
Defectos en el anodizado del aluminio
Varios defectos producidos en la producción de aluminio y oxidación de aleaciones de aluminio se pueden dividir en tres categorías:
Defectos superficiales de productos de tratamiento de superficies oxidados, defectos de forma, posición y tamaño de productos de tratamiento de superficies oxidados, y defectos de apariencia y rendimiento de productos de tratamiento de superficies oxidados.
Los defectos superficiales de los productos de tratamiento de superficies oxidados se producen principalmente en el sitio de producción y la tasa de desechos también es la más alta.
Los más importantes son corrosión por huellas dactilares, rayones, adherencia, arena gruesa, arena ligera, desengrasado deficiente, burbujas de oxidación, eliminación de película sucia, corrosión por copos de nieve, manchas blancas de oxidación, lesiones eléctricas, inclusión de escoria, peladura de película de óxido, corrosión por picaduras, explosión de película, sellado y tinción de orificios, corrosión por orificios, diferencia de color, corrosión por agua ácido-base, sellado y polvo de orificios, sin película de pintura, corrosión, burbujas electroforéticas, pulverización de película de óxido, etc.
Los defectos de tamaño de los productos de tratamiento de superficies oxidados son responsables de una pequeña tasa de desperdicio en la producción, que incluye principalmente reprocesamiento del espesor de la pared, marcas de unión excesivas, etc.
Los defectos de apariencia y rendimiento de los productos de tratamiento de superficies oxidadas incluyen principalmente sellado de orificios no calificado, espesor de película de óxido no calificado, dureza de lápiz no calificado de la película de pintura, resistencia a la corrosión no calificada de la película de pintura, etc.
La siguiente es una lista de nombres (en inglés según el estándar americano AA y el discurso de tecnología de datos), causas, definiciones, características y contramedidas de varios defectos, que pueden usarse como referencia para técnicos, personal de producción y personal de inspección de calidad.
1. Defectos superficiales de productos de tratamiento de superficies oxidadas de aluminio y aleaciones de aluminio.
Los defectos superficiales de los productos de tratamiento de superficies oxidados se producen principalmente en el sitio de producción y la tasa de desechos también es la más alta.
Los más importantes son corrosión por huellas dactilares, rayones, adherencias, arena gruesa, arena ligera, desengrasado deficiente, burbujas de oxidación, eliminación de película sucia, corrosión por copos de nieve, manchas blancas de oxidación, lesiones eléctricas, inclusión de escoria, peladura de película de óxido, corrosión por picaduras, explosión de película, sellado y tinción de orificios, corrosión por orificios, diferencia de color, corrosión por agua ácido-base, sellado y polvo de orificios, sin película de pintura, corrosión, burbujas electroforéticas, pulverización de película de óxido, etc.
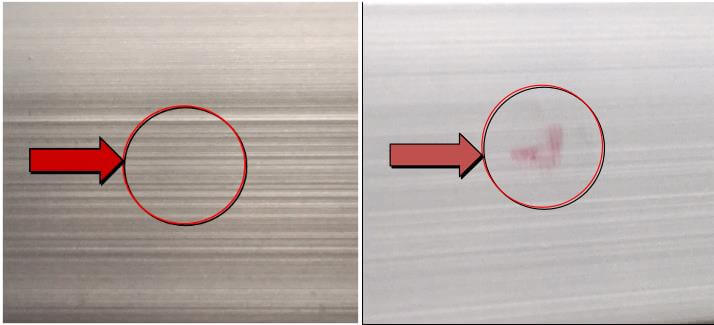
01 Corrosión por huellas dactilares
| Nombre | Corrosión por huellas dactilares | Causa | Operación |
| Definición: huella digital o guante como punto de corrosión | |||
| Características : La superficie de aluminio sin tratamiento superficial reacciona al entrar en contacto con cloruro de sodio, ácido láctico y otras sustancias del sudor humano. El rastro de corrosión producido se llama corrosión por huellas dactilares y la más común es la corrosión por punta de los dedos. | |||
Apariencia: 
Corrosión similar a una huella digital |
|||
|
Causa de ocurrencia:
1. Durante el aserrado y carga de la cesta en el proceso de extrusión, los guantes utilizados por los trabajadores se ensucian, dejando manchas tras el contacto con la superficie del perfil. Después del envejecimiento, las manchas superficiales del perfil no se pueden eliminar mediante oxidación;2. En el proceso de oxidación y descarga superior, los guantes del trabajador se usan durante mucho tiempo, especialmente después de la adhesión de la mancha de aceite, la huella de la mano está al final del perfil y la huella de la mano tiene forma de corrosión localizada después de la oxidación; 3 . Después de la línea superior, el tiempo de estacionamiento es muy largo sin tratamiento de oxidación;4. Desengrase incompleto antes de la oxidación. |
|||
|
Contramedidas:
1. Preste atención a la limpieza de los guantes durante el proceso de extrusión y enhebrado superior, y reemplace los guantes sucios y mojados a tiempo;2. Después de la oxidación, el perfil no debe colocarse por más de 6 horas;3. Ampliar el tiempo de desengrase. |
|||
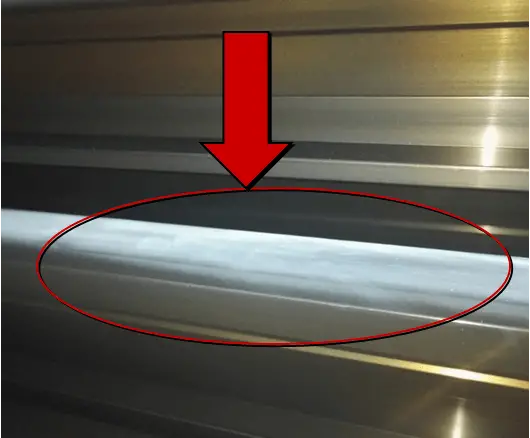
02 Rayado
| Nombre | Rascar | Causa | Operación |
| Definición: daños y rayones en la superficie del perfil. | |||
| Características: tiene cicatrices finas y largas en líneas o puntos, con brillo centelleante y formas variadas. Las cicatrices continuas a menudo se denominan cicatrices de manipulación. En ocasiones, un embalaje inadecuado también produce cicatrices durante el transporte. | |||
Apariencia:
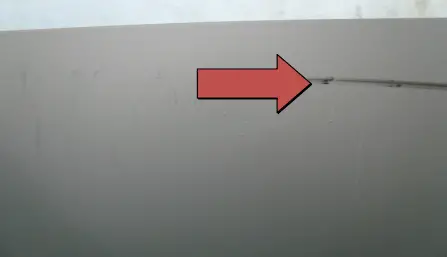 rayado |
|||
|
Causa de ocurrencia:
Colisión entre materiales, mal funcionamiento o colisión y rayaduras entre materiales y estructuras, etc. |
|||
|
Contramedidas:
1. La fila superior debe manipularse con cuidado y el material debe levantarse sin colisión entre materiales;2. El borde del marco del material debe cubrirse con una cubierta protectora de goma;3. Cada elevación no debe exceder las 6 filas y los perfiles de diferentes longitudes deben colocarse por separado;4. No se deben utilizar franjas de protección dañadas en el proceso de la fila inferior y no se permiten colisiones violentas. |
|||
03 cruce superpuesto
| Nombre | Cruce superpuesto | Causa | Operación |
| Definición : Los materiales se superponen durante la oxidación o la electroforesis, lo que produce una formación anormal de una película cutánea debido a una proximidad anormal. | |||
| Características : la impresión del perfil laminado se puede ver en la parte donde la película nunca se ha formado y en la parte donde el borde se vuelve más delgado, y en ocasiones se puede ver parte del arco iris (color de interferencia). | |||
Apariencia:
 Cruce superpuesto |
|||
|
Causa de ocurrencia:
1. El espacio de conexión es demasiado denso, lo que provoca un contacto anormal;2. La fuerza de unión y drenaje no es suficiente. Durante el proceso de lavado, el alambre de aluminio o fijación se afloja, lo que hace que el perfil se deslice sobre la varilla de la fila, lo que resulta en la unión entre los materiales, lo cual es causado por corrosión alcalina, corrosión ácida, oxidación y tratamiento de electroforesis. |
|||
|
Contramedidas :
1. Adopte el método correcto de unión y disposición, ate tres cables de aluminio con materiales electroforéticos (dos materiales pequeños) y mantenga una distancia de 2 a 3 dedos entre los perfiles superior e inferior;2. El perfil con una tira grande en el medio se debe atar a la línea central de acuerdo con los requisitos del pedido;3. La pendiente de la ranura inferior aumenta y el proceso de agotamiento de la ranura de electroforesis debe ser lento para evitar la adherencia entre los perfiles provocada por sacudidas violentas. |
|||
04 Grabado en bruto
| Nombre | grabado rugoso | Causa | Proceso de grabado alcalino |
| Definición: rugosidad superficial del aluminio debido a una corrosión alcalina excesiva. | |||
|
Características: debido al grabado excesivo, la superficie se vuelve rugosa y opaca.
