Dobrar é um processo de usinagem que envolve moldar peças metálicas em ângulos e formas desejadas por meio de técnicas como dobra e estiramento. Oferece alta flexibilidade, ampla usabilidade e economia, tornando-o um método amplamente utilizado na indústria de processamento de chapas metálicas.
Na produção de estruturas de aço para locomotivas elétricas modernas, as peças estruturais cruciais são feitas principalmente de placas de espessura média com grandes designs de ângulo R. Essas peças de trabalho são normalmente dobradas usando dobradeiras CNC, que usam o movimento simples para cima e para baixo de um aríete e uma ferramenta de dobra para formar formas complexas.
No entanto, foi observado que sob o mesmo equipamento de processamento, materiais e matrizes superiores, as peças formadas por dobragem a ar podem variar em tamanho de lote para lote. Depois de eliminar os efeitos das diferenças na espessura do material e no alívio de tensões internas devido aos diferentes números de fornos, foi determinado que a causa da variação de tamanho foi o uso de diferentes tamanhos de abertura inferior da matriz pelo operador da máquina durante as operações de dobra.
Este artigo tem como objetivo fornecer orientação de produção, discutindo brevemente o impacto da seleção do tamanho da abertura inferior da matriz nas dimensões de conformação na dobra de chapas.
Dois métodos comuns de dobra e comparação
Dobra de ar
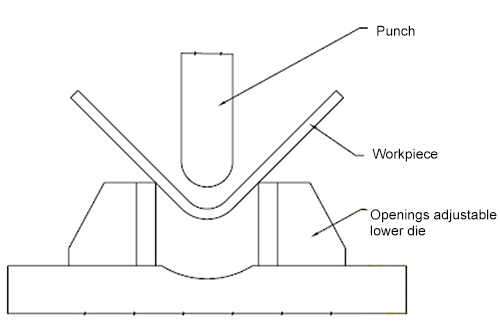
A dobra a ar, também conhecida como dobra por folga, é um processo de usinagem em que as matrizes superior e inferior não são pressionadas juntas. O ângulo de curvatura desejado é alcançado ajustando a profundidade da matriz superior na matriz inferior. Quanto mais profundamente a matriz superior entrar na matriz inferior, menor será o ângulo de curvatura e vice-versa.
Para levar em conta o ressalto da flexão, o processo de dobra deve ser dobrado demais para garantir que o ângulo de flexão final, após o ressalto, corresponda ao ângulo de projeto. O estado de flexão pode ser visualizado na Figura 1.
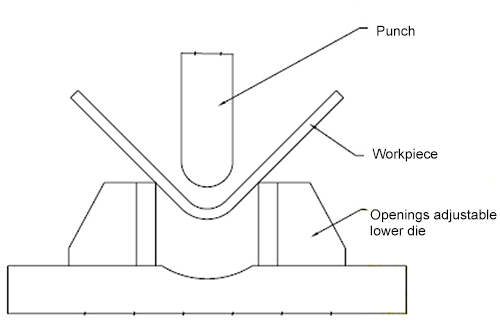
Figura 1 Diagrama de flexão a ar (raio inferior simplificado da matriz)
Hoje, as máquinas de dobra CNC amplamente utilizadas podem calcular automaticamente a profundidade da dobra por meio de seus sistemas CNC. A máquina está equipada com sistema de correção de feedback e unidade hidráulica que permite o controle automático do ângulo de curvatura, minimizando o envolvimento do operador.
No entanto, apesar destes avanços, ainda é um desafio atingir o ângulo programado numa única operação de dobra devido a vários fatores, tais como desvios no modelo de cálculo, erros na espessura da chapa, diferenças nos tipos de materiais e libertação de tensões dentro do material. Como resultado, a flexão experimental ainda é necessária antes da produção em massa.
O método de processo discutido neste artigo é a flexão de ar.
Cunhando
Na cunhagem, a folha é colocada entre as matrizes superior e inferior e dobrada livremente no início. À medida que a matriz superior é empurrada para baixo, o material e a superfície da matriz inferior gradualmente se aproximam e a área de dobra do material diminui até o ponto mais baixo do curso, ponto em que o material é totalmente pressionado contra a matriz superior . O ângulo e raio de curvatura desejados são alcançados através da aplicação de força de flexão, conforme ilustrado na Figura 2.
