

La tecnología de procesamiento de chapa ha avanzado continuamente, particularmente en aplicaciones como el doblado de precisión de acero inoxidable, el doblado de piezas decorativas de acero inoxidable, el doblado de aleaciones de aluminio, el doblado de piezas de aviones y el doblado de placas de cobre, que tienen requisitos cada vez más estrictos para la superficie. calidad del formado. pieza de trabajo.
El proceso de doblado convencional, sin embargo, tiende a dañar la superficie de la pieza, dejando marcas o rayones notables en la superficie que entra en contacto con el molde. Esto impacta negativamente en la apariencia del producto final y reduce su valor percibido por el usuario.
Razones de las marcas de pliegue
En este artículo, usaremos el ejemplo de doblar una pieza en forma de V para analizar el proceso.
El doblado de chapa es el proceso de formar una lámina de metal bajo presión de una máquina punzonadora o plegadora. La lámina sufre una deformación elástica seguida de una deformación plástica.
Al comienzo del doblado del plástico, la lámina puede doblarse libremente. Con la presión del punzón o matriz, la lámina y la superficie interior de la ranura en V de la matriz se acercan gradualmente entre sí, y el radio de flexión y el brazo de fuerza de flexión disminuyen. El proceso continúa hasta el final del trazo, momento en el que el troquel y la lámina están en pleno contacto en tres puntos y se completa la curvatura en forma de V.
Durante el doblado, la chapa se deforma elásticamente por la presión del troquel de doblado, lo que hace que el punto de contacto entre la chapa y el troquel se deslice a medida que avanza el doblado. La chapa sufre dos etapas de deformación: elástica y plástica.
Una vez completado el proceso de doblado, quedarán tres líneas de hendidura debido a la presión de sujeción aplicada durante el proceso de doblado. Estas líneas de sangría se conocen comúnmente como “marcas de hombro” y son generadas por la placa con ranura en V y el hombro del troquel, como se muestra en las Figuras 1 y 2.
La formación de marcas en los hombros se puede atribuir a varios factores, que a grandes rasgos se pueden clasificar a continuación.
Método de flexión
Las marcas de los hombros están relacionadas con el contacto entre la chapa y el hombro con ranura en V del troquel. Durante el proceso de doblado, el espacio entre el punzón y la matriz afecta la tensión de compresión en la lámina, lo que resulta en diferencias en la probabilidad y severidad de la indentación, como se muestra en la Figura 3.
En las mismas condiciones de ranura en V, cuanto mayor es el ángulo de flexión de la pieza de trabajo, mayor es la deformación de la chapa y mayor es la distancia de fricción en el hombro de la ranura en V. Además, también se produce un ángulo de flexión mayor. un mayor tiempo de retención para que el punzón aplique fuerza de flexión a la lámina, exacerbando las marcas causadas por la combinación de estos factores.
La estructura de ranura en V del troquel.
Al doblar chapas de diferentes espesores, también difieren los anchos de ranura en V elegidos.
En las mismas condiciones para el punzón, un tamaño mayor de ranura en V para la matriz conduce a un ancho de indentación mayor. Por otro lado, una menor fricción entre la lámina de metal y el hombro con ranura en V de la matriz reduce la profundidad de la indentación.
Las placas más delgadas dan como resultado ranuras en V más estrechas, lo que provoca marcas más visibles.
Otro factor a considerar en términos de fricción es el coeficiente de fricción. Los diferentes radios del hombro con ranura en V de la matriz dan como resultado niveles variables de fricción en la lámina durante el proceso de doblado.
En términos de la presión ejercida sobre la lámina por la ranura en V de la matriz, un radio mayor de la ranura en V de la matriz reduce la presión entre la lámina y el hombro de la ranura en V de la matriz, lo que genera menos marcas de doblez.
Grado de lubricación de la ranura en V del troquel
Anteriormente, observamos que la superficie con ranura en V del troquel puede causar fricción cuando entra en contacto con el material de la lámina.
A medida que el molde se desgasta, el contacto entre la ranura en V y la lámina se vuelve más áspero y el coeficiente de fricción aumenta. El deslizamiento de la lámina sobre la superficie de la ranura en V da como resultado el contacto entre numerosas protuberancias rugosas y la superficie, provocando una mayor presión sobre la superficie de la lámina y hendiduras más visibles.
Además, si la ranura en V no se limpia antes de doblar la pieza de trabajo, los residuos residuales en la ranura en V pueden causar hendiduras obvias debido a la presión que ejerce sobre la lámina de metal. Este es un problema común al doblar piezas como láminas galvanizadas y láminas de acero al carbono.
Aplicación de la tecnología Mark Free Bending
Dado que la causa principal de las marcas de flexión es la fricción entre la placa y el hombro con ranura en V de la matriz, podemos utilizar tecnología de procesamiento para reducir esta fricción.