En casos severos, la precisión dimensional se ve afectada debido a la disolución de los perfiles. |
|||
Apariencia:
 grabado rugoso |
|||
|
Causa de ocurrencia:
1. La temperatura del tanque alcalino es demasiado alta;2. La concentración alcalina es muy alta;3. La concentración de iones de aluminio en el tanque alcalino es muy baja;4. El tiempo de corrosión alcalina es muy largo;5. El líquido alcalino del tanque está contaminado;6. Hay muchos momentos de reelaboración. |
|||
|
Contramedidas:
1. Ajustar las condiciones del líquido del tanque (concentración de hidróxido de sodio, contenido de iones de aluminio disueltos y temperatura);2. Ajustar el tiempo de procesamiento;3. Limpiar periódicamente la escoria del tanque y ajustar el líquido del tanque;4. Reducir el número de procesamientos repetidos. |
|||
05 Grabado insuficiente
| Nombre | Grabado insuficiente | Causa | Proceso de grabado alcalino |
| Definición : fenómeno por el cual el efecto de eliminación de defectos superficiales no alcanza el objetivo esperado debido a una corrosión insuficiente en el proceso de corrosión alcalina del aluminio. | |||
| Características : La superficie no tiene efecto de superficie de arena o no cumple con los requisitos del cliente. | |||
Apariencia:
 Grabado insuficiente |
|||
|
Causa de ocurrencia:
1. La temperatura del tanque alcalino es demasiado baja;2. El tiempo de corrosión alcalina es muy corto;3. La concentración alcalina es muy baja;4. La concentración de iones de aluminio en el tanque alcalino es muy alta. |
|||
|
Contramedidas :
1. Preste atención a controlar la temperatura y concentración del tanque alcalino;2. El tiempo de corrosión alcalina debe prolongarse adecuadamente;3. Ajustar razonablemente la concentración de iones de aluminio. |
|||
06 Desengrase irregular
| Nombre | Desengrase irregular | Causa | Proceso de eliminación de aceite |
| Definición : corrosión alcalina irregular causada por un desengrasado incompleto | |||
| Características : corrosión irregular en la superficie del aluminio debido a un desengrase incompleto. La superficie del aluminio tiene un brillo diferente después del anodizado y el color de la superficie después del teñido es desigual o hay manchas de color. | |||
Apariencia :
 Desengrase irregular |
|||
|
Causa de ocurrencia:
1. Tiempo de desengrase insuficiente;2. Los componentes eficaces del líquido desengrasante en el tanque son insuficientes;3. La mancha de aceite en la superficie de la pieza es grave. |
|||
|
Contramedidas:
1. Añadir agente desengrasante;2. Tiempo de inmersión prolongado ≥ 3 minutos;3. Las piezas de trabajo con manchas de aceite importantes en la superficie deben limpiarse y tratarse previamente manualmente. |
|||
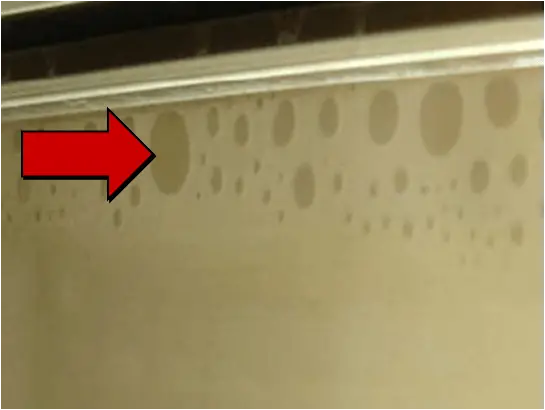
07 Burbuja (óxido anódico)
| Nombre | Burbuja (óxido anódico) | Causa | Anodizado y operación |
| Definición : El gas producido en la electrólisis o el aire utilizado para agitar se encuentra en la grieta o esquina del material, por lo que no puede formar una película de óxido y generalmente no puede colorearse. | |||
| Características : el espacio o la esquina del material, la película local es demasiado delgada o nula y hay burbujas residuales en la superficie de la película de óxido anódico. Si se realiza tinción electrolítica, no será posible obtener un color uniforme. | |||
Apariencia:
 Burbuja (óxido anódico) |
|||
|
Causa de ocurrencia:
1. Ángulo de elevación inadecuado;2. Velocidad de canal muy rápida;3. La forma del aluminio no favorece la eliminación de gases;4. La bolsa antiespuma está dañada. |
|||
|
Contramedidas:
1. Controlar la inclinación de la ranura inferior;2. Ampliar el tiempo de remojo previo;3. Las bolsas antiespumante dañadas deben reemplazarse a tiempo. |
|||
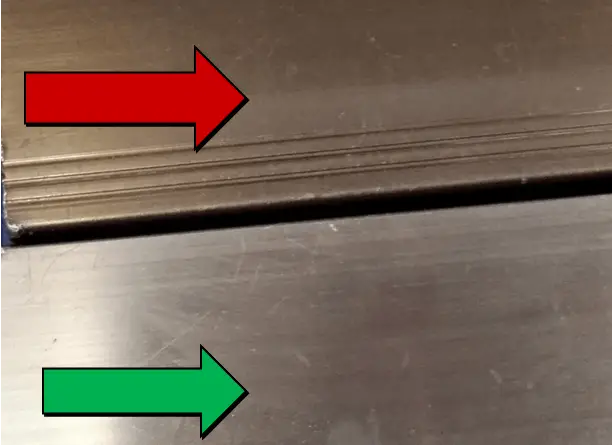
08 Quitar la red
| Nombre | quitar la red | Causa | Proceso de grabado alcalino |
| Definición : la película de óxido anódico no se ha eliminado por completo | |||
|
Características : Este fenómeno ocurre en el perfil reelaborado.
