
Defeitos na Anodização do Alumínio
Vários defeitos produzidos na produção de oxidação de alumínio e ligas de alumínio podem ser divididos em três categorias:
Defeitos superficiais de produtos de tratamento de superfície oxidados, defeitos de forma, posição e tamanho de produtos de tratamento de superfície oxidados e defeitos de aparência e desempenho de produtos de tratamento de superfície oxidados.
Os defeitos superficiais dos produtos de tratamento de superfície oxidados são produzidos principalmente no local de produção e a taxa de refugo também é a mais alta.
Os mais importantes são corrosão de impressões digitais, arranhões, aderência, areia grossa, areia clara, desengorduramento deficiente, bolhas de oxidação, remoção de filme sujo, corrosão de floco de neve, manchas brancas de oxidação, lesão elétrica, inclusão de escória, descascamento de filme de óxido, corrosão por corrosão, explosão de filme, buraco vedação e coloração, corrosão por furos, diferença de cor, corrosão por água ácido-base, vedação e poeira de furos, sem película de tinta, corrosão, bolhas eletroforéticas, pulverização de película de óxido, etc.
Os defeitos de tamanho dos produtos de tratamento de superfície oxidados são responsáveis por uma pequena taxa de refugo na produção, incluindo principalmente retrabalho na espessura da parede, marcas de ligação excessivas, etc.
Os defeitos de aparência e desempenho dos produtos de tratamento de superfície oxidados incluem principalmente vedação de furos não qualificada, espessura de película de óxido não qualificada, dureza de lápis não qualificada da película de tinta, resistência à corrosão não qualificada da película de tinta, etc.
A seguir está uma lista de nomes (em inglês de acordo com o padrão American AA e discurso de tecnologia de dados), causas, definições, características e contramedidas de diversos defeitos, que podem ser usadas como referência para técnicos, pessoal de produção e pessoal de inspeção de qualidade.
1. Defeitos superficiais de produtos de tratamento de superfície oxidados de alumínio e liga de alumínio
Os defeitos superficiais dos produtos de tratamento de superfície oxidados são produzidos principalmente no local de produção e a taxa de refugo também é a mais alta.
Os mais importantes são corrosão de impressões digitais, arranhões, aderência, areia grossa, areia clara, desengorduramento deficiente, bolhas de oxidação, remoção de filme sujo, corrosão de floco de neve, manchas brancas de oxidação, lesão elétrica, inclusão de escória, descascamento de filme de óxido, corrosão por corrosão, explosão de filme, buraco vedação e coloração, corrosão por furos, diferença de cor, corrosão por água ácido-base, vedação e poeira de furos, sem película de tinta, corrosão, bolhas eletroforéticas, pulverização de película de óxido, etc.
01 Corrosão de impressão digital
| Nome | Corrosão de impressão digital | Causa | Operação |
| Definição: impressão digital ou luva como ponto de corrosão | |||
| Características: a superfície do alumínio sem tratamento de superfície reage ao entrar em contato com cloreto de sódio, ácido láctico e outras substâncias do suor humano. O traço de corrosão produzido é chamado de corrosão de impressão digital, e o mais comum é a corrosão de ponta de padrão de dedo. | |||
Aparência:
Corrosão semelhante a uma impressão digital |
|||
|
Causa da ocorrência:
1. Durante a serragem e carregamento do cesto no processo de extrusão, as luvas utilizadas pelos trabalhadores ficam sujas, deixando manchas após contato com a superfície do perfil. Após o envelhecimento, as manchas superficiais do perfil não podem ser removidas por oxidação;2. No processo de oxidação e descarga superior, as luvas do trabalhador são utilizadas por muito tempo, principalmente após a adesão da mancha de óleo, a marca da mão fica no final do perfil e a marca da mão fica na forma de corrosão localizada após a oxidação;3 . Após a linha superior, o tempo de estacionamento é muito longo sem tratamento de oxidação;4. Desengorduramento incompleto antes da oxidação. |
