
Este é um manual de operação completo para o máquina de corte de viga oscilante que também é uma máquina de corte hidráulica muito popular.
Padrão recursos da máquina de corte hidráulica
A guilhotina hidráulica foi projetada para cortar chapas de metal-aço, com capacidade baseada na resistência da chapa de 450N/mm2.
Ajuste a espessura da placa se estiver cortando outros materiais com resistências diferentes.
A máquina possui uma estrutura de chapa soldada, que proporciona fácil operação e desempenho confiável.
O corte é movido por pressão hidráulica e o retorno é controlado por um cilindro de gás nitrogênio, que ajuda a proteger a máquina contra sobrecargas.
A máquina pode ser equipada com sistema de display digital ou sistema de controle numérico, conforme solicitação do cliente.
Um indicador de folga da lâmina também é fornecido para ajustes convenientes e rápidos.
A máquina está equipada com um dispositivo de alinhamento com iluminação e o curso de corte pode ser ajustado para melhorar a eficiência do corte de placas estreitas.
Além disso, são fornecidos braços de suporte dianteiros e um medidor traseiro. O medidor traseiro é transferível mecanicamente e sua posição pode ser exibida numericamente ou controlada por um controlador NC através de encoders, com microajuste por volante. Os braços de apoio dianteiros estão equipados com réguas.
Uma esfera de suporte de material rolante é fornecida na mesa de trabalho para minimizar o desvio de peixe com barras de chapa e reduzir a resistência ao atrito.
Uma cerca de segurança foi instalada para garantir uma operação segura.
A estrutura da máquina de corte hidráulica
Máquina fRamo
Placa soldada em aço de alta rigidez possui dois cilindros fixados no poste vertical esquerdo e direito.
Uma tábua de corte é instalada na mesa de trabalho para ajuste conveniente da tábua de corte inferior, garantindo que o espaço entre as tábuas de corte superior e inferior esteja alinhado. Uma esfera de alimentação também é instalada na mesa de trabalho para uma operação rápida e conveniente.
Moldura de corte
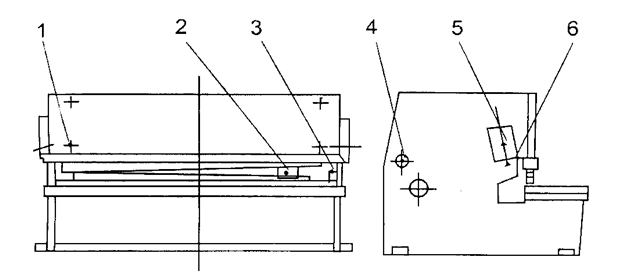
A placa soldada de alta rigidez é apoiada no soquete excêntrico (9) e acionada pelos cilindros esquerdo e direito e pelo cilindro de curso para completar o processo de corte através da repetição do pêndulo. (Consulte a Figura 1). A superfície vertical do suporte de corte superior é curvada para manter o alinhamento da lacuna entre o corte superior e o corte baixo.
Dispositivo de pressão (Calma)
Consiste em cilindros de alimentação sob pressão instalados na placa de suporte em frente à estrutura da máquina. O fluxo de óleo no cilindro de alimentação sob pressão cria uma pressão que empurra para baixo contra a força de tração da mola de tensão (18), fixando firmemente a placa de pressão. Após a conclusão do corte, os cilindros são reinicializados pela força de tração da mola de tensão. A pressão aumenta com a espessura da placa. (Ver Fig. 3)
Medidor dianteiro e medidor traseiro
Medidor frontal:
A mesa de trabalho é equipada com display de válvula na régua, permitindo ajustar a barra móvel à válvula desejada. O corte de placas de aço finas pode ser feito convenientemente no medidor frontal. O medidor traseiro (consulte a figura 5) é fixado na placa cortada e se move para cima e para baixo com ela.
O medidor traseiro é ajustado por um motor de 0,55Kw, que reduz o torque por meio de uma engrenagem e aciona a haste de controle. Ao pressionar o botão “+” ou “-”, o medidor pode ser ajustado para frente ou para trás. Caso a válvula desejada não possa ser alcançada através do ajuste mecânico, o volante (50) pode ser girado para obter a válvula necessária, tornando o ajuste do medidor traseiro conveniente e confiável.
