
En los últimos años, hemos visto un protagonismo cada vez mayor de las máquinas de corte por láser en el crecimiento de la industria de la chapa. El proceso de corte implica seis funciones prácticas que, cuando se utilizan, pueden aumentar significativamente la eficiencia del procesamiento y el rendimiento de corte de la máquina de corte por láser.
1. Saltar
Leapfrog es un término utilizado en el corte por láser para describir el movimiento del cabezal de corte entre cortes. En este proceso, después de cortar el orificio 1, el cabezal de corte se mueve del punto A al punto B para cortar el orificio 2. Durante este movimiento, el láser se apaga y la máquina funciona sin cortar, lo que se conoce como funcionamiento en vacío.
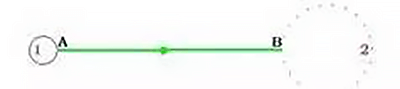
Las primeras cortadoras láser tenían un proceso de funcionamiento inactivo específico, como se ilustra a continuación. El cabezal de corte realizó tres acciones secuenciales durante el ralentí: se elevó a una altura segura, se niveló para alcanzar el punto B y luego bajó.
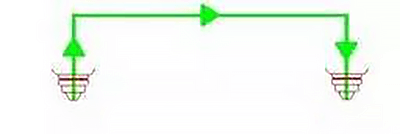
Reducir el tiempo de inactividad puede aumentar la eficiencia de la máquina. Para lograr esto, las tres acciones de ralentí (subir, nivelar y bajar) se pueden realizar simultáneamente. Durante el movimiento del punto A al punto B, el cabezal de corte sube y se acerca al punto B y al mismo tiempo baja. Esta ejecución simultánea de acciones reduce el tiempo de inactividad, como se muestra en la siguiente figura.

El movimiento inactivo del cabezal de corte es similar al arco dibujado por una rana saltando. Esto se considera un avance técnico notable en el desarrollo de máquinas de corte por láser. La acción de salto de la rana solo toma el tiempo del movimiento del avión desde el punto A al punto B, eliminando el tiempo de subida y bajada. Al igual que una rana salta para capturar su comida, la función de “captura” para el salto de la rana en las máquinas de corte por láser es de alta eficiencia. Actualmente, las máquinas de corte por láser sin la función de salto de rana ya no se consideran convencionales.
dos. Enfoque automático
Al cortar diversos materiales, es fundamental que el foco del rayo láser incida en diferentes secciones de la sección transversal de la pieza de trabajo. Para conseguirlo es necesario ajustar la posición del punto focal, lo que se conoce como ajuste de enfoque.
Anteriormente, las máquinas de corte por láser se enfocaban principalmente de forma manual. Sin embargo, hoy en día muchos fabricantes ofrecen máquinas con enfoque automático.
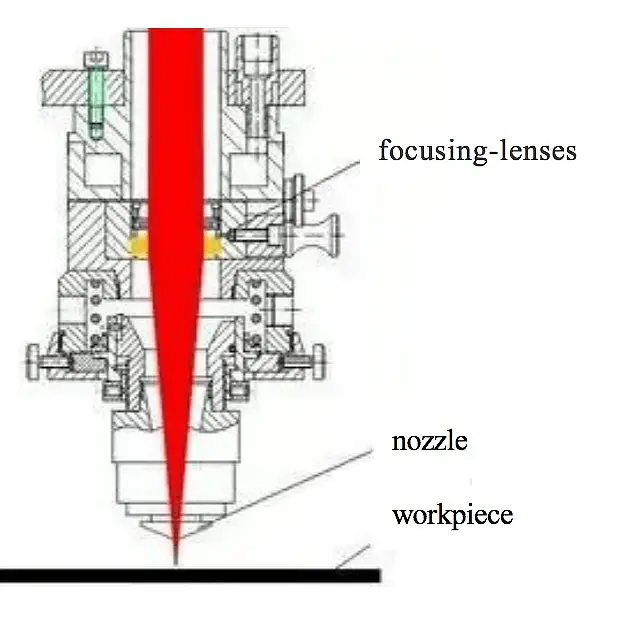
Algunas personas pueden pensar que ajustar la altura del cabezal de corte es suficiente para cambiar la posición de enfoque. Sin embargo, éste no es el caso. La distancia entre la boquilla y la pieza de trabajo (altura de la boquilla) permanece constante entre 0,5 y 1,5 mm durante el proceso de corte, lo que significa que el cabezal de corte no se puede subir ni bajar para ajustar el enfoque.
Además, la distancia focal de la lente de enfoque no se puede cambiar, por lo que no se puede utilizar para ajustar el enfoque. La única forma de cambiar la posición de enfoque es cambiar la posición de la lente de enfoque. Si se baja la lente de enfoque, la posición de enfoque también se bajará y viceversa. Este método de ajuste de enfoque se logra mediante el uso de un motor para mover la lente de enfoque hacia arriba y hacia abajo, lo que permite el enfoque automático.