Dado que la película de óxido vieja no se elimina durante el retrabajo, no se puede formar una nueva película de óxido en esta área durante la reoxidación, y en este momento aparecerá una capa de eliminación cóncava-convexa. |
|||
Apariencia :
 quitar la red |
|||
|
Causa de ocurrencia:
1. Tiempo de inmersión insuficiente del perfil de decapado reelaborado en el tanque de inmersión en ácido sulfúrico;2. Tiempo de desmoldeo por ataque alcalino insuficiente. |
|||
|
Contramedidas:
1. Ampliar el tiempo de inmersión de la solución de ácido sulfúrico;2. Amplíe el tiempo de grabación alcalina. |
|||
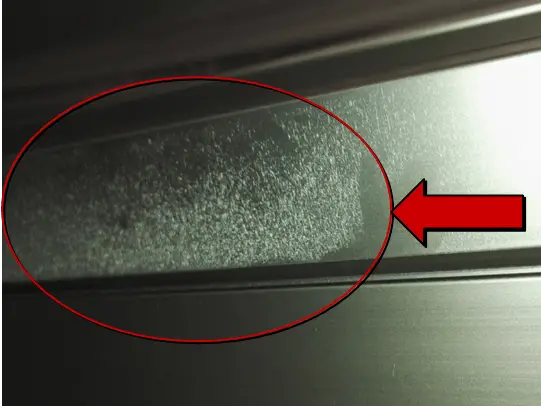
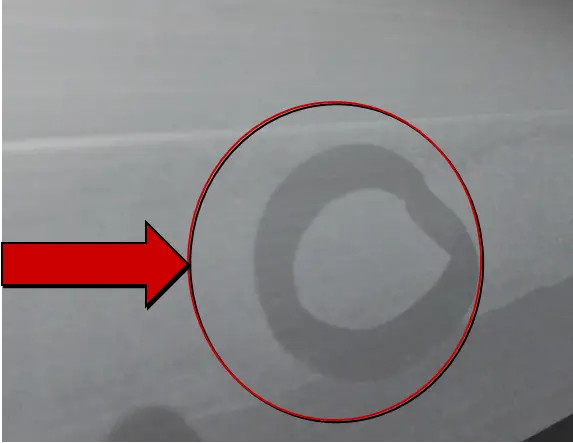
09 Corrosión del agua de enjuague
| Nombre | Corrosión del agua de enjuague | Causa | |
| Definición : corrosión por picaduras producida al lavar con agua provocada por las impurezas contenidas en los materiales. | |||
|
Características : parece un copo de nieve.
Hay una mancha negra en el centro de la mancha como núcleo, que se extiende y extiende muchas garras, como un pulpo en el mar. |
|||
Apariencia :
 Corrosión del agua de enjuague |
|||
|
Causa de ocurrencia:
1. El perfil extruido contiene una pequeña cantidad de zinc o galio, que reacciona con iones Cl – o f en el tanque de lavado con agua después del proceso de tratamiento de neutralización;2. Una vez neutralizado el material embrionario, permanece en el tanque de agua durante mucho tiempo;3. El fregadero está contaminado. |
|||
|
Contramedidas :
1. Monitorear el proceso de producción de barras de aluminio y controlar el contenido de zinc o galio;2. Controlar la velocidad de producción del material para garantizar que el material embrionario no permanezca en remojo durante un máximo de 10 minutos;3. Concentración de ácido nítrico en el tanque de neutralización ≥ 5% (5% – 8%);4. Aumente el volumen de drenaje para garantizar que el fregadero esté limpio. |
|||
10 color blanco
| Nombre | el color blanco | Causa | Proceso de fundición, extrusión y oxidación. |
| Definición : trazas de puntos blancos o incoloros en la superficie del aluminio sin pelar la película de óxido. | |||
| Características : A diferencia del “peeling”, es una mancha blanca parecida a un defecto con descamación. La mancha blanca es que la grieta se genera en la película y no se ha formado. En la película de piel normal, su parte periférica no está coloreada, que está más en la dirección de extrusión, y hay una sensación en la mano al tocarla con las manos. | |||
Apariencia :
 el color blanco |
|||
|
Causa de ocurrencia:
1. Hay inclusiones en la aleación que hacen que la película de óxido sea discontinua;2. La niebla alcalina se adhiere a la película de óxido. |
|||
|
Contramedidas:
1. Controlar estrictamente el proceso de fundición de varillas;2. Organizar la oxidación de la pieza de trabajo después de la línea superior lo antes posible;3. Mejorar las instalaciones de ventilación del taller. |
|||
11 quema eléctrica
| Nombre | quema electrica | Causa | Anodizado y operación |
| Definición : Durante el tratamiento de oxidación anódica, la densidad de corriente es muy alta localmente, lo que genera una apariencia de quemadura o descarga eléctrica. | |||
| Características : aparecen marcas de quemaduras sobre la película de óxido, generalmente negras o amarillas. En casos severos, el perfil se rompe. | |||
Apariencia :
 quema electrica |
|||
|
Causa de ocurrencia:
1. Densidad de corriente de oxidación excesiva;2. El cortocircuito ocurre cuando el aluminio está en contacto con la placa del cátodo;3. Mal contacto entre el aluminio y la fijación;4. La corriente aumenta muy rápidamente durante la oxidación anódica;5. El cátodo está dañado y el área es demasiado pequeña; Medidas preventivas. |
|||
|
Contramedidas:
1. La densidad de corriente de oxidación no debe ser demasiado alta y la densidad de corriente debe controlarse entre 1,2 y 1,5 mA/dm²;2. Se debe controlar bien la distancia entre los postes al bajar la ranura, y está estrictamente prohibido que los perfiles toquen la placa catódica;3. Se debe pulir la fila superior de barras, se deben apretar los tornillos doblados y se debe apretar la cabeza del material durante la fijación;4. La configuración actual del tiempo de subida suave debe cumplir los requisitos;5. Reemplace la placa catódica dañada a tiempo. |
|||
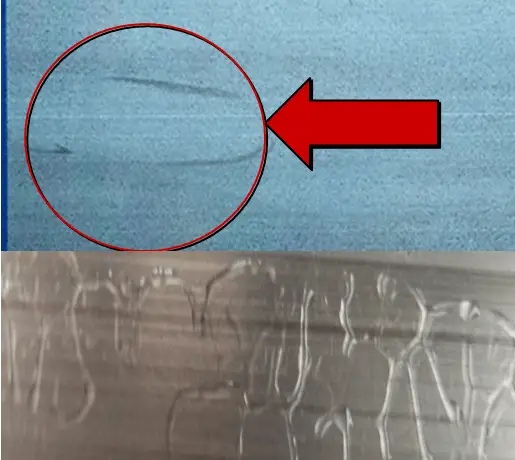
12 Excoriación
| Nombre | Escoria | Causa | Extrusión, fundición, molde. |
| Definición : Hay inclusiones no metálicas en la estructura metálica, que se pueden ver a simple vista en la muestra a bajo aumento. Después del tratamiento de oxidación, la superficie de los productos metálicos quedará expuesta, lo que se puede ver a simple vista o sentir tocando los productos con las manos. | |||
| Características : generalmente tiene una forma de línea discontinua y es consistente con la dirección de extrusión. Es invisible después de la extrusión y visible después del tratamiento de oxidación. | |||
Apariencia :
 Excoriación |
|||
|
Causa de ocurrencia:
1. El cilindro de extrusión no está centrado con la varilla de extrusión, de modo que los cuerpos extraños en la capa superficial del lingote o en la pared interior del cilindro de extrusión quedan envueltos y aparecen en la superficie del perfil extruido;2. Porque la posición del orificio del troquel está muy cerca del círculo exterior durante el diseño del troquel. |
|||
|
Contramedidas :
1. En el diseño de moldes, el orificio del molde debe ubicarse en el centro del molde en la medida de lo posible; Para perfiles huecos, se debe reducir el círculo circunscrito del orificio de derivación;2. Verifique periódicamente la alineación del cilindro de extrusión y la varilla de extrusión y ajústelos a tiempo para dejar más presión residual;3. Retire los cuerpos extraños de la pared interior del cilindro de extrusión y de la almohadilla de extrusión fija;4. Reducir la temperatura de la almohadilla de extrusión y evitar la lubricación excesiva;5. Aumente la temperatura del cilindro de extrusión y del lingote. |
