Este artigo explica as causas do sopro magnético do arco e os fatores que afetam o tamanho do sopro magnético, e apresenta o impacto do sopro magnético na qualidade da soldagem.
A partir dos aspectos de design e tecnologia, são propostas medidas para controlar a influência do sopro magnético na qualidade da soldagem.
Introdução
A retidão do arco refere-se à propriedade do arco como um condutor flexível para resistir a interferências externas e se esforçar para manter a corrente de soldagem fluindo ao longo do eixo do eletrodo.
Quando o eletrodo é inclinado, a direção do arco também se inclina e a linha central do arco se estende na direção da inclinação do eletrodo, o que é chamado de golpe magnético.
1. Produção de Golpe Magnético
1.1 Os motivos do golpe magnético são:
(1) A posição de conexão inadequada causa impacto magnético.
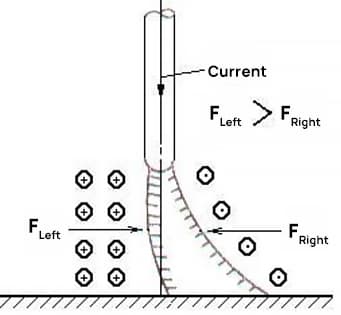
A corrente de soldagem gera um campo magnético no espaço. Quando o eletrodo está perpendicular à peça de trabalho, a densidade do campo magnético no lado esquerdo do arco é maior do que no lado direito.
A distribuição desigual do campo magnético faz com que o lado mais denso exerça impulso sobre o arco, fazendo-o desviar-se do eixo.
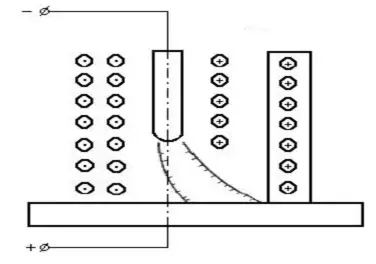
(2) Materiais ferromagnéticos assimétricos causam impacto magnético.
Ao soldar, colocando uma placa de aço (condutor magnético) em um lado do arco, devido à condutividade magnética muito maior dos materiais ferromagnéticos do que o ar, a maioria das linhas de campo magnético no lado do material ferromagnético formam curvas fechadas, reduzindo a densidade de linhas de campo magnético entre o arco e o material ferromagnético, portanto, sob a ação da força eletromagnética, o arco tende a soprar para o lado do material ferromagnético.
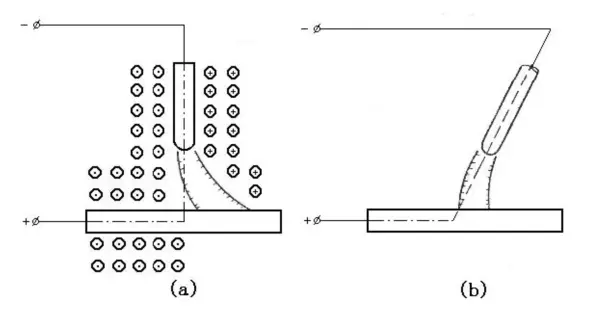
(3) O movimento do arco na extremidade da placa de aço provoca golpe magnético, conforme mostrado na figura abaixo.
Isso ocorre porque quando o arco atinge o final da placa de aço, a área do fluxo magnético muda, causando um aumento na densidade das linhas espaciais do campo magnético próximas à borda da peça.
Portanto, sob a ação da força eletromagnética, é produzido um golpe magnético apontando para o interior da peça.
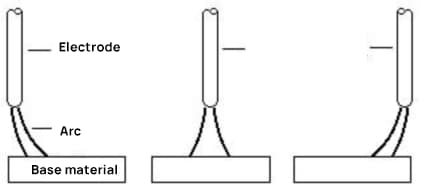
Conforme mostrado na imagem a seguir:
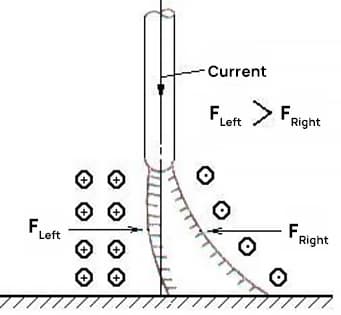
(1) Deflexão magnética causada pela posição da conexão do fio
(2) Deflexão magnética causada por material ferromagnético próximo ao arco
(3) Sopro de deflexão magnética gerado quando o arco está no final da peça de trabalho
1.2 Riscos de Sopro por Deflexão Magnética:
Durante o processo de soldagem, devido à interferência do fluxo de gás, à excentricidade do revestimento do eletrodo e à força magnética do campo magnético, ocorre o fenômeno de desvio do centro do arco em relação ao eixo do eletrodo.
