1. Métodos de deformación por flexión.
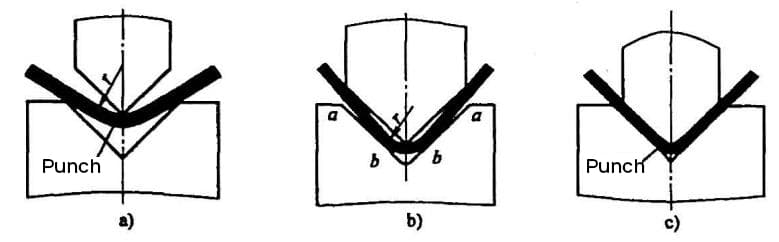
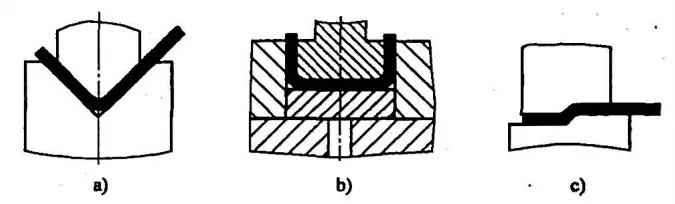
Los métodos de deformación para doblar láminas se pueden clasificar en: doblado libre, doblado por contacto y doblado correctivo, como se ilustra en la Figura 1.
- a) Flexión libre
- b) Flexión de contacto
- c) Flexión Correctiva
El doblado libre (Figura 1a) requiere menos fuerza de doblado, y la forma y el tamaño de la pieza de trabajo se determinan ajustando el ancho del troquel y la posición del punto muerto del punzón.
Este método a menudo da como resultado una menor precisión en la forma y el tamaño de las piezas procesadas, especialmente en la producción a gran escala donde la calidad de las piezas dobladas puede ser inconsistente. Por lo tanto, el doblado libre se utiliza a menudo para la producción de bajo volumen de componentes de chapa de tamaño mediano a grande.
Por el contrario, durante el doblado por contacto (Figura 1b) y el doblado correctivo (Figura 1c), el molde garantiza la precisión de la forma y el tamaño de las piezas dobladas, proporcionando una calidad superior y más estable.
Sin embargo, estos métodos requieren más fuerza de flexión, ciclos de fundición de moldes más largos y costos más altos. Normalmente se utilizan para la producción a gran escala de piezas y componentes de chapa de tamaño pequeño a mediano donde se requiere mayor calidad.
2. Métodos de doblado
Generalmente, los métodos de doblado se pueden dividir en doblado de molde (que incluye doblado de placa superior y sin doblado de placa superior) y doblado de plegadora.
El doblado de prensa plegadora es un caso especial de doblado de matrices (sin doblar la placa superior), generalmente utilizando una matriz de doblado universal. Ambos métodos de flexión tienen sus respectivos principios, características y aplicabilidad.
(1) Plegado del molde
El doblado por matriz se usa comúnmente para doblar piezas de chapa que requieren estructuras complejas, volúmenes más pequeños, mayor precisión y procesamiento a gran escala. El principio de un molde de flexión simple y común se muestra en la Figura 2. Para extender la vida útil del molde, el diseño de la pieza debe utilizar un radio (r>0,5t) en el punto de flexión siempre que sea posible.
- a) curvatura en V
- b) curvatura en U
- c) curvatura Z
Relacionado: Calculadora de resistencia a la flexión en forma de V y U
(2) Presione para hornear doblez
El doblado con freno se usa comúnmente para procesar piezas dobladas de chapa que son de mayor tamaño o que no se producen en grandes cantidades. Las plegadoras se pueden dividir en plegadoras comunes y plegadoras CNC.
Para piezas dobladas de chapa con requisitos de precisión relativamente altos y formas complejas, las plegadoras CNC se utilizan generalmente para el procesamiento de doblado. El principio básico del doblado, como el doblado en frío de piezas de chapa y acero de sección abierta de chasis, gabinetes y productos electrónicos, es utilizar la cuchilla dobladora (punzón superior) y la ranura en forma de V (troquel inferior) del presione el freno para doblar la placa, como se muestra en la Figura 3.
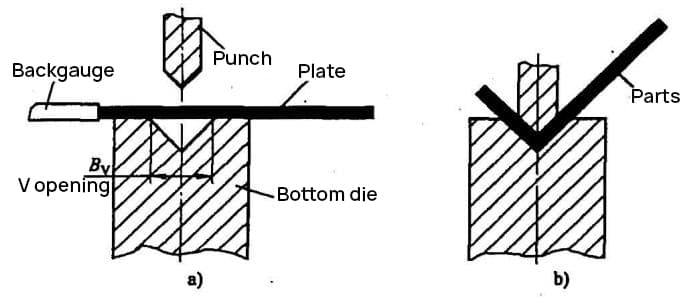
- la preparación
- b) Conclusión
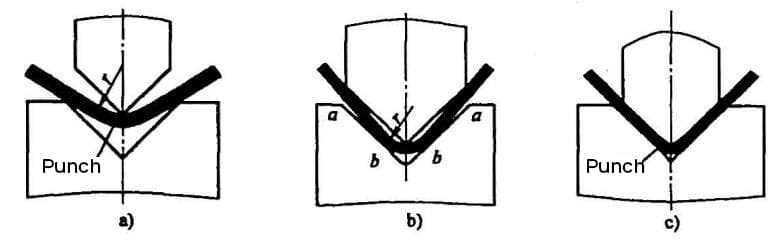
Para lograr el procesamiento de producción de piezas dobladas con diferentes ángulos de doblado centrales, generalmente existen dos formas de doblado de plegadora, como se muestra en la Figura 4.