|||
13 pelar
| Nombre | Peladura | Causa | Anodizado y coloreado |
| Definición: Al colorear, la película de óxido se desprende en forma de medio punto, produciendo manchas incoloras. | |||
| Características: Los puntos o bloques blancos se distribuyen irregularmente en la superficie de los perfiles y no se siente la mano al tocarlos. | |||
Apariencia:
 Anodizado y coloreado |
|||
|
Causa de ocurrencia:
1. El voltaje de coloración es demasiado alto o el tiempo de coloración es demasiado largo;2. La solución colorante está contaminada;3. La película barrera formada durante la oxidación es muy fina o irregular. |
|||
|
Contramedidas:
1. Corregir las condiciones de tinción;2. Eliminar impurezas;3. Aumentar el voltaje de oxidación. |
|||
14 Punto Negro
| Nombre | Punto negro | Causa | oxidación anódica |
| Definición : hoyo de corrosión negro en forma de estrella en la superficie del aluminio. | |||
| Características : tiene forma de punto negro y distribución irregular, sin película de óxido en la zona de los puntos de corrosión. | |||
Apariencia :
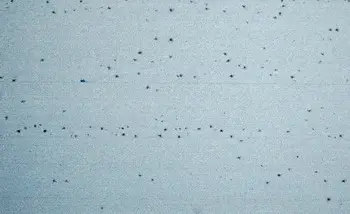 Puntos negros |
|||
|
Causa de ocurrencia:
1. La concentración de iones cloruro en el electrolito oxidante es demasiado alta. |
|||
|
Contramedidas:
1. Reemplace el líquido del tanque para garantizar la estabilidad del líquido del tanque de oxidación. |
|||
15 orificios
| Nombre | agujero estenopeico | Causa | Anodizado y operación |
| Definición : Debido a la gran diferencia entre el coeficiente de expansión térmica de la película de óxido y la matriz de aluminio, la película de óxido se agrieta y daña bajo fuerza externa o alta temperatura. | |||
| Características : Cuando se observa en dirección inclinada hacia la superficie con luz brillante, se pueden ver escamas escamosas. | |||
Apariencia :
 Agujerito |
|||
|
Causa de ocurrencia:
1. El tiempo de sellado del orificio es demasiado largo;2. El material con alto contenido de película se agita sin aire; El calor no se intercambia a tiempo;3. El resultado final es un manejo descontrolado, la tensión en el perfil es demasiado grande y la película de óxido se agrieta. |
|||
|
Contramedidas:
1. Ajustar el tiempo de sellado del orificio;2. Airear y agitar cuando el material con alto contenido de película esté oxidado;3. Estandarizar la operación de resultados. |
|||
16 iridiscencia
| Nombre | Iridiscencia | Causa | Sellado de agujeros |
| Definición : también conocida como película arco iris o película de interferencia, es un fenómeno de interferencia de la luz, que indica la existencia de una película superficial. | |||
| Características : El color del arco iris se puede ver cuando se mira en la dirección inclinada hacia la superficie. | |||
Apariencia :
 Iridiscencia |
|||
|
Causa de ocurrencia:
1. En el orificio del termosellado, el sellado deficiente se debe a la presencia de sílice y fosfato;2. En los orificios de sellado en frío, el sellado excesivo se debe a una concentración demasiado alta del líquido del tanque de sellado, una temperatura demasiado alta del tanque, un tiempo de sellado demasiado prolongado, etc.;3. Mala oxidación anódica y electrólisis;4. La película selladora está corroída. |
|||
|
Contramedidas :
1. Ajustar la composición del líquido en el tanque;2. Reducir adecuadamente la temperatura del líquido del tanque y reducir el tiempo de sellado del orificio;3. Reducir el contenido de iones de níquel en la ranura de sellado;4. Limpie periódicamente la espuma líquida del tanque y filtre el líquido del tanque con frecuencia para mantenerlo limpio. |
|||
17 estenopeico (película)
| Nombre | Agujero (película) | Causa | Eliminación de aceite por electroforesis. |
| Definición : corrosión puntiforme. | |||
| Características : la superficie de la película de pintura está dispuesta irregularmente con pequeños agujeros como depresiones o perforaciones. Cuando se mira en dirección inclinada con respecto a la superficie, los agujeros en la película de pintura son más claros. | |||
Apariencia :
 Agujero (película) |
|||
|
Causa de ocurrencia:
1. Cuando el material de aluminio ingresa al tanque de electroforesis, se aspiran burbujas o aire en la superficie de la solución de tinta;2. Hay entrada de aire al sistema de circulación;3. El blindaje del cátodo está débil o la bolsa antiespumante está dañada y hay finas burbujas en la solución de tinta;4. El voltaje de electroforesis es muy alto y la reacción electrolítica es violenta, lo que produce burbujas;5. Las impurezas mezcladas en la pintura electroforética se adhieren a la película de pintura;6. La temperatura del baño de electroforesis es demasiado alta;7. El bajo valor de pH de la solución del tanque de electroforesis y el exceso de solvente disminuyen la capacidad de polarización de la película de pintura, lo que resulta en una pobre capacidad para resistir las impurezas;8. Mal desengrasado previo al tratamiento;9. La superficie de la pieza en bruto está corroída debido al largo tiempo de almacenamiento. |
|||
|
Contramedidas :
1. La ranura inferior debe inclinarse y agitarse hacia arriba y hacia abajo varias veces;2. Verificar periódicamente el funcionamiento del equipo;3. Reemplace la bolsa antiespumante;4. Reducir el voltaje de electroforesis;5. Reemplace la bolsa del filtro regularmente;6. La temperatura del tanque de electroforesis debe controlarse dentro del rango del proceso;7. Ajustar los parámetros del proceso de líquido del tanque al rango normal;8. Aumente la intensidad desengrasante del pretratamiento, agregue ácido nítrico regularmente y mejore la resistencia a la pasivación9. El embrión extruido debe oxidarse y someterse a electroforesis a tiempo. |