A faixa padrão do medidor traseiro é de 20 a 750 mm. Se o comprimento da placa de corte for maior que a distância máxima do medidor traseiro, o medidor traseiro (43) pode ser removido para sua posição mínima e a tábua pode ser levantada usando a superfície inclinada da estrutura de suporte (47), permitindo o corte de qualquer comprimento de placa. (Consulte a Fig. 4)




Instalação de máquina de corte hidráulica
Embalagem / Expedição de máquina de corte hidráulica
Todas as máquinas que saem de fábrica são embaladas com braço esquadrejado e painel de pé amarrado ao protetor de mão. As ferramentas de trabalho e um manual de operação são embalados em uma caixa.
Todas as superfícies expostas da máquina são revestidas com um inibidor de ferrugem, que pode ser facilmente removido com querosene ou solvente.
Levantando a máquina de corte hidráulica
Utilize apenas cabos de aço aprovados e seguros para içar esta máquina a partir dos dois pontos de elevação localizados em ambos os lados da máquina. (Ver Figura 5)

Fundação
Todas as nossas tesouras são projetadas para serem instaladas em uma fundação. Consulte o desenho de fundação anexo para obter detalhes.
Instalação
Esta máquina de corte hidráulica deve ser devidamente nivelada para um desempenho de corte ideal. Isto pode ser conseguido usando um medidor de nivelamento de alta qualidade na área de fixação da placa.
Antes de nivelar, certifique-se de ter cinco placas de base (medindo pelo menos 150 x 150 x 9 mm) colocadas sob os pés da máquina para evitar que os parafusos de nivelamento penetrem no piso de concreto.
Assim que a máquina estiver nivelada, fixe sua posição preenchendo o espaço abaixo e ao redor de seus pés com uma mistura de argamassa de cimento.
Instalação elétrica
Certifique-se de que a fonte de alimentação local seja compatível com esta máquina de corte hidráulica antes de ligar qualquer energia elétrica.
Conecte o cabo de alimentação ao lado esquerdo inferior do painel elétrico. Algumas máquinas podem exigir um fio neutro.
O diagrama elétrico da máquina de corte hidráulica
Aqui estão os desenhos:
Diagrama elétrico
4.1 As etapas a seguir devem ser realizadas por pessoal especializado e são de responsabilidade do proprietário.
- Verifique a placa de identificação da máquina de corte hidráulica e certifique-se de que sua fiação corresponda à potência disponível em suas instalações.
- Se a energia necessária não atender às especificações da máquina, entre em contato com seu fornecedor de energia elétrica para obter assistência.
- Certifique-se de que a fonte de alimentação da máquina esteja protegida por fusíveis, para que ela possa ser totalmente desconectada para reparos.
- Consulte os desenhos elétricos anexos, pois controladores diferentes podem ter diagramas diferentes.
4.2 Todos os botões de operação estão fixados no painel de controle frontal, com exceção do pedal SF. Os símbolos de cada função são exibidos acima dos botões.
As etapas para operar o sistema de display digital são as seguintes:
- Abra a porta da caixa elétrica e ligue os interruptores QF1 e QF2 para ligar a máquina. Feche a caixa elétrica.
- Pressione o botão chave SA1 para ligar o circuito de controle. A luz HL1 acenderá para indicar que a máquina está ligada.
- Pressione os botões SB4 ou SB5 para mover o medidor traseiro para frente ou para trás.
- A posição do medidor traseiro é exibida no display mecânico da SICK. As chaves fim de curso SQ3 e SQ4 são instaladas nos cursos máximo e mínimo do medidor traseiro, com faixa de deslocamento padrão de 20 mm a 750 mm.
- Pressione o botão de iluminação SB3 para ligar o motor da bomba, que pode ser ouvido funcionando.
- Use o botão SA3 para selecionar o modo de corte, manual ou automático.
- A luz de iluminação é indicada por SA4. Gire para 1 para começar a contar e para 0 para parar a contagem.
Sistema hidráulico
Limpe o óleo hidráulico
A limpeza do óleo hidráulico no sistema hidráulico é de extrema importância. Limpar o tanque de óleo é crucial.