Ou seja, se algum motivo destruir a uniformidade da distribuição do campo magnético e a carga no arco for tensionada de maneira desigual, isso fará com que o arco se desvie para um lado.
Em outras palavras, o sopro de deflexão magnética do arco de soldagem causado pela força eletromagnética gerada pelo circuito de soldagem durante a soldagem a arco CC é chamado de sopro de deflexão magnética do arco de soldagem.
O sopro de deflexão magnética não apenas torna a queima do arco instável, aumenta os respingos e perde a proteção quando as gotas fundidas caem, mas também afeta seriamente a formação da solda.
2. Soluções
De acordo com as causas do sopro por deflexão magnética, os seguintes métodos podem ser usados na produção e instalação para superar e eliminar a influência do sopro por deflexão magnética no arco de soldagem:
(1) Altere adequadamente a posição do fio terra na soldagem para fazer com que as linhas do campo magnético ao redor do arco sejam distribuídas o mais uniformemente possível;
(2) Ajuste o ângulo de inclinação do eletrodo adequadamente durante a operação e incline o eletrodo na direção do sopro de deflexão;
(3) O uso de soldagem traseira segmentada e soldagem de arco curto também pode superar efetivamente o sopro de deflexão magnética;
(4) Use soldagem AC em vez de soldagem DC. Ao usar soldagem CA, a mudança do campo magnético produz corrente induzida no condutor, e o campo magnético produzido pela corrente induzida enfraquece o campo magnético causado pela corrente de soldagem, controlando assim o sopro de deflexão magnética;
(5) Coloque materiais ferromagnéticos que gerem campos magnéticos simétricos e tente distribuir os materiais ferromagnéticos uniformemente ao redor do arco;
(6) Reduza o magnetismo residual na soldagem.
O magnetismo residual na soldagem é causado principalmente pelo arranjo ordenado dos domínios magnéticos atômicos.
A fim de perturbar o arranjo dos domínios magnéticos na soldagem e reduzir ou evitar o sopro de deflexão magnética, o aquecimento local deve ser aplicado às peças com magnetismo residual na soldagem a uma temperatura de 250-300°C.
Este método tem um bom efeito de desmagnetização na produção e uso.
Além disso, um ímã pode ser adicionado para equilibrar o campo magnético na parte de magnetismo residual da soldagem.
(7) Use o método de desmagnetização. Ou seja, deixe a soldagem produzir um campo magnético oposto ao magnetismo residual na soldagem para superar e eliminar a influência da deflexão magnética soprada no arco de soldagem.
Tomando como exemplo a soldagem de dutos, é introduzida a aplicação de prevenção de sopro de deflexão magnética.
Na soldagem de tubulações de pressão, o sopro de deflexão magnética é propenso a ocorrer no processo de soldagem de topo de tubos de paredes espessas, impossibilitando a realização de soldagem manual a arco de tungstênio e argônio no passe de raiz.
De acordo com a ocorrência de sopro por deflexão magnética, o sopro por deflexão magnética ocorre principalmente na junta da tubulação de paredes espessas e ocorre em várias soldas quando a tubulação está prestes a ser fechada.
Tubulações de paredes espessas com materiais ferromagnéticos apresentam magnetismo residual durante a fabricação e processamento.
Quanto mais longa a tubulação, mais magnetismo residual se acumula, que se manifesta na junta de fechamento final, causando sopro de deflexão magnética.
Medidas específicas: Utilize o cabo de soldadura para enrolar ambos os lados da junta.
Quando o arco é iniciado, a corrente de soldagem gera um campo magnético induzido através do enrolamento do cabo para neutralizar o magnetismo residual e superar o sopro de deflexão magnética.
O efeito da soldagem pode ser ajustado pelos dois métodos a seguir:
1) Quando a corrente de soldagem é constante, a intensidade do campo magnético induzido gerado na soldagem pode ser ajustada ajustando o número de enrolamentos do cabo para ser igual em magnitude e oposta na direção da intensidade do campo magnético residual;
2) Quando o número de enrolamentos do cabo é constante, a corrente de soldagem pode ser alterada dentro da faixa permitida para ajustar a intensidade do campo magnético induzido gerado na soldagem para ser igual em magnitude e oposta na direção da intensidade do campo magnético residual, eliminando assim o magnetismo residual na junta e superando a influência da deflexão magnética soprando no arco de soldagem.
3. Conclusão
Em ambientes de soldagem reais, as causas do sopro de deflexão magnética não são as mesmas devido aos diferentes ambientes de soldagem.
Portanto, é necessário combinar com a situação real no local para descobrir as causas do sopro de deflexão magnética e lidar com elas com base na experiência resumida acima para garantir a qualidade da soldagem na soldagem em campo.