|||
18 aberración cromática
| Nombre | Aberración cromática | Causa | Coloración y funcionamiento. |
| Definición : diferencia visual de color | |||
| Alimentos F : diferencia de color entre el aluminio oxidado y el aluminio estándar | |||
Apariencia :
 Aberración cromática |
|||
|
Causa de ocurrencia:
1. Mala conductividad;2. La abrazadera no está apretada;3. La coloración es inexacta. |
|||
|
Contramedidas :
1. Pulir la castaña de agua de la varilla conductora hasta que quede expuesto el color del sustrato;2. Asegure bien el material para evitar que se afloje;3. El colorista debe comprobar el color estrictamente de acuerdo con la carta de colores estándar y corregir cualquier desviación a tiempo. |
|||
19 Mancha de baba ácida
| Nombre | Mancha de baba ácida | Causa | Operación |
| Definición : la superficie del perfil está corroída por agua ácida y alcalina. | |||
| Características : hay marcas de flujo blancas o puntos redondos en la superficie del perfil | |||
Apariencia :
 Mancha de baba ácida |
|||
|
Causa de ocurrencia:
1. La solución ácida y alcalina fijada en el accesorio o estante de material no se limpia completamente en el proceso de lavado con agua posterior y fluye hacia la superficie del aluminio;2. Hay una solución ácido-base en la superficie de aluminio que no se ha limpiado;3. Una vez que se completa el sellado, los materiales restantes se cruzan desde el área de drenaje. |
|||
|
Contramedidas:
1. Limpie a fondo el soporte de sujeción y el material;2. El perfil de la pequeña cavidad interna debe limpiarse varias veces;3. No cruzar con otros bastidores de materiales;4. Asegurar que los parámetros del proceso de cada tanque de lavado cumplan con los requisitos de producción;5. Al bajar el tanque de oxidación, lavar la viga conductora con una tubería de agua. |
|||
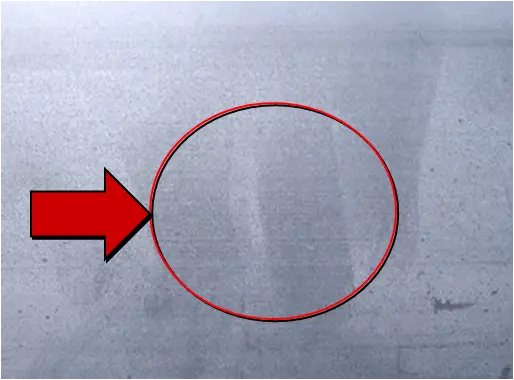
20 Obscenidad de sellado
| Nombre | Sellando obscenidad | Causa | Sellado de agujeros |
| Definición : Después de sellar el agujero, se fija una capa de material calcificado a la superficie del perfil. | |||
| Características : la superficie del perfil oxidado se fija con ceniza blanca borrable y la superficie del perfil coloreada se fija con ceniza amarilla indeleble. | |||
Apariencia:
 Sellando obscenidad |
|||
|
Causa de ocurrencia:
1. El ion de calcio o magnesio en el tanque de sellado es demasiado alto;2. La turbidez en la ranura de sellado es absorbida por la superficie de aluminio, que no se limpia en el proceso de lavado con agua posterior;3. El tiempo de sellado del orificio es demasiado largo;4. El líquido sellador está envejecido. |
|||
|
Contramedidas:
1. Asegúrese de que la ranura esté seca después del lavado;2. Aumentar la filtración de líquido del tanque de sellado para reducir la sedimentación;3. Mantenga el tiempo de sellado del orificio;4. Configure un nuevo líquido en el tanque. |
|||
21 No hay películas locales
| Nombre | No hay películas locales | Causa | Electroforesis y operación. |
| Definición : Cuando se aplica un recubrimiento electroforético, el perfil de aluminio no se recubre con una película de pintura orgánica. | |||
| Características : En comparación con el perfil con película de pintura en la superficie, el brillo es menor y la sensación en la mano es áspera y conmovedora. | |||
La apariencia :
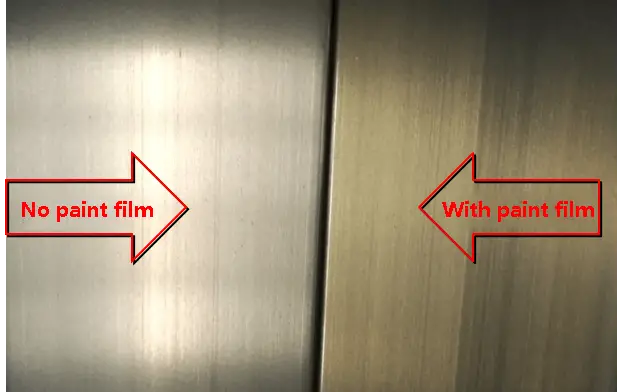 No hay películas locales |
|||
|
Causa de ocurrencia:
1. Mala conductividad; 2. El tiempo de remojo en los tanques de lavado con agua RO1 y RO2 es demasiado largo; 3. El contenido de disolvente en el tanque de lavado con agua es demasiado alto; 4. El valor de pH del tanque de electroforesis es demasiado alto; 5. La temperatura del tanque de agua caliente es demasiado alta, el tiempo de remojo es prolongado y el orificio de la película de óxido está cerrado. |
|||
|
Contramedidas:
1. Verifique que la línea y la barra de conexión estén apretadas; 2. Controle estrictamente el tiempo de inmersión del tanque de lavado con agua (2-3 minutos); 3. Controlar el contenido de disolvente según los requisitos del proceso; 4. El valor de pH del líquido del tanque debe detectarse con frecuencia y refinarse a tiempo cuando sea alto; 5. Controle estrictamente el proceso del tanque de agua caliente. |
|||
22 Mancha de polvo
| Nombre | Mancha de polvo | Causa | electroforesis |
| Definición : materia extraña granular fina formada por polvo y otras materias extrañas que se adhieren a la superficie o debajo de la película de pintura. | |||
| Características : los puntos están distribuidos irregularmente en la superficie de los perfiles y hay una sensación de protuberancia al tocarlos con las manos. | |||
La apariencia:
 Mancha de polvo |
|||
|
Causa de ocurrencia:
1. El tanque de lavado con agua antes del proceso de pintura electroforética no está limpio o la conductividad es demasiado alta; 2. Hay impurezas mecánicas gruesas en la solución del tanque de electroforesis; 3. Los objetos flotantes, como el polvo del aire del taller, caen sobre los materiales de aluminio colocados en el área de drenaje; 4. Hay polvo y otras impurezas en el horno de curado. |
|||
|
Contramedidas:
1. Reemplace el agua en el tanque de lavado y verifique periódicamente la calidad del agua; 2. Fortalecer la frecuencia de filtración de la solución del tanque de electroforesis y reemplazar la bolsa de filtro; 3. El taller de electroforesis debe tener un sistema de circulación de aire independiente y limpiarse diariamente; 4. Limpie periódicamente el horno de curado y limpie o reemplace la rejilla del filtro de circulación de aire caliente. |
|||
23 Burbuja (película)