Ao trocar o óleo hidráulico é necessário retirar a tampa do tanque de óleo. Limpe o fundo do tanque com uma toalha (não use fio de algodão) e depois lave com gasolina de limpeza ou querosene.
Devido às limitações da tampa do tanque, o braço pode não alcançar a extremidade do tanque. Nesses casos, enrole a toalha em um bambu ou bastão para limpar cada canto.
Para remover qualquer óleo sujo, afrouxe o bujão com vazamento ou a válvula do freio.
Use uma toalha de limpeza para secar completamente as laterais e o fundo do tanque até que esteja limpo.
Se necessário, enrole um pano na costura de soldagem ou nas áreas de difícil limpeza para remover qualquer sujeira e, em seguida, coloque a tampa novamente.
Escolha o óleo hidráulico
A classificação de viscosidade do óleo hidráulico corresponde à sua viscosidade média a 40°C. Se o sistema hidráulico operar a pressão e temperatura mais elevadas e a uma velocidade mais lenta, deverá ser escolhida uma classificação de viscosidade mais elevada.
Recomenda-se a utilização de óleo hidráulico antidesgaste com classificação ISO VG46# (viscosidade média de 46 mm2/s a 40°C). Se a máquina for operar em temperaturas abaixo de 5°C por um longo período, recomenda-se usar óleo hidráulico com classificação ISO VG32#.
O uso da máquina em temperaturas muito baixas (abaixo de -5°C) não é recomendado, mas se for necessário, a máquina deve ficar parada por um tempo. Um aquecedor de óleo pode ser instalado no circuito, se necessário.
Em condições normais de funcionamento, a temperatura do óleo não deve exceder 70°C. Se necessário, um radiador de óleo pode ser instalado.
Encha o óleo
O óleo utilizado deve estar limpo. Aperte a porca do filtro de ar e encha-o através do filtro de ar.
Se estiver usando equipamento de enchimento com filtro, você pode abrir a tampa do tanque de óleo e abastecê-lo diretamente.
Observe o medidor de óleo, quando o aríete parar no Ponto Morto Superior, o óleo hidráulico deverá preencher 80-90% dos espaços intermediários.
Ligue a máquina e deixe-a primeiro em marcha lenta, depois opere-a no curso máximo para expelir quaisquer bolhas de ar no circuito hidráulico.
Desenho esquemático hidráulico
A regra de funcionamento do sistema hidráulico é a seguinte:
A moldura de corte desce:
Quando a válvula de descarga magnética 3 é energizada, a bomba 2 extrai o óleo hidráulico, que flui através da válvula de descarga magnética 3 e para os retentores e a área superior do cilindro principal de óleo. O pistão de retenção desce para pressionar a placa de metal contra a força da mola e a pressão do óleo começa a subir.
Quando a pressão atinge a pressão do gás nitrogênio no cilindro de curso, a estrutura de corte se move para baixo para cortar.
A estrutura de corte retorna:
Quando a estrutura de corte atinge o ponto morto inferior, o ferro magnético YV1 da válvula de descarga magnética 3 perde energia devido a um interruptor de limite e a estrutura de corte sobe devido à pressão do cilindro de gás nitrogênio.
Ao mesmo tempo, o óleo na área superior do cilindro principal flui de volta para o tanque de óleo através da válvula de descarga magnética.
O pistão de retenção também sobe devido à força da mola e o óleo retorna ao tanque de óleo através da válvula de descarga magnética 3.
Quando a estrutura de corte atinge o ponto morto superior, um ciclo de corte é concluído.
6. Equipamento de controle padrão
| Botão de início | Para iniciar o funcionamento do motor principal e o circuito de controle. |
|---|---|
| Botão de parada | Para parar o funcionamento do motor principal e o circuito de controle. |
| Chave seletora de modo Auto/Man | Selecione o modo de trabalho |
| No modo Automático | -Um passo no pedal, a estrutura de corte continuará a cortar. |
| -Pode comandar o corte apenas com o pedal. | |
| No modo manual | -Um passo no pedal, a estrutura de corte só fará um corte. |
| -Ajuste o curso de corte retornando o botão giratório no painel. | |
| Pedal | Empurre para comandar a lâmina de corte para baixo e solte para que o suporte superior da lâmina suba no modo AUTO. |
| Luz de iluminação | Luz de trabalho para iluminar a área da lâmina de corte, operando com alimentação monofásica de 220V, 50Hz. |
Ajuste e operação da máquina de corte hidráulica
Aajustar o folga entre as lâminas da máquina de corte hidráulica
A folga da lâmina é crucial tanto para a qualidade do corte quanto para a vida útil das lâminas. Ajuste de acordo com a tabela de ajuste de folga abaixo.
