
Requisitos técnicos para la fijación en el proceso de instalación de equipos y bridas de tuberías.

(1) Inspección de sujetadores de bridas
● Junta: Al realizar la instalación, asegúrese de que la junta sea nueva y esté limpia, y verifique que no tenga defectos o daños.
Las juntas viejas no se pueden reutilizar. Antes de la instalación, confirme que el tamaño y la clase de la junta utilizada sean consistentes con la identificación de la brida.
● Tabla: Compruebe que la superficie de la brida no tenga daños antes de la instalación, como rayones, inscripciones, barro, corrosión y rebabas.
Cuando la profundidad de las abolladuras o rayones que pasan a través de la línea de marca de agua de la superficie de sellado radial de la brida excede los 0,2 mm y la superficie de cobertura excede la mitad del ancho de la superficie de sellado de la junta, se deberá reemplazar la brida o será necesario reemplazar la superficie de sellado. remecanizado y reparado.
La posición de la superficie de soporte de la tuerca trasera con brida debe ser paralela y lisa. Verifique si la brida está centrada y el método de inspección debe seguir los requisitos de instalación de tuberías en SH3501-2011.
● Pernos y tuercas: Verifique si los pernos y tuercas se utilizan correctamente de acuerdo con los requisitos del equipo y el diseño de la tubería.
Las roscas y superficies de contacto no deben contener sustancias externas como suciedad, óxido, piel gruesa, inscripciones, rebabas, escombros y otros que afecten el torque durante el apriete.
No se permiten métodos de soldadura o mecanizado para reparar tornillos. Después de instalar y apretar la brida, al menos dos roscas deben quedar expuestas fuera de la tuerca.
Los pernos y tuercas deben lubricarse antes de su uso para reducir el coeficiente de fricción al apretarlos y mejorar las propiedades antideslizantes y anticorrosión de los pernos y tuercas.
Las roscas de los pernos, las roscas de las tuercas y las superficies de contacto deben desengrasarse y secarse antes de usar aceite lubricante.
Las roscas de pernos, roscas de tuercas, superficies de apoyo de tuercas, arandelas y superficies de apoyo de tuercas en bridas deben utilizar el mismo aceite lubricante de forma adecuada. Se deben utilizar agentes antiagarrotamiento para altas temperaturas según sea necesario.
(2) Método de fijación con tornillos
● Llave sin torsión o llave de impacto: Adecuada para equipos generales y ajuste de bridas de tuberías. Seleccione según el tamaño del perno y el nivel de presión de la brida.

Los requisitos de los accesorios son los siguientes:
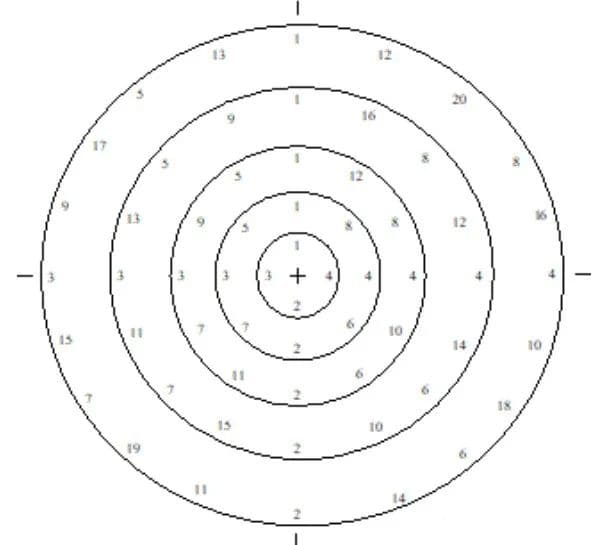
- La unidad de mantenimiento formula un plan de sujeción y aprieta la brida simétricamente, numerando la secuencia de apriete y haciendo referencia a las Figuras 1 y 2.
- Para colocar en las posiciones 1, 2, 3 y 4, use 4 tornillos como juntas para garantizar que el centro de la junta enrollada esté dentro del borde del saliente.
- Apriete los tornillos de posicionamiento a mano, luego inserte otros tornillos y equilibre la carga a mano. Asegúrese de que al menos dos roscas de tuerca queden expuestas en cada extremo.
- De acuerdo con el equipo y la brida en sitio, calcule un ciclo de apriete como una sola vez y formule razonablemente los tiempos de apriete (al menos 3 veces) y la carga de percusión (fuerza) para cada apriete. La carga (fuerza) de percusión se debe apretar en secuencia de pequeña a grande (como 50%, 80%, 100%) para evitar que la junta pierda su sello debido a una carga demasiado rápida o demasiado grande.
- El orden de cada apriete de la llave sin torsión o de impacto:
Apriete los dos tornillos que están radialmente opuestos a la carga de martilleo predeterminada de los tornillos.
Apriete otro par de tornillos que estén aproximadamente a 90 grados de los dos tornillos anteriores a lo largo de la circunferencia.