La fórmula para la fuerza de fricción, F=μ×Fn, muestra que los factores que afectan la fuerza de fricción son el coeficiente de fricción (μ) y la presión (Fn), los cuales son proporcionales a la fuerza de fricción.
Por lo tanto, se pueden utilizar las siguientes cuatro soluciones para lograr una flexión sin marcas:
1. El material no metálico utilizado en el hombro con ranura en V del troquel.
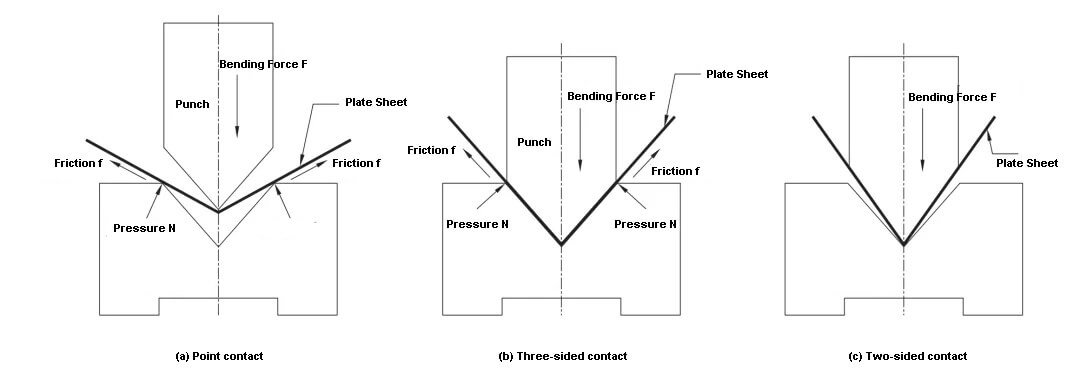
Figura 3 Tipo de flexión
El enfoque tradicional de simplemente aumentar el radio del hombro con ranura en V no es una solución confiable para reducir los retrocesos de flexión.
Para reducir la presión sobre el par de fricción, es posible utilizar un material no metálico más blando para el hombro de la ranura en V, como nailon o uretano (elastómero de PU), siempre que se mantenga el efecto de extrusión requerido. Sin embargo, estos materiales tienen la desventaja de ser propensos a desgastarse y requerir reemplazo frecuente.
Actualmente, existen varias estructuras con ranura en V que utilizan estos materiales.
2. Cambie el hombro con ranura en V de matriz a bola y rodillo
Además, para reducir el coeficiente de fricción entre la placa y la ranura en V, el par de fricción deslizante entre la placa y el hombro de la ranura en V se puede transformar en un par de fricción rodante, reduciendo así significativamente la fuerza de fricción que actúa sobre la sábana.
Esto puede prevenir eficazmente el retroceso por flexión.
Actualmente, este método se utiliza ampliamente en la industria del molde, y el molde curvado sin marcas de bolas (Figura 5) es un ejemplo de aplicación común.
Para evitar una fricción rígida entre el rodillo del molde doblado sin marcas de bolas y la ranura en V, y para facilitar la rotación y lubricación del rodillo, se añaden bolas para reducir la presión y el coeficiente de fricción.
Como resultado, las piezas procesadas mediante un molde de flexión esférico sin marcas generalmente no tienen marcas visibles, pero el efecto de flexión sin marcas no es ideal para materiales blandos como el aluminio y el cobre.
Desde una perspectiva financiera, la estructura del molde de curvado sin marcas de bolas es más complicada que los diseños de moldes anteriores, lo que genera mayores costos de procesamiento y dificultades de mantenimiento. Los directivos de empresas deben tener en cuenta estos factores a la hora de elegir las herramientas.
3. Cambie el hombro con ranura en V del troquel a una estructura abatible
Actualmente, existe otro tipo de molde en la industria que utiliza el principio de rotación de pivote para lograr la flexión de la pieza mediante la rotación del hombro del troquel.
Este diseño de molde se aleja de la estructura tradicional de ranura en V al transformar las superficies inclinadas a ambos lados de la ranura en V en una estructura reversible.
Durante el prensado de la hoja por el punzón, el mecanismo giratorio en ambos lados del punzón se activa por la presión del punzón, lo que hace que la hoja se doble y se forme, como se ilustra en la Figura 6.
Bajo esta condición operativa, hay una fricción de deslizamiento mínima entre la hoja y la matriz, y la hoja se acerca al vértice del punzón cerca del plano de giro para evitar marcar las piezas.
La estructura de este tipo de molde es más compleja que los diseños anteriores, con una estructura de resorte de tensión y placa articulada, lo que genera mayores costos de mantenimiento y procesamiento.
