La galvanización en caliente es un método de tratamiento de elementos de acero utilizados en la construcción. Proporciona una mejor garantía para el material que otros métodos de protección.
El galvanizado proporciona resistencia a la corrosión y protege las estructuras, especialmente en ambientes corrosivos.
Es un proceso mediante el cual se crea una capa de zinc en la superficie del acero hasta una profundidad especificada en la especificación o norma correspondiente.
Básicamente existen dos procesos para proteger los componentes de la corrosión: galvanizado y pintura.
Los mayores costes de mantenimiento, las inspecciones periódicas, los retoques periódicos y los repintados debido al desgaste de la pintura han hecho que el galvanizado en caliente se vuelva cada vez más popular debido a su mayor durabilidad.
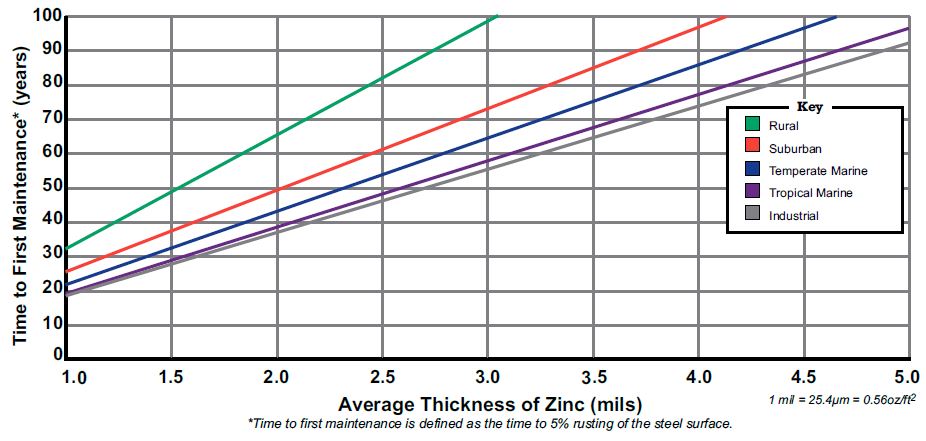
La Figura 01 muestra el tiempo hasta el primer mantenimiento dependiendo del espesor de la capa de zinc.


Se aplican diferentes normas al galvanizado en caliente. Dependiendo de las especificaciones del proyecto, se deben utilizar estándares apropiados. ASTM A123, ASTM A153, ASTM A384, BS 729, EN ISO 1461, etc. debe ser consultado según sea necesario.
El proceso de galvanizado es el siguiente.
- limpieza
- fluir
- Galvanización
- Cuidados posteriores (opcional)
Todo el material de la superficie debe estar completamente limpio. Aceites, productos químicos, grasas, etc. debe retirarse antes de galvanizar.
Durante el proceso de fundente, la superficie del acero se humedece. Aplicación típica de 30 % de cloruro de amonio y zinc a temperaturas en el rango de 65 – 80 0 C
La galvanización se realiza sumergiendo el acero en un baño de zinc fundido.
El baño también se llama caldera y contiene al menos un 98% de zinc puro .
La temperatura rondaría los 450 0 C.
Cuando se sumerge, el zinc reacciona con el hierro (Fe) del acero y forma una capa de aleación rica en zinc, estando la capa superior de zinc compuesta 100% de zinc.
Además, todas las conexiones realizadas después del galvanizado deben atornillarse. No se permite taladrar ni soldar después del galvanizado en caliente.
A la hora de detallar los componentes también hay que tener en cuenta la longitud de la bañera.
El espesor de la capa de galvanizado debe ser superior a 85 mm para aceros con espesor superior a 6 mm. .
Además, al determinar el espesor de la capa de zinc también se debe tener en cuenta la velocidad de corrosión.
Los espesores a mantener se indican en la Tabla 3 de la Norma EN ISO 1461.


Baustahl.info ofrece información técnica sobre la pintura.







