
Abstrato:
Os conceitos de moldagem por sopro são um processo utilizado para produzir objetos ocos a partir de termoplásticos. O processo básico de moldagem por sopro tem duas fases fundamentais. Primeiro, é criado um parson (ou uma peça) de resina plástica quente em um formato um tanto tubular. Em segundo lugar, o ar comprimido é usado para expandir a peça quente e pressioná-la contra as cavidades do molde. A pressão é mantida até que o plástico esfrie. O processo de moldagem por sopro é usado para seções de parede finas. Nesta tese, o projeto do molde por sopro deve ser feito para uma garrafa com espessura de 0,5 mm. Esta espessura não pode ser preenchida em moldagem por injeção sob pressão. Portanto, a moldagem por sopro é considerada para o design de garrafas pet. O molde é preparado primeiro modelando a peça, extraindo o núcleo e a cavidade e gerando o programa CNC. O projeto da ferramenta de molde por sopro é feito no Pro/Engineer de acordo com os padrões HASCO. Um protótipo da garrafa pet usando molde de sopro também está incluído.
Introdução
Garrafa
Uma garrafa é um recipiente rígido com um gargalo mais estreito que o corpo e uma “boca”. As garrafas geralmente são feitas de vidro, argila, plástico, alumínio ou outros materiais impermeáveis e normalmente usadas para armazenar líquidos como água, leite, soft bebidas, tintas, produtos químicos e etc. Um dispositivo aplicado na linha de engarrafamento para selar a boca de uma garrafa é denominado tampa externa. A garrafa desenvolveu-se ao longo de milênios de uso, com alguns dos primeiros exemplos aparecendo na China, Fenícia, Roma e Creta. As garrafas são frequentemente recicladas de acordo com o código de reciclagem SPI do material. Algumas regiões possuem um depósito obrigatório por lei que é reembolsado após a devolução da garrafa ao varejista.
Garrafa de plástico
As garrafas de plástico variam desde garrafas de amostra muito pequenas até garrafões grandes. O plástico é orientado por deformação no processo de fabricação de moldagem por estiramento e sopro.
Moldes de plástico oco e tipo de moldagem
Moldagem por injeção
Quando se trata de moldagem por injeção, o plástico derretido será forçado em cavidades especiais do molde. Quando esfriam, o molde é removido. Na moldagem por injeção de plástico, o plástico aquecido é alimentado no molde, que se forma na peça à medida que esfria.
Moldagem por sopro
Este processo é praticamente comparável à moldagem por injeção, mas a única diferença é que, neste caso, o plástico líquido aquecido é derramado verticalmente do recipiente em forma de barril para os tubos fundidos., a parte de vácuo é criada. A maioria das garrafas, tubos ou recipientes são formados com este tipo de moldagem. A resina plástica quente é combinada com um gás pressurizado para preencher e pressionar a cavidade do molde, formando uma parte oca.
Moldagem por compressão
Este processo também trata de processos de molde de plástico, mas envolve a prensagem de pedaços de plástico sólido entre metades de molde altamente quentes. Assim, as peças criadas posteriormente foram resfriadas a ar. Este processo de moldagem também pode resultar em “linhas flash” de plástico extra, como na moldagem por injeção normal.
Moldagem de inserção de filme
Esta técnica de moldagem literalmente incorpora imagens sob o exterior das peças moldadas. Neste ponto, materiais semelhantes a filme ou tecido serão inseridos no molde. Então o plástico será injetado.
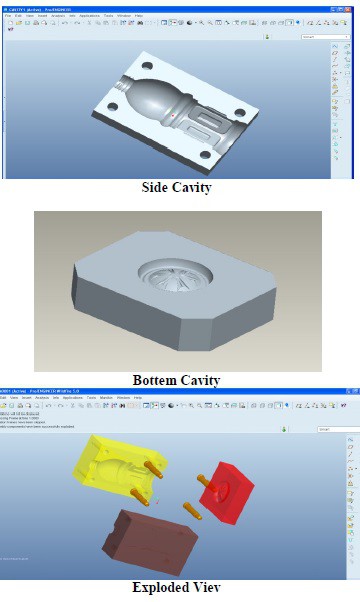
Extração de Molde por Sopro
Este processo é mais barato e rápido do que a fundição permanente ou em molde de areia. A maioria das peças de automóveis, como bomba de combustível, corpos de carburador, aquecedor de buzina, limpadores, suportes, volantes, cubos e cárteres, são feitas com esse processo.
Essencial: O núcleo que é a porção macho do molde forma a forma interna da moldagem.
Cavidade: A cavidade que é a porção fêmea do molde, confere à moldagem a sua forma externa. extração de núcleo e cavidade no Pro/Engineer
- Arquivo – novo-fabricação-núcleo e cavidade-OK
- Importe o modelo de referência e monte usando a opção Padrão
Selecione a opção de superfície de partição e crie uma superfície de partição
Selecione a opção de volume do molde no gerenciador de menus – selecione concluído – selecione a opção de superfície de partição – selecione a opção de divisão e então separa o volume em duas metades.
 matrizes de moldagem por sopro e punção
matrizes de moldagem por sopro e punçãoProcesso de manufatura
Ao projetar a ferramenta de molde para GARRAFA PET de ar, com os parâmetros agora podemos fabricar a GARRAFA PET de ar de acordo com as dimensões. O fluxograma do processo de fabricação da GARRAFA PET de ar é apresentado a seguir.
Matéria-prima
Aços para matrizes quentes são os materiais mais comumente usados em ferramentas de moldes. Eles têm excelente tenacidade, ductilidade e capacidade de endurecimento. Usados para matrizes muito grandes, especialmente com espessuras maiores que 200 mm. Também usados para forjamento a quente e morno e em ferramentas de extrusão, como matrizes complexas e também blocos fictícios, revestimentos, etc.
Conclusão
No meu projeto modelei uma garrafa pet no CATIAV5. O processo de fabricação de garrafas pet é a moldagem por estiramento e sopro. Projetei a matriz total para a garrafa pet sob a orientação de um especialista. Também preparei protótipo para garrafa e formato livre. Para validar a resistência da garrafa, é feita análise estrutural em dois modelos de garrafa pet, aplicando pressão na garrafa no momento da ingestão do refrigerante. Para ambos os modelos os valores de tensão analisados são inferiores ao valor permitido. Concluo que este design de garrafa pet resiste às pressões quando o refrigerante é colocado na garrafa. Os valores de pressão são retirados dos padrões da Coco – Cola Company. Concluí a matriz de moldagem por sopro de acordo com os padrões. O design está pronto para produção.