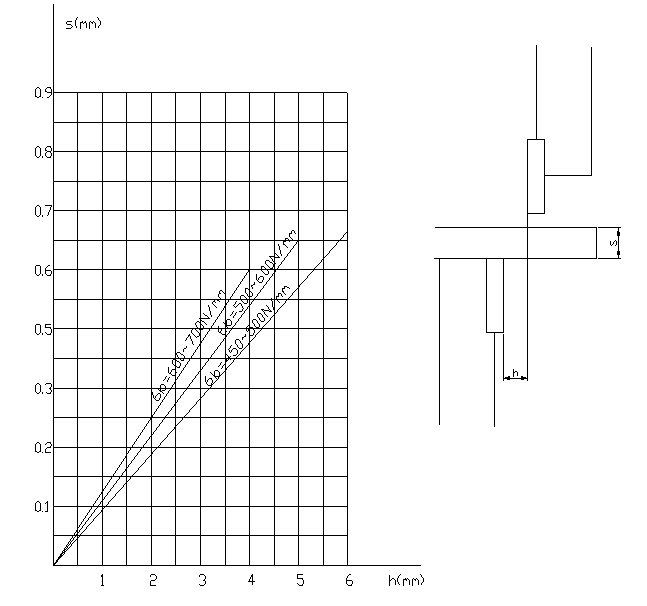
Para ajustar a folga (ver Figura 2), é necessário afrouxar o parafuso de aperto (4), em seguida girar o volante (3) até o valor desejado, que deve ser calculado com base na espessura da placa, e por fim apertar o parafuso (4).
Existe uma válvula esférica (localizada no lado direito da máquina, fora do cilindro) que é usada para medir a folga entre as lâminas superior e inferior.
Para mais detalhes: no modo manual, quando a estrutura de corte atingir o ponto morto inferior, feche rapidamente o circuito de óleo, fazendo com que a estrutura de corte permaneça no ponto morto inferior. Em seguida, ligue lentamente a válvula esférica, fazendo com que a estrutura de corte suba passo a passo ao longo de todo o curso. Isso permitirá medir o valor da folga entre as lâminas.
Operação da máquina de corte hidráulica
7.2.1 Preparação da Máquina
(1) Remova o braço de esquadro e o pedal da área do protetor de mão. Prenda o braço de esquadrejamento no lado esquerdo da mesa da máquina usando parafusos e os dois furos laterais. O braço deve ficar próximo ao painel elétrico.
(2) Limpe os componentes de qualquer óleo sujo, tomando cuidado para garantir que a válvula esférica esteja na posição aberta.
(3) Lubrifique todas as áreas necessárias.
(4) Encha o tanque de óleo com 200L de óleo hidráulico HL46 para cada máquina do modelo de 12 mm.
(5) Conecte o fio terra, ligue a energia e verifique o funcionamento de todos os componentes elétricos.
7.2.2 Iniciando a Máquina
(1) Pressione o botão 'INICIAR' e solte.
(2) A luz indicadora de 'motor ligado' deve acender.
(3) Mude o seletor de modo de 'MAN' para 'AUTO'.
(4) Pise no pedal, fazendo com que a estrutura de corte desça e faça um corte.
(5) Se a estrutura de corte não descer, é provável que o motor esteja funcionando na direção errada. Desligue a energia e inverta qualquer um dos dois fios de fase para reiniciar o motor.
(6) O suporte superior da lâmina subirá e parará quando atingir o interruptor de limite.
7.2.3 Medidor traseiro motorizado
(1) O display do medidor traseiro motorizado deve ser ajustado com precisão na fábrica e deve corresponder à distância da barra do medidor traseiro até a aresta de corte.
(2) Pressione o botão '+' para trazer a barra do medidor traseiro para trás. A leitura aumentará e parará quando atingir o interruptor de limite máximo de deslocamento L/S 3.