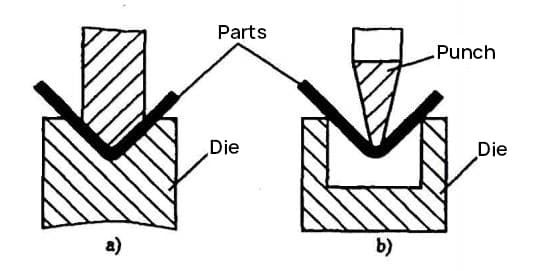
- a) Flexión correctiva
- b) Flexión libre
3. Matriz de doblado universal de plegadora
Para piezas dobladas con gran tamaño estructural, forma de sección transversal compleja o no producidas en grandes cantidades, así como piezas producidas en piezas individuales, lotes pequeños y producción de prueba, el método de diseño y fabricación de matrices de doblado especiales está restringido por muchos factores desfavorables. factores, como variedad y cantidad de piezas, dificultad en la fabricación de troqueles, costos de producción y tiempos de entrega.
Algunas piezas con tamaños estructurales más grandes y formas de sección transversal más complejas (como piezas estructurales de chasis y gabinetes) también están limitadas por la estructura de la matriz y el equipo de proceso comercial.
La forma más eficaz de solucionar estos problemas es utilizar la matriz de doblado universal para doblar. La matriz de doblado universal no solo puede procesar piezas simples en forma de L, U y Z, sino que también puede procesar piezas extremadamente complejas combinando moldes convexos y cóncavos y múltiples curvaturas combinadas en forma de V, como se muestra en las Figuras 5 y 6.
(Eje Vertical del Gabinete)

(1) Punzón (hoja dobladora)
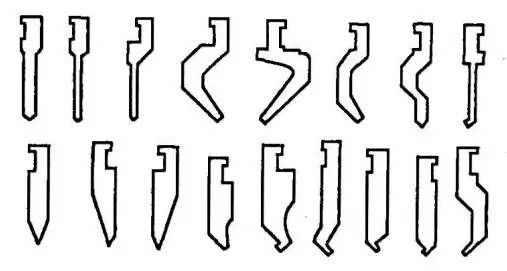
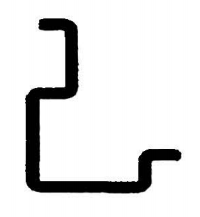
Para satisfacer la demanda de producción de doblado de diversas piezas dobladas complejas, en los últimos años se han desarrollado muchas formas y especificaciones de cuchillas dobladoras, divididas principalmente en dos tipos: cuchillas dobladoras de brazo recto y cuchillas dobladoras de brazo curvo.
También se pueden convertir en estructuras integrales o combinadas, que básicamente pueden cumplir con el procesamiento de doblado de las piezas más complejas (como piezas estructurales en forma de caja, de puerta y otras especiales). Las fábricas profesionales de troqueles han estandarizado y producido la serie de hojas curvadas. Las formas comunes de hojas flexibles se muestran en la Figura 7.
Durante el procesamiento, la hoja doblada se elige en función de la forma y el tamaño de las piezas dobladas. Normalmente, las empresas procesadoras de chapa tienen una gran reserva de formas y especificaciones de hojas de plegado, especialmente las empresas con un alto grado de experiencia profesional en la producción de chapa. Para cumplir con los requisitos de doblado de varias piezas dobladas complejas, es necesario personalizar varias formas y especificaciones de las hojas de doblado.
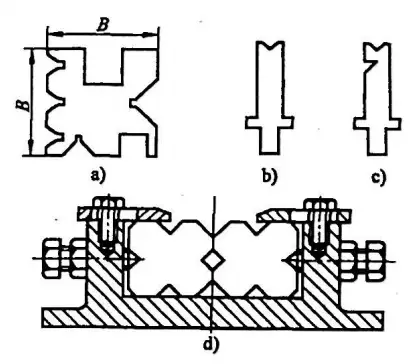
(2) Punzón universal
La Figura 8 muestra las formas de sección transversal de molde cóncavo comúnmente utilizadas para plegadoras. El molde cóncavo universal (ver Figura 8a) se mecaniza en cuatro lados para doblar espesores comunes de láminas de metal y piezas de diferentes formas y tamaños. La ranura se selecciona para el proceso de doblado de acuerdo con el espesor del material, la forma y el tamaño de las piezas dobladas. Las Figuras 8b y 8c muestran formas comunes de caras de moldes cóncavas, que pueden formarse en estructuras integrales o combinadas (ver Figura 8d). Se utilizan principalmente para el procesamiento de doblado de piezas complejas (como piezas en forma de caja, puertas y otras piezas estructurales especiales).