___ | 13/08-25/08 | DE ACUERDO | ||||
Durante los tiempos de inactividad, mejoramos la precisión de posicionamiento de la prensa plegadora grande sin afectar la producción.
Para realizar esta tarea en poco tiempo, primero nos familiarizamos con la estructura de posicionamiento del equipo, retiramos cualquier dispositivo que deba ser reemplazado, instalamos el nuevo dispositivo de ajuste del bloque de posicionamiento y luego realizamos la depuración necesaria.
Empleamos una estrategia de preparación técnica temprana que utiliza operaciones multicanal paralelas y multifuncionales. Los trabajos de instalación y depuración se pueden completar en una semana, lo que permite poner en funcionamiento el equipo y acortar el tiempo de transformación, asegurando la producción.
4 . Beneficio económico y efecto después de su uso.
El tiempo de ajuste del bloque de posicionamiento se ha reducido de 64 minutos a 22 minutos por día. Esto da como resultado una reducción diaria promedio de 42 minutos, calculada en 23 días hábiles por mes. Esto equivale a una disminución total de 966 minutos, equivalente a un aumento de 2,01 turnos de trabajo. La reducción del tiempo de adaptación permitirá completar 26 especies adicionales, garantizando que la entrega de piezas no se verá afectada.
5 . Pensamientos finales
La aplicación de nuevas tecnologías, materiales y técnicas para modernizar equipos antiguos tiene perspectivas prometedoras. Nuestra empresa enfrenta los desafíos de la competencia económica global y gran parte de nuestro equipo existente necesita ser actualizado. Este proceso puede ahorrarle a una empresa una cantidad significativa de dinero, mejorar las condiciones de trabajo de los empleados, aumentar la precisión y eficiencia del procesamiento, conservar energía y reducir las tasas de fallas de los equipos.