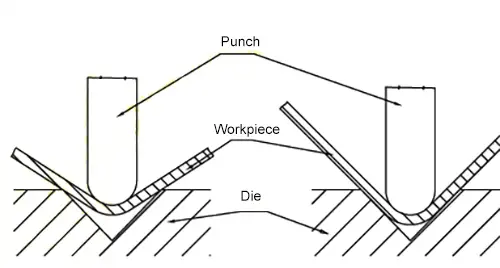
Fig. 2 Processo de cunhagem (raio inferior simplificado da matriz)
Dobra de ar vs cunhagem
Devido à sua alta flexibilidade, ampla gama de aplicações, baixo custo e outras características vantajosas, a dobra a ar ultrapassou a cunhagem como método de processo preferido para empresas de processamento de chapas metálicas. Em comparação com a cunhagem, a pressão de dobramento a ar é normalmente de apenas um terço, reduzindo a necessidade de tonelagem para a máquina dobradeira e controlando efetivamente os custos.
Por outro lado, o ângulo da matriz inferior na cunhagem determina o ângulo de curvatura final do produto, tornando-o menos adequado para o mercado atual de chapas metálicas que prioriza a customização individual e a produção flexível. É mais adequado para produção em média e grande escala. Além disso, a excessiva pressão de flexão da cunhagem limita seu uso ao processamento de chapas finas.
Embora a dobra a ar tenha algumas limitações em termos de precisão do produto, os avanços nos equipamentos de dobra reduziram gradualmente esse desvio a um nível aceitável para a maioria dos produtos.
Influência do tamanho da abertura da matriz de dobra a ar nas dimensões de conformação
Um experimento de verificação simples foi projetado para comparar o impacto da seleção do tamanho da abertura da matriz no tamanho da forma de dobra.
Condições experimentais
Para garantir a confiabilidade do experimento de verificação, são tomadas medidas para minimizar a influência de potenciais variáveis externas nos resultados experimentais. As condições reais do local e das instalações experimentais, o tipo de materiais utilizados no experimento, a direção da descarga e o tipo de matrizes são levados em consideração de forma abrangente para minimizar seu impacto nos resultados. As condições estão detalhadas na Tabela 1.
Tabela 1 Condições básicas do experimento de verificação
| NÃO. | Nome do Projeto | Contente | Observação |
| 1 | Material de amostra | t16-S355 | O mesmo com o número do forno |
| 2 | Supressão | Corte a plasma fino CNC | Jateamento pós-corte |
| 3 | Usinagem de peças | Fresamento horizontal de ambas as extremidades | |
| 4 | Configuração da peça | A linha de dobra é perpendicular à direção de laminação da chapa. | |
| 5 | Especificações da peça | 300mm*B | Medição real após fresamento numérico B |
| 6 | Equipamento experimental | Prensa dobradeira CNC 500T | Amada |
| 7 | Matriz superior | Matriz superior geral R40 | |
| 8 | Morrer inferior | Matriz inferior ajustável para aberturas | |
| 9 | Bitola traseira | Teste a dobra e a fixação para garantir dimensões de posicionamento idênticas. | |
| 10 | Ferramentas de detecção | Paquímetro vernier de 500 mm, assento largo quadrado | 50 formatura |
Eprocesso experimental
O objetivo do experimento de verificação é medir as dimensões L1 e L2 da peça após a flexão e usar a soma L (L=L1+L2) como valor comparativo para o experimento. A variável experimental é o tamanho da abertura inferior da matriz.
O tamanho de abertura ajustável da matriz inferior é utilizado para eliminar a influência de outros fatores estruturais da matriz nos resultados experimentais. A estrutura da amostra está representada na Figura 3.
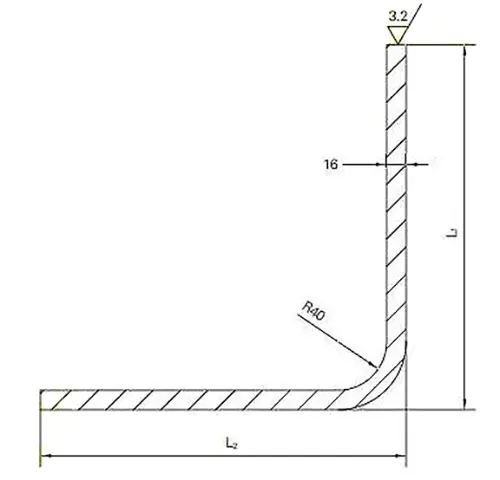
Figura 3 Estrutura da amostra
Durante o experimento, a amostra foi medida pela primeira vez usando um paquímetro de 500 mm após a usinagem, e a dimensão linear das duas superfícies de processamento em sua extremidade foi registrada como 557,50 mm.
Em seguida, o tamanho da abertura inferior da matriz foi aumentado gradualmente e foram realizadas múltiplas tentativas de dobramento. Dos corpos de prova produzidos para cada tamanho de abertura, aquele com melhor ângulo de flexão foi selecionado utilizando um esquadro de assento largo.