(3) Pressione o botão '-' para trazer a barra do medidor traseiro para a frente. A leitura diminuirá e parará quando atingir o interruptor de limite de deslocamento mínimo L/S 4.
(4) O paralelismo do medidor traseiro deve ser definido na fábrica, mas pode ser calibrado conforme necessário.
(5) Mova a barra medidora traseira para trás para remover o revestimento antiferrugem antes de cortar.
Observação:
(1) A tabela de pressão deve estar ligada durante o corte e a pressão deve ser verificada se parecer incorreta. A válvula de transbordamento pode precisar ser ajustada.
(2) Se ocorrer algum ruído incomum ou superaquecimento do tanque de óleo durante a operação, a máquina deve ser parada imediatamente. A temperatura do tanque de óleo não deve exceder 60°C.
Solução de problemas da máquina de corte hidráulica
A máquina não pode iniciar
- Verifique a fonte de alimentação de entrada.
- Verifique se a Parada de Emergência está liberada.
- Verifique a saída do transformador.
A máquina não consegue cortar
- Verifique se o interruptor de limite está acionado.
- Verifique se o motor gira na rotação correta.
- Verifique se o cabo do pedal não está quebrado.
- Verifique se o microinterruptor dentro do pedal está funcionando.
Ram tagarelando em movimento descendente
- A pressão de ajuste do contrapeso está um pouco alta demais
- Basta soltar um pouco o parafuso de fixação para diminuir a configuração
A máquina opera sozinha
- Certifique-se de que o microinterruptor dentro do pedal não esteja danificado.
- O cabo do pedal pode estar em curto entre si.
A falha e resolução do sistema hidráulico
| Falta | Causa | Resolver |
|---|---|---|
| O sistema hidráulico sem pressão e a estrutura de corte sem ação | 1. O plugue da válvula de troca magnética é uma conexão ruim. | 1. Inspecione o plugue. |
| 2. O núcleo da válvula está preso por resíduos ou tornando-se áspero. Todos os orifícios da válvula borboleta da válvula de coincidência não podem fluir. | 2. Desmonte a válvula e limpe. | |
| 1. A estrutura de corte retorna lentamente ou não pode subir no ponto morto | A pressão do gás nitrogênio não é suficiente. | Forneça gás nitrogênio para adicionar pressão |
| 2. A ação de cortar a estrutura e as fixações é desarmoniosa |
Manutenção de máquina de corte hidráulica
Lubrificação e Óleo Hidráulico
Esta máquina utiliza óleo hidráulico grau 46 e só deve ser reabastecido ou substituído por óleo do mesmo grau, como:
- FIAT-HTF 46
- ENERGOL HLP46
- ESSO NUTO H46
- SHELL-TELLUS S68
- TOTAL-AZOLLA 46
Programa de lubrificação
O óleo hidráulico desta máquina deve ser trocado após as primeiras 1.500 horas de trabalho e drenado completamente do tanque de óleo para remover quaisquer impurezas que possam ter entrado durante a montagem. O filtro de óleo também deve ser trocado e substituído por um filtro de óleo do mesmo tipo. Posteriormente, as trocas de óleo deverão ser realizadas a cada 5.000 horas de trabalho.
Além disso, todos os pontos dos niples de lubrificação devem ser lubrificados a cada duas semanas, os quais estão localizados no conjunto do medidor traseiro.
| Nº | Nome | fluxo | Tempo interno(h) | Tipo e marca |
|---|---|---|---|---|
| 1 | Um ponto superior e um ponto inferior em cada cilindro de retorno. | Pequeno | 16 | Óleo de lubrificação Ca ZG-3 GB491-65 Óleo mecânico N46GB443-84B |
| 2 | Um ponto à esquerda e um ponto à direita da porca deslizante do batente traseiro | Médio | 8 | |
| 3 | Dois fulcros para oscilação do quadro superior da faca, um à esquerda e outro à direita | Pequeno | 24 | |
| 4 | Um à esquerda e outro à direita da luva do eixo de folga | Pequeno | 48 | |
| 5 | Cada ponto na haste do pistão dos cilindros esquerdo e direito | Médio | 8 | 4# carbono-lítio Q/SY1000-65 |
| 6 | Cada um no bloco de preenchimento do cilindro esquerdo e direito | Médio | 8 |
Observação:
- Misture 50% de óleo lubrificante à base de cálcio com 50% de óleo mecânico para uso.