| Nombre | Burbuja (película) | Causa | Electroforesis y operación. |
| Definición : marca de burbuja en la superficie del perfil debido a la fijación de burbujas | |||
| Características : rastros de burbujas circulares generalmente irregulares y de diferentes tamaños. | |||
La apariencia:
 Burbuja (película) |
|||
|
Causa de ocurrencia:
1. Cuando el material de aluminio se sumerge en el tanque de electroforesis, quedará envuelto en burbujas o aire en la superficie de la solución de tinta; 2. La solución de tinta contiene pequeñas burbujas; 3. Hay muchas burbujas en la superficie de aluminio y la pintura líquida tiene poca fluidez y no se puede eliminar; 4. El ángulo de inclinación no es suficiente en el proceso de entrada del aluminio en la ranura; 5. La válvula de entrada de tinta no está bien cerrada y se inhala aire; 6. El contenido de disolvente A en el líquido del tanque es bajo. |
|||
|
Contramedidas:
1. Aumente la pendiente de la ranura del perfil inferior, baje la ranura lentamente, espere 30 segundos después de bajar la ranura y realice una electroforesis después de energizarla; 2. Compruebe si la bolsa antiespuma está dañada; 3. Agregue una cierta cantidad de solvente B o aumente la circulación; 4. Siempre verifique el estado de cierre de la válvula después de bombear el líquido de pintura; 5. Agregue una cantidad adecuada de solvente A. |
|||
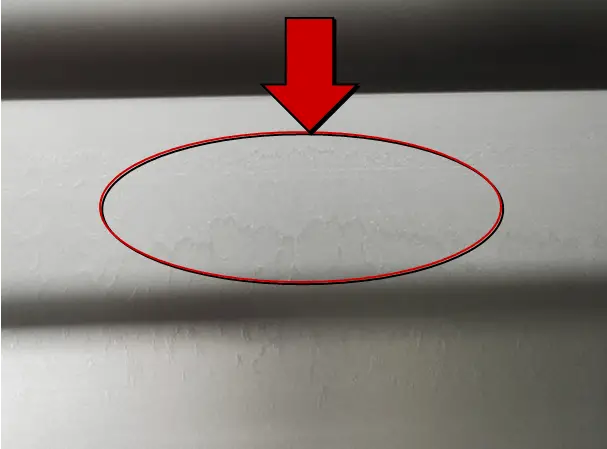
24 Padre ( JIS )
| Nombre | Polvo (JIS) | Causa | Electroforesis y anodización. |
| Definición : Después del anodizado, se forma un polvo blanco en la superficie de la película. | |||
| Características : después del anodizado, la película se convierte en un polvo blanco y opaco; Es fácil limpiar el polvo manualmente. | |||
La apariencia:
 Trabajo (JIS) |
|||
|
Causa de ocurrencia:
1. La temperatura del electrolito es demasiado alta; 2. La concentración de iones de aluminio es demasiado alta; 3. Densidad de corriente excesiva; 4. Tiempo de oxidación muy largo; 5. Tiempo de remojo demasiado prolongado después de la oxidación; 6. Mezcla insuficiente del líquido del tanque de oxidación; 7. Los materiales suspendidos locales son muy densos. |
|||
|
Contramedidas:
1. Ajustar la temperatura del líquido del tanque; 2. A menudo separa el exceso de iones de aluminio; 3. Utilice la densidad de corriente adecuada; 4. Toma el tiempo de oxidación; 5. Controlar el tiempo de inmersión; 6. Ventile completamente y revuelva durante el anodizado; 7. Controla la distancia entre las líneas superiores. |
|||
25 años Ellowing (película de óxido anódico combinado)
| Nombre | amarillamiento (película de óxido anódico combinado) | Causa | Anodizado, electroforesis |
| Definición : fenómeno de la película de pintura amarilla o de la película de óxido. | |||
| Características : la película compuesta de perfil aparece amarilla en su conjunto. | |||
| La apariencia : | |||
|
Causa de ocurrencia:
1. El recubrimiento es demasiado grueso; 2. La temperatura de curado es demasiado alta o el tiempo de curado es demasiado largo; 3. El tanque de electroforesis está contaminado; 4. Calidad anormal de la tinta electroforética; 5. Después de la oxidación, remoje en el tanque de agua durante mucho tiempo, lo que provocará que la película de óxido se vuelva amarillenta y el producto se vuelva amarillento debido a la transparencia de la película de pintura; |
|||
|
Contramedidas:
1. Mejorar las condiciones de pintura y reducir el espesor del recubrimiento; 2. Ajustar la temperatura del horno al rango requerido por el proceso; 3. Líquido del tanque de electroforesis de refinación; 4. Adquirir tinta electroforética de calidad estable y realizar inspecciones periódicas de muestreo para comprobar la estabilidad de la calidad; 5. Controlar la calidad del agua y el tiempo de lavado con agua después de la oxidación. |
|||
26 color opaco
| Nombre | color opaco | Causa | electroforesis |
| Definición : Una vez curado el perfil electroforético, la superficie del perfil se fija con pintura electroforética granular. | |||
| Características : Generalmente se distribuye de forma irregular sobre la superficie del perfil y las partículas adheridas son grandes y pequeñas. | |||
| La apariencia : | |||
|
Causa de ocurrencia:
1. El tanque de electroforesis principal y el tanque de lavado con agua RO no se han limpiado durante mucho tiempo y la pared del tanque está fijada con pintura vieja solidificada, que se raya y se fija en el perfil durante la producción; 2. Cuando se mezcla ácido en el tanque de electroforesis principal o en el tanque de lavado con agua RO, parte de la resina de recubrimiento se condensa y se adhiere al perfil; 3. Al agregar solución de tinta al tanque de electroforesis principal, la mezcla es desigual y la emulsificación no está completa. |
|||
|
Contramedidas:
1. Limpie periódicamente el tanque de electroforesis principal y el tanque de lavado con agua RO para reducir la tinta vieja que se adhiere al tanque; 2. Evite que el ácido se mezcle en el tanque de electroforesis principal y en el tanque de lavado con agua RO; 3. Cuando agregue solución de tinta al tanque principal de electroforesis, revuelva durante al menos 30 minutos y bombee al tanque principal después de completar la emulsificación. |
|||
27 Mancha de baba ácida (película)
| Nombre | mancha de baba ácida (película) | Causa | electroforesis |
| Definición: Una vez curado el perfil electroforético, quedan manchas de tinta o marcas de flujo de tinta en la superficie del perfil. | |||
| Características : Hay manchas de tinta irregulares o marcas de flujo de tinta en la superficie de la película de tinta. | |||
La apariencia :
 mancha de baba ácida (película) |
|||
|
Causa de ocurrencia:
