
Flexão Z
Definição: O processo de dobra no qual um material é dobrado em zigue-zague é conhecido como dobra Z.
Faixa de processo de dobra padrão:
A altura da dobra Z deve ser maior que a soma do apótema da ranhura V e a espessura do material a ser dobrado.
H > T + V/2
O tamanho mínimo de processamento é determinado pelo modelo da máquina utilizada, enquanto o tamanho máximo de processamento é limitado pelo formato da mesa da máquina.

Procedimentos de dobra Z
1) Processe a curvatura em L usando o método de processamento para curvaturas em L.
2) Posicione a borda da dobra em L e processe-a em uma dobra em Z (ou processe-a em uma dobra em Z posicionando o outro lado da dobra em L).
Princípios de posicionamento da peça para dobra em Z
- Premissa de posicionamento: posicionamento conveniente e estável.
- Geralmente, o posicionamento é o mesmo da curva L.
- O posicionamento secundário requer que a peça de trabalho e a matriz inferior sejam posicionadas de forma plana durante a dobra.
Assuntos precisam de atenção para flexão Z
1) O ângulo de curvatura da curva em L deve ser preciso, geralmente entre 89,5 e 90 graus.
2) O medidor traseiro deve ser puxado para trás para evitar que a peça de trabalho se deforme durante o processamento.
Métodos gerais de processamento de flexão Z
- A sequência de processamento deve ser considerada conforme mostrado na figura a seguir, primeiro a dobra 1 e depois a dobra 2.
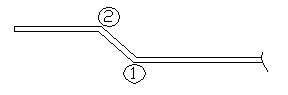
- Primeiro dobre para formar uma dobra L e depois processe para formar uma dobra Z (se interferir com a mesa de trabalho da máquina, primeiro dobre 1 para formar um ângulo grande, depois dobre 2 e pressione 1)
- Usando dois ângulos agudos para formar a dobra Z: primeiro dobre em um ângulo reto, depois insira 2 e depois insira 1
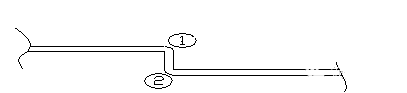
1) Se houver uma colisão, primeiro dobre 1 para formar um ângulo grande, depois dobre 2 e pressione 1.
2) se não houver colisão, de acordo com o método geral de processamento de dobra Z, primeiro dobre 1 e depois dobre 2.
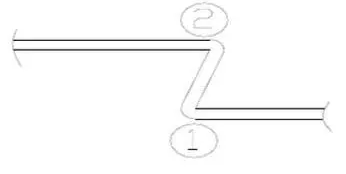
Para este tipo de processamento, considerando o posicionamento e a interferência, a curva 2 é primeiro dobrada em 90 graus, depois inserida na profundidade 1 e, em seguida, a profundidade 2 é complementada.
Método de processamento especial de flexão Z
- Definição: Dobras em Z que não podem ser concluídas sob condições gerais de processamento de dobras em Z e requerem métodos especiais para serem processadas.
- Métodos especiais de processamento
1) Método de separação da linha central (menor excentricidade da matriz) – para processamento de amostras;
2) Conformação com pequena matriz em forma de V – para produção em massa (a premissa é adicionar um coeficiente);
3) Processamento com matriz inferior retificada – aplicável em todos os casos.
- Outros métodos de processamento
1) Processamento com matriz offset – aplicável para produção em massa dentro da faixa de processamento da matriz com diferença de passo.
2) Moldagem com matriz macia – aplicável para produção em massa.
Dobra N
Definição: processar continuamente a mesma superfície de usinagem duas vezes para formar N flexão
Precauções para processamento de dobra N
O ângulo da primeira curva não deve ser superior a 90°.
O medidor traseiro para a segunda dobra deve ser definido com base na superfície usinada.
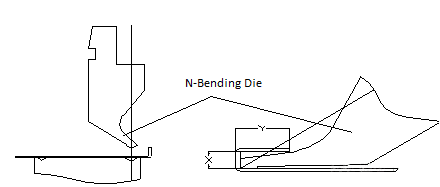
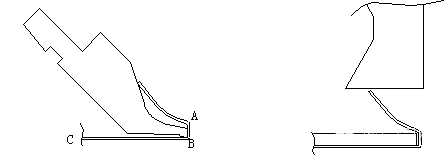
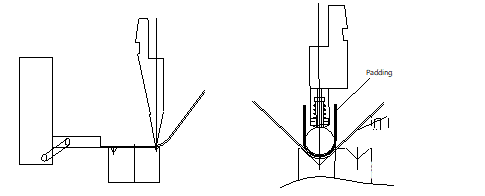
Método de processamento especial de flexão N
Se houver uma ligeira interferência com o punção superior após a dobra N de tamanho Y, o material deve ser achatado usando uma matriz de bainha após o processo de dobra N.
Se houver interferência significativa com o punção superior após a dobra N de tamanho Y, o material deve primeiro ser dobrado para a posição de colisão após a linha de prensagem de dobra A, depois posicionado no ponto C e dobrado no ponto B. Finalmente, uma matriz de bainha e preenchimento deve ser usado para moldar o material.
Processamento usando punção e matriz.

Processamento de Arco
O processamento de arco pode ser dividido em duas categorias: corte circular com modelo de dobra e corte circular com faca de arco.
As facas de arco vêm em duas variedades: fixas e ajustáveis.
Precauções
R: Na usinagem com matriz baixa de 90°, pode haver usinagem insuficiente, caso em que é necessário empurrar manualmente o molde ou, se possível, utilizar matriz baixa de 88°.
B: Use um dispositivo de medição para verificar a precisão dimensional da peça de trabalho.
C: Ao processar um arco de 90°, a matriz inferior deve ter um raio de 2 (R + T).