Continúe apretando hasta que todos los tornillos restantes estén apretados a la carga de martilleo predeterminada.
- Finalmente, apriete todos los tornillos en el sentido de las agujas del reloj o en el sentido contrario a las agujas del reloj según la carga de martilleo del 100 %.
● Llave dinamométrica: Adecuada para equipos importantes y bridas de tuberías con alta temperatura, alta presión, propiedades inflamables y explosivas, etc.
Los requisitos de los accesorios son los siguientes:
- La unidad de mantenimiento debe formular un plan de fijación, determinar el torque apropiado, diseñarlo y verificarlo de acuerdo con parámetros como la resistencia del perno, la relación de compresión del sello inicial y la relación de compresión del sello de trabajo de la junta y la presión media para evitar la fractura del perno y la pérdida de la junta. elasticidad debido a una fuerza de sujeción excesiva, lo que provoca fallas en el sello.
- Apretar la brida simétricamente, numerando la secuencia de apriete y consultando las Figuras 1 y 2.
- Para colocar en las posiciones 1, 2, 3 y 4, use 4 tornillos como juntas para garantizar que el centro de la junta enrollada esté dentro del borde del saliente.
- Apriete los tornillos de posicionamiento a mano, luego inserte otros tornillos y equilibre la carga a mano. Asegúrese de que al menos dos roscas de tuerca queden expuestas en cada extremo.
- Calcular un único ciclo de apriete según el equipo y la brida en obra, formular razonablemente los tiempos de apriete (al menos 3 veces) y el par de apriete para cada vez. El par de apriete se aprieta en secuencia de pequeño a grande (como 50%, 80% y 100%) para evitar que la junta pierda su sello debido a una carga demasiado rápida o demasiado grande.
- El orden de cada apriete de la llave dinamométrica:
Apriete los dos tornillos que están radialmente opuestos al par de torsión predeterminado.
Apriete otro par de tornillos que estén aproximadamente a 90 grados de los dos tornillos anteriores a lo largo de la circunferencia.
Continúe apretando hasta que todos los tornillos restantes estén apretados al par predeterminado.
- Finalmente, apriete todos los tornillos en el sentido de las agujas del reloj o en el sentido contrario a las agujas del reloj hasta un valor de torsión del 100 %.
- Registre el valor de torque como referencia para futuros mantenimientos.
● Tensor de tornillo: Adecuado para equipos importantes y bridas de tuberías con alta temperatura, alta presión, propiedades inflamables y explosivas, etc.
Los requisitos de los accesorios son los siguientes:
- La unidad de mantenimiento formula un plan de fijación, determina la fuerza de tracción adecuada y la diseña y verifica de acuerdo con parámetros como la resistencia del perno, la relación de compresión del sellado inicial y la relación de compresión del sellado de trabajo de la junta y la presión media para evitar la fractura del tornillo y la pérdida de la junta. elasticidad debido a una fuerza de sujeción excesiva, lo que provoca fallas en el sello.
- Cuando el tensor de tornillo aprieta un solo tornillo (paso), debe realizarse de acuerdo con el principio de apriete uniforme del tornillo, consultando la secuencia de apriete de la llave dinamométrica.
- Durante el proceso de tensado de pernos, formule razonablemente los tiempos de apriete, aumente gradualmente la presión de manera uniforme de pequeña a grande (como 50%, 80% y 100%), y estabilice la presión antes de aumentarla para evitar una fuerza de tracción que cause un impacto excesivo en tornillos, afectando el efecto de preapriete de los tornillos.
- Registre el valor de presión como referencia para futuros mantenimientos.
Requisitos de estanqueidad térmica al calentar equipos y tuberías durante el período de construcción.
(1) Realice el termoapretado según la temperatura de la Tabla 1.
Tabla 1: Temperatura para el apriete térmico y en frío de equipos y tuberías, unidad: ℃
| Temperatura de trabajo | Temperatura de sujeción primaria en frío y en caliente | Temperatura de sujeción secundaria en frío y en caliente. |
| 250~350 | Temperatura de trabajo | / |
| >350 | 350 | Temperatura de trabajo |
| -70~-29 | Temperatura de trabajo | / |
| <-70 | -70 | Temperatura de trabajo |
Nota: El apriete en caliente y en frío no se puede realizar para temperaturas de trabajo entre -29 y 250 °C.
(2) El apriete en caliente o en frío debe realizarse después de que la temperatura del equipo y la tubería se haya estabilizado. Utilice herramientas a prueba de explosiones y no realice operaciones como calentar y presurizar durante el apriete.
(3) Para apretar, se recomienda comenzar con el espacio más grande entre las bridas y apretar simétricamente. Si hay una fuga, primero apriete la fuga.
(4) Durante el proceso de aumento de la temperatura del equipo y la tubería, es necesario realizar una inspección de calidad para el ajuste. Utilice una llave dinamométrica según el valor de torsión del 100% o utilice un martillo a prueba de explosiones para comprobar si la tuerca está suelta en la dirección de apriete.