4. Aislamiento entre la ranura en V del troquel y la lámina.
Los métodos discutidos anteriormente tienen como objetivo obtener un doblez sin marcas modificando las matrices de doblado.
Desde un punto de vista comercial, puede que no sea viable desarrollar y comprar un nuevo juego de troqueles para doblar piezas individuales sin marcas.
Desde la perspectiva del contacto por fricción, mientras el molde esté separado de la lámina, no se produce fricción.
Por lo tanto, sin cambiar la matriz de doblado, se puede lograr un doblado sin marcas usando una película suave para evitar el contacto entre la ranura en V y la lámina.
Esta película suave, también conocida como película flexible que no deja marcas, comúnmente está hecha de materiales como caucho, PVC (cloruro de polivinilo), PE (polietileno) y PU (poliuretano).
El caucho y el PVC tienen costos de materia prima más bajos, pero carecen de resistencia a la presión, tienen un rendimiento protector deficiente y una vida útil corta.
El PE y el PU, por otro lado, son excelentes materiales de ingeniería. La película para doblar y prensar sin marcas hecha con ellos como sustrato tiene buena resistencia al desgarro y una larga vida útil, lo que proporciona una buena protección.
La película protectora de doblado actúa como un amortiguador entre la pieza de trabajo y el hombro del molde, aliviando la presión entre el molde y la lámina y evitando así que la pieza de trabajo se raye durante el doblado.
Cuando está en uso, la película plegable se puede colocar en el troquel, lo que ofrece un bajo costo y un uso fácil.
En la actualidad, el grosor de la película plegable sin marcar disponible comercialmente suele ser de 0,5 mm y el tamaño se puede personalizar según las necesidades.
Bajo la condición de presión de 2t, la película de flexión que no deja marcas generalmente puede alcanzar una vida útil de aproximadamente 200 ciclos de flexión y tiene una fuerte resistencia a la abrasión, excelente resistencia al desgarro, rendimiento de flexión superior, alta resistencia a la tracción y alargamiento, resistencia a los lubricantes y Resistencia a disolventes de hidrocarburos alifáticos.
Este artículo ha descrito varios métodos para lograr una flexión sin marcas y la Tabla 1 proporciona una comparación de estos métodos.
Tabla 1 Comparación del proceso de doblado sin marcas
| Elemento de contraste | Ranura de nailon tipo V | Ranura en V de uretano | Ranura del rodillo en V | Ranura tipo flip | Marque la hoja de plegado libre |
|---|---|---|---|---|---|
| Ángulo de flexión | Múltiples ángulos | Arco | Múltiples ángulos | Comúnmente utilizado en ángulos rectos. | Múltiples ángulos |
| Hoja aplicable | Platos varios | Platos varios | Cobre sin aluminio y otras placas blandas | Platos varios | Platos varios |
| Limitación de longitud | ≥50 mm | ≥200 mm | 100mm | / | / |
| Vida de servicio | 15~200.000 veces | 10~150.000 veces | / | / | 200 veces |
| Mantenimiento de reemplazo | Reemplazar nailon | Reemplazo del bloque de PU | Reemplace el rodillo | Reemplazo completo o reemplazo de accesorios como resortes de extensión. | Reemplazo completo |
| Costo | Bajo | Bajo | Estimado | Estimado | Bajo |
| Ventaja | De bajo costo y adecuado para doblar sin dejar marcas una amplia gama de láminas, utilizando el mismo método de matriz inferior que una plegadora estándar. | Económico, adecuado para doblar varias tablas sin dejar marcas | Larga vida | Adecuado para doblar varias tablas sin dejar marcas | Bajo coste, utilizando el mismo método que la matriz estándar. |
| Limitación | Vida útil más corta que los moldes estándar, el tamaño del segmento está limitado a más de 50 mm. | Actualmente, sólo es aplicable al doblado sin marcar de productos en forma de arco. | Este método es caro y su efecto de flexión que no deja marcas en materiales blandos como el aluminio y el cobre no es ideal. La fricción y deformación de las bolas son difíciles de controlar, lo que genera posibles marcas en otras placas rígidas y tienen requisitos de longitud y ranura más restrictivos. | Alcance pequeño y caro, longitud limitada y apertura en forma de V | Tiene una vida útil más corta en comparación con otras soluciones, el reemplazo frecuente reduce la eficiencia de la producción y el costo aumenta significativamente cuando se usa en grandes cantidades. |
Pensamientos finales
La competencia en la industria de procesamiento de chapa es intensa y, para seguir siendo competitivas, las empresas necesitan mejorar constantemente su tecnología de procesamiento. No sólo deben considerar la funcionalidad del producto, sino también su procesabilidad, apariencia y economía de procesamiento. Al utilizar métodos de procesamiento más eficientes y rentables, las empresas pueden hacer que sus productos sean más fáciles de procesar, más económicos y más atractivos.