1. El tiempo de retención después de la electroforesis fuera del tanque es demasiado largo; 2. Concentración de recubrimiento inadecuada; 3. Lavado insuficiente después de la electroforesis; 4. El contenido de sólidos del tanque de lavado RO2 es demasiado alto; 5. Hay gotas de agua ácido-base en el haz conductor. |
|||
|
Contramedidas:
1. El tiempo de residencia de la electroforesis después del ranurado debe ser de 1 min; 2. Controlar la concentración del recubrimiento estrictamente de acuerdo con los requisitos del proceso; 3. Ampliar adecuadamente el tiempo de lavado después de la electroforesis; 4. Reducir el contenido de sólidos del tanque de lavado con agua RO2; 5. El proceso de oxidación debe rociar completamente agua para lavar la viga. |
|||
28 Mancha de agua
| Nombre | Mancha de agua | Causa | Electroforesis y operación. |
| Definición : también conocida como marca de agua, se refiere al patrón en forma de mancha o gota de agua causado por gotas de agua adheridas a la superficie de la película de pintura (especialmente la superficie de la película de pintura en una posición horizontal o inclinada) antes o durante la curación. . | |||
| Características : es fácil de presentarse en la parte horizontal o inclinada, con distribución irregular, y su forma es punteada o en forma de gota. | |||
| La apariencia : | |||
|
Causa de ocurrencia:
1. Las gotas de agua se adhieren a la superficie de la película de pintura semiseca, lo que provoca cambios de brillo durante el curado; 2. Hay impurezas en las gotas de agua adheridas a la superficie de la película de pintura, que cambian el brillo o el color; 3. La calidad del agua del lavado anterior con agua pura caliente no está calificada o el tiempo de remojo es corto. |
|||
|
Contramedidas:
1. Ampliar el tiempo de drenaje; Asegúrese de tener suficiente agua caliente y tiempo de remojo. |
|||
29 Burbuja (de color)
| Nombre | Burbuja (de color) | Causa | Extrusión, anodizado, operación. |
| Definición : el gas producido en la coloración electrolítica o el aire utilizado para agitar permanece en la grieta o esquina del material y cubre la capa de la película de óxido, de modo que los iones metálicos coloreados no pueden ingresar al diámetro de los poros de la película de óxido y formar puntos de burbujas coloridos. . | |||
| Características : el espacio o la esquina del material, la película local es demasiado delgada o nula y hay burbujas residuales en la superficie de la película de óxido anódico. Si se realiza tinción electrolítica, no será posible obtener un color uniforme. | |||
|
La apariencia:
Burbuja (de color) |
|||
|
Causa de ocurrencia:
Ángulo de elevación inadecuado; Velocidad de canal muy rápida; La forma del aluminio no favorece la eliminación de gases; La bolsa antiespuma está dañada. |
|||
|
Contramedidas:
Controlar la inclinación de la ranura inferior; Ampliación del tiempo de preimpregnación; Las bolsas antiespumante dañadas deben reemplazarse a tiempo. |
|||
2. Defectos de apariencia y desempeño de productos de tratamiento de superficies oxidadas.
Los defectos de apariencia y rendimiento de los productos de tratamiento de superficies oxidadas incluyen principalmente sellado de orificios no calificado, espesor de película de óxido no calificado, dureza de lápiz no calificado de la película de pintura, resistencia a la corrosión no calificada de la película de pintura, etc.
Generalmente, una vez que se producen dichos defectos, suelen descartarse en lotes, lo que genera grandes pérdidas, que deben evitarse de vez en cuando.
30 Fallo del sello
| Nombre | Fallo del sello | Causa | Sellado de agujeros |
| Definición : la pérdida de peso del sello del orificio no cumple con GB/t5237 | |||
| Características : la calidad del sellado no logra el efecto esperado. El lápiz a base de agua se utiliza para teñir la mancha, que no se puede quitar después del secado. | |||
La apariencia :
 Fallo del sello |
|||
|
Causa de ocurrencia:
1. Tiempo de sellado de orificios insuficiente; 2. La temperatura de sellado es baja; 3. El valor de pH de la solución del tanque no está dentro del rango del proceso; 4. El espesor de la película de óxido excede considerablemente el espesor de película especificado. |
|||
|
Contramedidas:
1. Ampliar el tiempo de sellado del orificio; 2. Ajustar la temperatura de sellado; 3. Ajustar los parámetros del líquido del tanque al rango del proceso; 4. Mida el espesor de la película de óxido y determine el tiempo de sellado según el espesor real de la película. |
|||
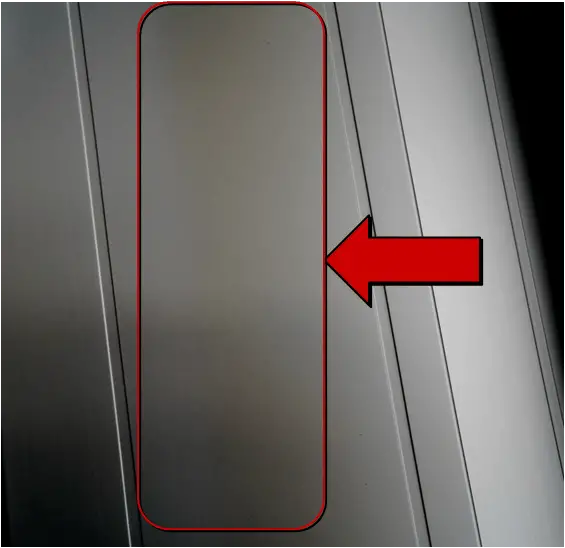
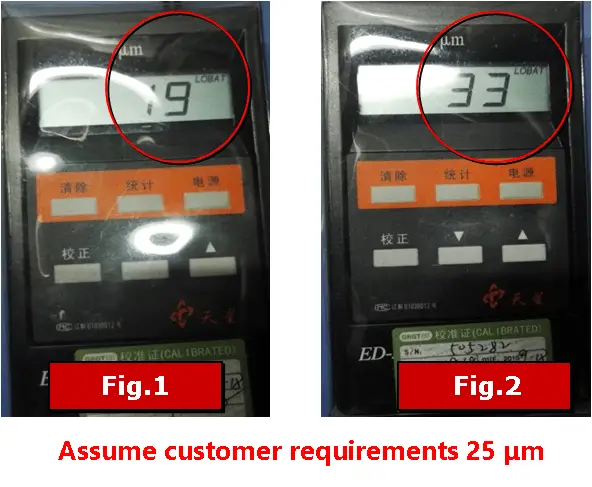
31 El espesor de la película de óxido no cumple con la norma.
| Nombre | El espesor de la película de óxido no cumple con los estándares. | Causa | oxidación anódica |
| Definición : El espesor de la película de óxido no cumple los requisitos. | |||
|
Características : el espesor de la película de óxido obtenida después del anodizado no satisface las necesidades del cliente, como se muestra en la Figura 1 a continuación;
O exceder seriamente los requisitos del cliente como se muestra en la siguiente figura. En este momento, aunque el cliente pueda aceptarlo, no es aconsejable aumentar el coste de oxidación; Estándar de espesor de película de óxido. |
|||
La apariencia:
 El espesor de la película de óxido no cumple con los estándares. |
|||
|
Causa de ocurrencia:
1. Cálculo inexacto del tiempo de oxidación; 2. La corriente de salida del generador de silicio no coincide con la configuración; 3. La barra de encuadernación está suelta. |
|||
|
Contramedidas:
1. Calcule el tiempo de oxidación apropiado en estricta conformidad con la norma; 2. Verifique con frecuencia el valor de salida actual real de la máquina de óxido de silicio para facilitar la producción y ajustar el tiempo de oxidación a tiempo; 3. Se deben fortalecer los vínculos y los acuerdos. |