- Misture 30% de óleo lubrificante de Carbono-Lítio com 70% de óleo mecânico.
- Substitua o tanque de óleo uma vez a cada seis meses.
Troca da lâmina de cisalhamento
As lâminas de cisalhamento superior e inferior são idênticas e intercambiáveis. Para fazer com que o quadro de corte desça até o ponto morto inferior, utilize a válvula esférica e desligue a máquina.
Primeiro, remova a lâmina inferior e depois a lâmina superior. Afrouxe todos os pequenos parafusos de fixação no suporte superior da lâmina.
Limpe as lâminas e o alojamento/assento da lâmina. Fixe primeiro a lâmina superior e depois a lâmina inferior. Se necessário, aperte os pequenos parafusos de fixação no suporte superior da lâmina para diminuir a folga da lâmina. Lembre-se de verificar a folga mínima e ajustar os pequenos parafusos de fixação para fechar as lâminas conforme necessário.
CUIDADO: Sempre contrate pessoal qualificado e experiente para realizar este trabalho, pois podem ocorrer danos às lâminas/máquina de cisalhamento ou ferimentos pessoais.
Moagem de lâmina de cisalhamento
A lâmina de cisalhamento tem formato retangular e a lâmina superior possui duas arestas de corte, enquanto a lâmina inferior possui quatro arestas de corte. Você só precisa reafiar a lâmina depois que todas as duas ou quatro arestas tiverem sido usadas.
Ao reafiar, lembre-se de retificar apenas a espessura e não a altura da lâmina. A perda de espessura de desbaste das lâminas de cisalhamento pode resultar na necessidade de fechar o porta-lâmina superior ajustando o parafuso no parafuso tensor (ao lado da alavanca de folga rápida da lâmina).
Lâminas superiores e inferiores
(Desenhos de ferramentas Veja os desenhos anexos)
Construção principal da máquina de corte hidráulico e prevenção de segurança
Observação!
Esta seção é aplicável apenas a máquinas com requisitos especiais e não deve ser referenciada para outras máquinas.
Para garantir a segurança de pessoas e equipamentos, projetamos equipamentos de segurança. O operador não deve modificar, remover ou desconectar o equipamento de segurança.
10.1 Feixe de Luz/Feixe Laser
Existe feixe de luz ou laser (dependendo da solicitação do cliente). Se o operador bloquear a cortina de luz, o módulo de segurança será ativado e o aríete não poderá se mover para baixo para evitar ferimentos ao operador.
10.2 Grade de Segurança
Há uma grade de segurança localizada na lateral e na parte traseira da máquina para manter o operador longe de áreas perigosas. A rede de segurança é conectada ao sistema elétrico através de uma chave de segurança. Se a grade de segurança for aberta, o sistema elétrico será iniciado e a máquina não poderá funcionar.
10.3 Parada de Emergência
Há um botão de parada de emergência localizado na estação de controle da alça e na estação de controle suspensa. Em caso de erro de operação ou acidente, pressionar o botão de parada de emergência fará com que a máquina interrompa todas as ações.
10.4 Sistema Hidráulico
Para evitar a queda perigosa do aríete, o sistema possui uma válvula de elevação de segurança. Os núcleos da válvula de troca e da válvula de elevação de segurança possuem um sinal de verificação. Se o núcleo da válvula estiver anormal, o sinal de verificação irá parar o sistema elétrico para evitar ferimentos por queda. Se os núcleos da válvula de troca e da válvula de elevação de segurança não puderem ser redefinidos, a válvula deverá ser verificada.
10.5 Solução de problemas
A operação normal é segura. Caso ocorra algum acidente estranho, ou durante a manutenção ou reparo da máquina, trave a grade de segurança, pressione o botão de parada de emergência dentro dos montantes e procure ajuda. Se suas mãos ou qualquer outra parte do corpo ficarem presas pelo punção ou folha, pressione o botão de emergência, verifique a condição e reinicie a máquina. Mude o modo de operação para a posição “polegadas”, em seguida pressione o botão de retorno da alça e o aríete retornará, permitindo que você retire as peças fixadas.














