
A matriz de forjamento é uma ferramenta crucial no processo de forjamento, que é um fator chave no processo de produção. A matriz é considerada um acessório consumível e sua falha refere-se à perda de seu uso funcional durante sua vida útil especificada. A vida útil da matriz refere-se ao número de peças produzidas desde o momento em que é colocada em uso até o desgaste normal que leva ao seu consumo.
A falha prematura da matriz pode resultar em interrupções de produção, aumento de custos, diminuição da competitividade no mercado e redução de benefícios económicos para a empresa. Maximizar o desempenho do material da matriz, melhorar sua qualidade e vida útil e reduzir os custos de produção é uma grande preocupação na indústria de forjamento.
Este artigo enfoca as principais causas de falha na matriz de forjamento e fornece maneiras eficazes de melhorar sua vida útil.
A manifestação da falha da matriz de forjamento a quente
As matrizes de forjamento de martelo e as matrizes de forjamento de máquinas são matrizes de conformação a quente usadas em martelos de forjamento livre, martelos de forjamento e prensas. Estas são matrizes típicas para trabalho a quente que sofrem estresse mecânico e térmico durante o processo de trabalho. O estresse mecânico vem principalmente do impacto e do atrito, enquanto o estresse térmico é causado pela alternância de aquecimento e resfriamento.
Devido às complexas condições de trabalho das matrizes de forjamento, sua falha também pode ser complexa, incluindo desgaste e trincas da peça da cavidade, fadiga térmica (fissuração térmica) e deformação plástica da superfície da cavidade.
A Figura 1 ilustra os vários modos de falha que podem ocorrer em diferentes partes da cavidade da matriz de forjamento.
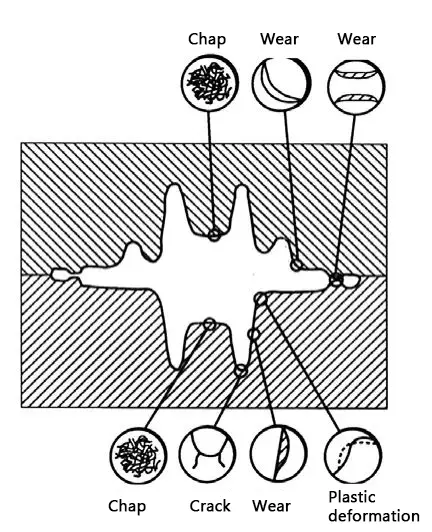
Figura 10 Temperatura de trabalho e distribuição das tensões térmicas na superfície da cavidade.
(3) Seleção inadequada do tipo de refrigerante/lubrificante.
(4) A temperatura da superfície da cavidade do molde está muito alta.
(5) Pré-aquecimento inadequado do molde.
(6) Seleção inadequada do material do molde.
(7) Defeitos de tratamento térmico e defeitos de tratamento de superfície.
As contramedidas correspondentes para melhorar a fadiga térmica (fissuras) são as seguintes.
(1) Evitar o revenido e o amolecimento da superfície causados pela temperatura excessiva da superfície da cavidade, o que pode reduzir a resistência à fadiga térmica da matriz.
(2) Use medidas de resfriamento adequadas e eficazes para evitar estresse térmico excessivo na superfície e têmpera e amolecimento da superfície.
(3) Escolha uma temperatura apropriada de pré-aquecimento do molde, normalmente entre 150 e 200°C, evitando temperaturas muito altas ou muito baixas.
(4) Selecione o material da matriz com alta qualidade e excelente tenacidade.
(5) Implementar um processo de tratamento térmico correto, como usar uma temperatura de austenitização adequada, uma alta taxa de resfriamento de têmpera e revenido completo, para evitar uma camada espessa excessiva de nitreto e nitreto de veios durante a nitretação.
Deformação plástica (colapso)

Figura 11 Características topográficas de deformação plástica em matriz de forjamento a quente
Quando a matriz de forjamento é submetida a uma tensão de trabalho que excede a resistência ao escoamento do material da matriz, ocorre deformação plástica. A Figura 11 mostra as características morfológicas típicas da deformação plástica causada por severo revenimento e amolecimento da superfície devido à temperatura excessivamente alta da superfície da cavidade na matriz.
A deformação plástica ocorre frequentemente em partes da cavidade da matriz que estão sujeitas a tensão e calor, como nervuras e curvaturas. A alta temperatura da peça bruta e o aumento da temperatura devido ao atrito durante o processo de deformação da cavidade (que é superior à temperatura de revenido da matriz) reduzem a resistência ao escoamento do material da matriz e formam uma camada amolecida na superfície. Na parte mais profunda desta camada, podem ocorrer deformações plásticas, como colapso de bordas e cantos ou depressões na cavidade profunda.
As principais causas da deformação plástica da matriz de forjamento ocorrem como segue:
- Uma temperatura da peça bruta excessivamente baixa, levando a uma tensão de fluxo excessiva do material da peça.
- Seleção incorreta do material do aço da matriz, como resistência térmica insuficiente do aço da matriz.
- Uma temperatura de matriz excessivamente alta.
- Processo de tratamento térmico inadequado, como baixa dureza da matriz.
As contramedidas correspondentes para melhorar a deformação plástica são as seguintes:
- Aqueça as peças brutas até uma temperatura inicial de forjamento apropriada e mantenha a temperatura da peça bruta acima da temperatura final de forjamento durante o processo de forjamento.
- Escolha material de matriz com maior resistência a altas temperaturas e resistência ao revenido.
- Evite temperaturas excessivas de pré-aquecimento e temperaturas da superfície da cavidade durante o forjamento da matriz.
- Implemente o processo de tratamento térmico adequado para aumentar a dureza da matriz conforme necessário.
Conclusão
Os principais modos de falha das matrizes de forjamento incluem desgaste e trincas da cavidade, fadiga térmica (fissuras térmicas) e deformação plástica da superfície da cavidade.
Este artigo revisa as principais formas de falha em matrizes de forjamento e identifica suas causas, oferecendo soluções para evitar falhas e fornecendo referência para fabricantes de forjadores.