|||
32 La dureza del lápiz no está calificada.
| Nombre | La dureza del lápiz no está calificada. | Causa | electroforesis |
| Definición : película de pintura electroforética perfil de dureza del lápiz <3H | |||
| Características : use una cuchilla para dibujar una parte de la película de pintura, muélala manualmente en forma de hoja o rollo, y la película de pintura está mal rociada | |||
| La apariencia : | |||
|
Causa de ocurrencia:
1. La temperatura del agua del tanque de agua caliente es baja y no cumple con los requisitos del proceso; 2. La temperatura y el tiempo de curado no cumplen con el límite inferior de los requisitos del proceso; 3. Remojar en agua caliente durante mucho tiempo y se cerrará la película de óxido; 4. Envejecimiento del líquido del tanque; 5. La proporción de combinación de monómero duro y monómero blando en la tinta original no cumple con los requisitos. |
|||
|
Contramedidas:
1. Mantenga la temperatura del tanque de agua caliente dentro del rango del proceso; 2. Ajuste la temperatura del horno de curado y el tiempo de curado de acuerdo con el rango del proceso; 3. Controle el tiempo de remojo del tanque de agua caliente a aproximadamente 6 minutos; 4. Reemplace algo de líquido en el tanque; 5. Ajuste la proporción de combinación de monómero duro y monómero blando en la tinta original. |
|||
33 La resistencia a la corrosión no está calificada.
| Nombre | La resistencia a la corrosión no está calificada. | Causa | electroforesis |
| Definición : el control de la resistencia a la corrosión de la película de pintura no cumple con GB/t5237 | |||
| Recurso ; | |||
| La apariencia : | |||
| Causa de ocurrencia:
1. El espesor de la película de pintura no cumple con los requisitos de la norma nacional; 2. El tanque de agua caliente y el tanque de agua pura están contaminados; 3. El índice de acidez del líquido en el tanque es alto; |
|||
|
Contramedidas:
1. Verifique periódicamente el espesor de la película de pintura para garantizar que cumpla con los requisitos de la norma nacional; 2. Reemplace con frecuencia las bolsas de filtro del tanque de agua caliente y del tanque de agua pura, detecte regularmente el valor de pH del líquido del tanque y reemplace oportunamente parte del líquido del tanque si excede el rango del proceso; 3. Separe la torre C varias veces y ajuste el índice de acidez dentro del rango normal del proceso. |
|||
3. Precisión dimensional de productos de tratamiento de superficies oxidadas.
El tratamiento superficial de oxidación tiene poco impacto en el tamaño de los productos.
Hay pocos defectos de este tipo, que a menudo se desembocan en el proceso anterior.
El impacto de este proceso se concentra principalmente en dos defectos: marcas de unión excesivas y espesores de pared finos reelaborados.
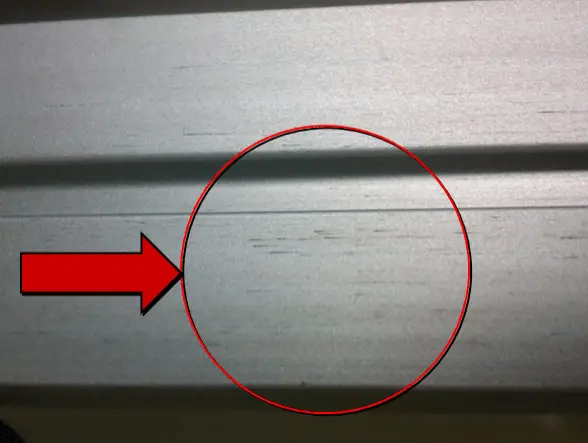
34 Impresión del dispositivo de sujeción
| Nombre | Impresión del dispositivo de sujeción | Causa | Operación |
| Inglés | Impresión del dispositivo de sujeción | ||
| Definición : La marca vinculante excede los requisitos del dibujo. | |||
|
Características : durante el tratamiento superficial, el contacto entre el aluminio y el soporte afecta a la impresión producida por el tratamiento superficial de esta pieza.
Esta línea es inevitable, pero no puede exceder la longitud limitada por el cliente, de lo contrario no será calificada. |
|||
La apariencia :
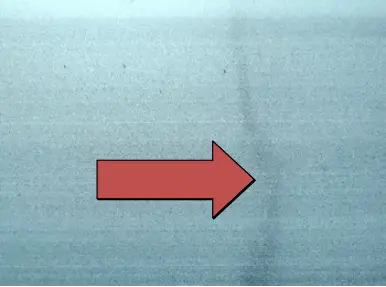 marca de línea de amarre |
|||
|
Causa de ocurrencia:
1. El posicionamiento de la varilla conductora en la línea superior no es preciso; 2. El hilo de unión superior está suelto, lo que hace que el perfil se mueva hacia arriba y hacia abajo y se desplace durante el pretratamiento; 3. El ángulo de conexión y el ángulo de la ranura inferior son insuficientes. 4. La especificación de la varilla conductora no cumple con los requisitos del proceso. |
|||
|
Contramedidas:
1. La distancia entre las varillas conductoras debe determinarse durante la línea superior y las líneas de conexión superior e inferior deben ser consistentes. Para piezas con requisitos especiales, se deben utilizar varillas conductoras y accesorios especiales; 2. Se debe utilizar amarre de alambre de aluminio para la fila superior y el perfil no debe quedar suelto. Se debe utilizar fijación en la fila superior para garantizar que el perfil no se deslice hacia arriba y hacia abajo; 3. Ate y disponga desde el orificio inferior de la varilla conductora para garantizar que haya suficiente inclinación angular en ambos extremos. Al bajar la ranura, el ángulo debe ser mayor a 30°; 4. La varilla conductora debe cumplir con los requisitos de la especificación de operación para varilla conductora en el taller de oxidación, y aquellas que no cumplan con los requisitos deben ser reemplazadas a tiempo. |
|||
35 Falta de espesor de pared
| Nombre | Espesor de pared de retrabajo | Causa | Operación |
| Definición : El espesor de la pared de los productos reelaborados es menor que los requisitos del cliente. | |||
| Características : A menudo se produce en productos reelaborados repetidamente y la medición del espesor de la pared es menor que el límite inferior requerido por los clientes. | |||
| La apariencia : | |||
|
Causa de ocurrencia:
1. El tamaño de los materiales extruidos recibidos no está calificado; 2. El proceso de oxidación ha sido reelaborado muchas veces. |
|||
|
Contramedidas:
1. Fortalecer la inspección del material recibido en la línea superior; 2. Intente fabricar productos terminados con éxito de una sola vez. |
|||