Otra forma de lograr el enfoque automático es utilizar un reflector de curvatura variable o una lente ajustable colocada antes de que el haz entre en la lente de enfoque. Al cambiar la curvatura del reflector, se cambia el ángulo de divergencia del haz reflejado, cambiando así la posición del foco, como se ilustra en la figura.
Con la función de enfoque automático se puede mejorar significativamente la eficiencia de las máquinas de corte por láser. El tiempo de procesamiento de placas gruesas se puede reducir considerablemente ya que la máquina puede ajustar rápida y automáticamente el enfoque a la posición más adecuada para piezas de diferentes materiales y espesores. Esto da como resultado una mayor productividad y cortes más precisos.
3. Búsqueda automática de bordes
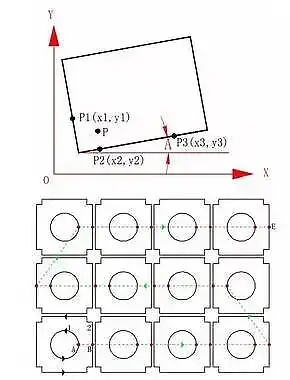
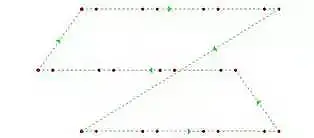
Como se muestra en la ilustración, cuando se coloca una hoja sobre una mesa, si está inclinada, puede generar desperdicio durante el proceso de corte. Sin embargo, si se pueden detectar el ángulo de inclinación y el origen de la hoja, el proceso de corte se puede ajustar para que coincida con el ángulo y la posición de la hoja, reduciendo así el desperdicio.
Para resolver esto, se desarrolló una función llamada "búsqueda automática de bordes". Cuando se activa, el cabezal de corte comienza en el punto P y detecta automáticamente tres puntos en los dos lados verticales de la hoja, P1, P2 y P3, y luego calcula el ángulo de inclinación (A) y el origen de la hoja.
Gracias a esta función se mejora la eficiencia de la máquina, ya que elimina la necesidad de ajustar manualmente la pieza, lo que supone una tarea que requiere mucho tiempo, especialmente teniendo en cuenta el peso de la pieza (cientos de kilogramos).
Una máquina de corte por láser de alta potencia es un sistema complejo que combina luz, maquinaria y electricidad y, a menudo, tiene complejidades sutiles. Echemos un vistazo más de cerca a estos aspectos sutiles.
4. Perforación concentrada
La perforación concentrada, también conocida como preperforación, es un proceso independiente de las funciones de la máquina.
Al cortar láminas más gruesas con láser, cada contorno del proceso de corte pasa por dos etapas: perforación y corte.
Proceso convencional (punto A taladrado → corte perfil 1 → punto B taladrado → corte perfil 2 →…).
La perforación centralizada implica realizar el proceso de perforación en toda la chapa de acero de forma centralizada antes de proceder con el proceso de corte.
Proceso de perforación concentrado (perforación completa de todos los contornos → volver al punto inicial → cortar todos los contornos).
La longitud total del recorrido de la máquina es mayor cuando se utiliza taladrado concentrado en comparación con los métodos de mecanizado tradicionales.
Entonces, ¿por qué se utiliza la perforación centrada? Una de las razones es evitar el sobrecalentamiento.
Durante el proceso de perforación de una placa gruesa, se acumula calor alrededor del punto de perforación. Si el corte se realiza inmediatamente después de taladrar, puede producirse un sobrecalentamiento.
Con el proceso de perforación centralizada, el calor tiene tiempo suficiente para disiparse antes de volver a realizar el corte una vez finalizada toda la perforación. Esto ayuda a evitar el fenómeno de sobrecalentamiento.

La perforación centralizada puede aumentar la eficiencia del procesamiento. Actualmente, todavía existen muchas máquinas de corte por láser que no cuentan con enfoque automático.
Al cortar placas gruesas, los parámetros del proceso (como el modo del láser, la potencia, la altura de la boquilla, la presión del gas auxiliar, etc.) son diferentes durante los pasos de perforación y corte. La altura de la boquilla es mayor al perforar que al cortar.
Con los procesos tradicionales (por ejemplo, taladrar el perfil 1, luego cortar el perfil 1, luego taladrar el perfil 2, luego cortar el perfil 2, etc.), el enfoque del rayo láser debe ajustarse manualmente a la posición ideal para garantizar el corte. calidad y eficiencia. Este ajuste manual puede ser una pesadilla porque hay que cambiar el enfoque de la posición de perforación a la posición de corte varias veces a lo largo del proceso. Como resultado, el tiempo de perforación es mayor porque el foco no está en la posición ideal.