Os valores L1 e L2 da amostra selecionada foram então medidos e o valor comparativo L foi calculado.
Resultados experimentais
Seis tamanhos diferentes de abertura de matriz, variando de 160 mm a 400 mm, foram usados no experimento. A partir das amostras dobradas, foram selecionados os seis melhores corpos de prova e medidas as dimensões L1 e L2 para obtenção do valor L calculado (L=L1+L2).
O tamanho L da peça dobrada usando o tamanho inferior da abertura da matriz de 160 mm foi usado como tamanho de referência. O desvio foi comparado com os valores de L dos demais corpos de prova e os resultados são apresentados na Tabela 2.
Tabela 2 O efeito do tamanho da abertura da matriz inferior no tamanho da conformação por flexão
| NÃO. | O tamanho da abertura da matriz inferior | Valor calculado L (L=L1+L2) |
Valor do desvio |
| 1 | 160 | 596,12 | 0 |
| 2 | 180 | 596,14 | 0,02 |
| 3 | 200 | 596,22 | 0,1 |
| 4 | 300 | 598,86 | 2,74 |
| 5 | 350 | 602,48 | 6,36 |
| 6 | 400 | 606.14 | 10.02 |
Os resultados experimentais indicam uma correlação positiva entre o tamanho da forma de dobra e o tamanho da abertura da matriz inferior. O valor L teórico da amostra após flexão foi calculado em 596 mm. Usando o valor medido de 596,12 mm para a peça dobrada com um tamanho de abertura de matriz 160 mm inferior como referência, descobriu-se que quando o tamanho da abertura é de 10 a 12,5 vezes a espessura da chapa, o tamanho fica dentro da tolerância aceitável para peças de chapa metálica. .
Desvios das tolerâncias normais da peça foram observados para aberturas inferiores da matriz de até 300 mm. O desvio aumentou para 10,02 mm quando foi escolhido um tamanho de abertura da matriz 400 mm inferior, um desvio significativo do tamanho da peça.
Estes resultados demonstram o impacto significativo que a seleção do tamanho inferior da abertura da matriz tem no tamanho da peça formada na dobra a ar. Para garantir as dimensões desejadas, recomenda-se escolher um tamanho de abertura de matriz inferior que seja aproximadamente 10 vezes a espessura da chapa. No entanto, é importante considerar também o ângulo R da dobra, pois usar uma matriz inferior com uma abertura muito pequena pode impedir que o aríete se desça o suficiente, levando a uma dobra incompleta ou até mesmo a danos ao ferramental. .
Análise das causas da influência do tamanho da abertura da matriz inferior dobrada a ar na dimensão de formação da placa de espessura média
Os resultados experimentais mostram uma correlação positiva entre o tamanho da curvatura formada e o tamanho da abertura inferior da matriz. Neste experimento, o corpo de prova em forma de L tinha 557,50 mm de comprimento e todos os corpos de prova eram do mesmo tamanho.
Pode-se concluir que alterações no tamanho da abertura inferior da matriz resultam em uma tendência de aumento das dimensões L1 e L2 quando a peça é dobrada ao ar. Esta mudança é provavelmente devido a uma mudança no ângulo R interno após a formação.
Como não há meios precisos para medir o ângulo R interno após a conformação, pode-se inferir que o tamanho do ângulo R interno também está positivamente correlacionado com o tamanho da abertura inferior da matriz.
Para garantir a precisão das dimensões formadas da peça, recomenda-se escolher o menor tamanho de abertura possível para a matriz inferior durante a dobra.
Conclusão
Este artigo enfoca o impacto do tamanho da abertura da matriz no tamanho da peça formada durante a dobra ao ar de chapas grossas. Um experimento de verificação simples revelou que, sob as mesmas condições de processo para dobramento a ar, existe uma correlação positiva entre o tamanho da abertura inferior da matriz e o tamanho da curvatura formada.
Nos casos em que o tamanho da peça de trabalho é crítico, especialmente se forem impostos requisitos rigorosos ao tamanho de formação do ângulo R interno, recomenda-se usar o método de cunhagem e ferramentas correspondentes, que podem produzir o dobro do resultado desejado com metade do esforço.
Deve-se notar que os experimentos de verificação descritos neste artigo não são altamente rigorosos ou precisos devido a limitações de equipamentos, pessoal, ferramentas de medição e outros fatores. No entanto, os resultados experimentais ainda podem fornecer explicações e orientações úteis para a produção e ter significado prático.