Sin embargo, en el caso de la perforación centrada, primero se puede ajustar el foco a una posición de perforación adecuada. Una vez completada la perforación, se puede pausar la máquina y cambiar la posición de enfoque a la posición de corte ideal. Esto puede reducir el tiempo de perforación a más de la mitad, mejorando significativamente la eficiencia. Se necessário, outros parâmetros do processo podem ser ajustados ou alterados entre perfuração centralizada e corte (por exemplo, ar e onda contínua podem ser usados para perfuração, enquanto oxigênio pode ser usado para corte, com tempo suficiente para completar a troca de gás entre ellos).
La lente de enfoque a menudo se denomina eje F. Es posible llamarlo “zoom” (mano) del eje H si se utiliza el zoom manual para taladrar y recortar centrados.
La perforación centralizada también presenta riesgos. Si hay una colisión durante el corte que hace que la hoja se desplace, es posible que se desperdicie la parte sin cortar. Este proceso requiere el apoyo de un sistema de programación automática.
5. Microconexión M
Durante el proceso de corte por láser, la hoja se mantiene en su lugar mediante una barra de soporte dentada. Si las piezas cortadas son demasiado pequeñas, es posible que no pasen por la abertura de la barra de soporte. Si son demasiado grandes para ser sostenidos por las barras de soporte, pueden desequilibrarse y deformarse. Esto podría provocar una colisión del cabezal de corte a alta velocidad, provocando que el cabezal de corte se atasque o dañe.
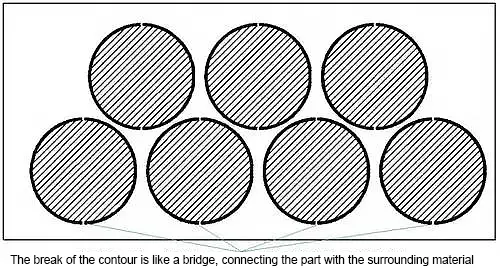
Este problema se puede solucionar mediante el “proceso de corte de puentes (microjuntas)”. Al programar el corte por láser en gráficos, el contorno cerrado se rompe intencionalmente en varios lugares para que después del corte las piezas permanezcan adheridas al material circundante sin caerse. Estas rupturas se conocen como "ubicaciones de puentes".
Este proceso también se conoce como “puntos de interrupción” o “microuniones” (término derivado de una traducción literal de MicroJoint). La distancia de rotura, que oscila entre 0,2 y 1 mm, es inversamente proporcional al espesor de la lámina.
Se utilizan diferentes terminologías basadas en diferentes perspectivas:
- Según el esquema, si está roto, se denomina "punto de interrupción".
- Dependiendo de la pieza, si se adhiere al material base se le llama “puente” o “microconexión”.
Los puentes conectan la pieza con el material circundante y el software de programación avanzado agrega automáticamente la cantidad adecuada de puentes según la longitud del perfil.
Puede diferenciar entre contornos interiores y exteriores y determinar si desea agregar ubicaciones de puentes. Los contornos interiores (desechos) sin puntos de unión se caerán, mientras que los contornos exteriores (partes) con puntos de unión permanecerán adheridos al material base y no se caerán, eliminando la necesidad de clasificarlos.
6. Recorte de bordes comunes
Si los contornos de piezas adyacentes tienen bordes rectos y el mismo ángulo, se pueden combinar en una sola línea recta y cortar solo una vez. Esto se conoce como “corte de filo común”.
El corte de borde común reduce la longitud de corte y mejora significativamente la eficiencia del proceso. No requiere que las piezas tengan forma rectangular, como se muestra en la siguiente ilustración.
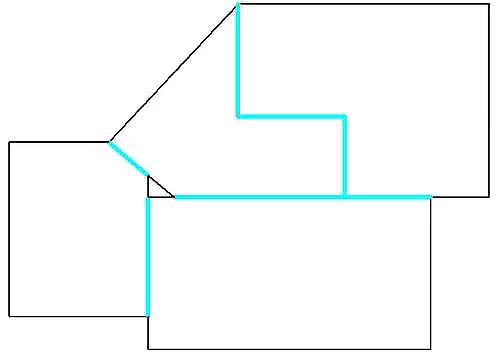
Las líneas azules de la ilustración son bordes comunes.
El corte de bordes ordinario no sólo ahorra tiempo durante el proceso de corte, sino que también reduce el número de perforaciones. Los beneficios son evidentes.
Por ejemplo, si el corte de bordes común ahorra 1,5 horas por día, eso equivale a aproximadamente 500 horas por año. A un costo combinado de $100 por hora, esto equivaldría a $50,000 adicionales por año.
Cortar bordes comunes requiere el uso de software de programación automática inteligente.