|||
|
Contramedidas:
1. Preste atenção à limpeza das luvas durante o processo de extrusão e linha superior, e substitua as luvas sujas e molhadas a tempo;2. Após a oxidação, o perfil não deve ser colocado por mais de 6 horas;3. Prolongue o tempo de desengorduramento. |
|||
02 Arranhado
| Nome | Arranhar | Causa | Operação |
| Definição: danos e arranhões na superfície do perfil. | |||
| Características: possui cicatrizes finas e longas em linhas ou pontas, com brilho cintilante e formatos variados. Geralmente são chamadas de cicatrizes contínuas como cicatrizes de manuseio. Às vezes, a embalagem inadequada também produz cicatrizes durante o transporte. | |||
|
Aparência:
Arranhado |
|||
|
Causa da ocorrência:
Colisão entre materiais, operação inadequada ou colisão e arranhões entre materiais e estruturas, etc. |
|||
|
Contramedidas:
1. A fileira superior deve ser manuseada com cuidado e o material deve ser levantado sem colisão entre os materiais;2. A borda da moldura do material deve ser coberta com uma capa protetora de borracha;3. Cada levantamento não deve exceder 6 fileiras, e perfis com comprimentos diferentes devem ser colocados separadamente;4. Tiras de amortecimento danificadas não devem ser usadas no processo da fileira inferior e colisões violentas não são permitidas. |
|||
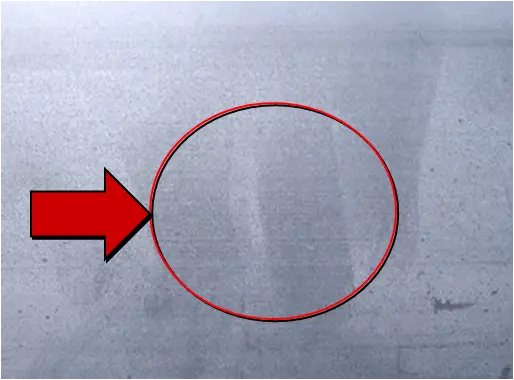
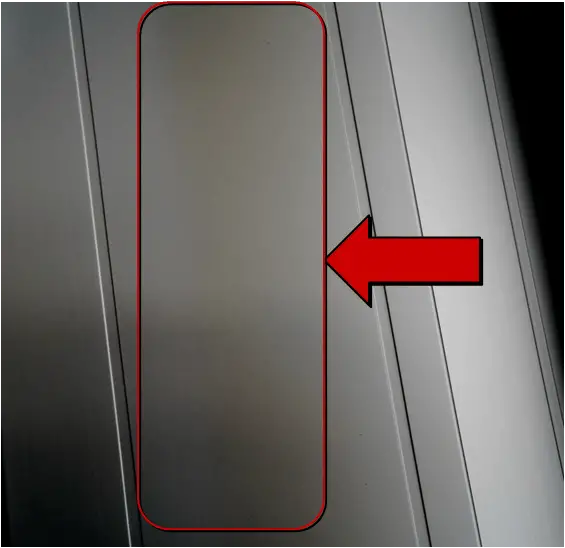
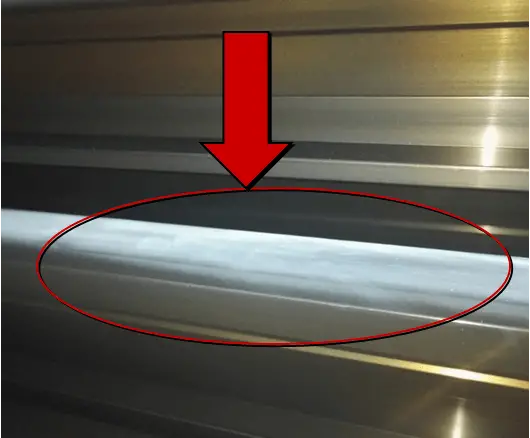
03 Cruzamento sobreposto
| Nome | Cruzamento sobreposto | Causa | Operação |
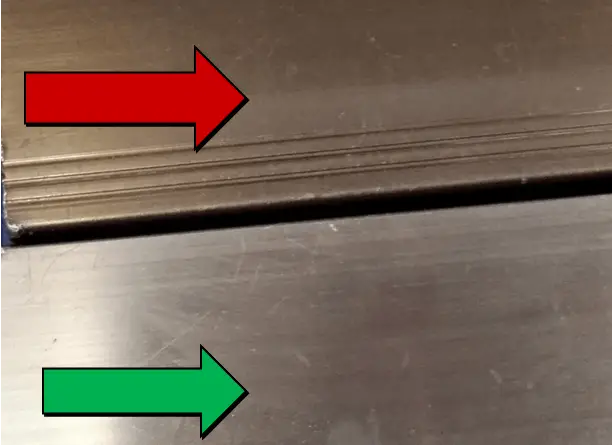
| Definição: Os materiais se sobrepõem durante a oxidação ou eletroforese, resultando na formação anormal de película cutânea devido à proximidade anormal. | |||
| Características: a impressão do perfil laminado pode ser vista na parte onde o filme nunca foi formado e na parte onde a extremidade fica mais fina, e às vezes pode ser vista parte do arco-íris (cor de interferência). | |||
|
Aparência:
Cruzamento sobreposto |
|||
|
Causa da ocorrência:
1. A folga de ligação é muito densa, resultando em contato anormal;2. A força de ligação e drenagem não é suficiente. Durante o processo de lavagem, o fio ou fixação de alumínio se solta, resultando no deslizamento do perfil na haste da fileira, resultando na ligação entre os materiais, o que é causado por corrosão alcalina, corrosão ácida, oxidação e tratamento por eletroforese. |
|||
|
Contramedidas:
1. Adote o método correto de encadernação e arranjo, amarre três fios de alumínio com materiais eletroforéticos (dois materiais pequenos) e mantenha uma distância de 2-3 dedos entre os perfis superior e inferior;2. O perfil com grande faixa de queda no meio deve ser amarrado à linha central de acordo com os requisitos do pedido;3. A inclinação da ranhura inferior aumenta e o processo de exaustão da ranhura de eletroforese deve ser lento para evitar adesão entre os perfis causada por agitação violenta. |
|||
04 Gravura bruta
| Nome | Gravura áspera | Causa | Processo de gravação alcalina |
| Definição: rugosidade superficial do alumínio devido à corrosão alcalina excessiva. | |||
|
Características: devido ao ataque excessivo, a superfície fica áspera e opaca.
Em casos graves, a precisão dimensional é afetada devido à dissolução dos perfis. |
|||
|
Aparência:

Gravura áspera |
|||
|
Causa da ocorrência:
1. A temperatura do tanque alcalino está muito alta;2. A concentração alcalina é muito alta;3. A concentração de íons de alumínio no tanque alcalino é muito baixa;4. O tempo de corrosão alcalina é muito longo;5. O líquido alcalino do tanque está poluído;6. Existem muitos momentos de retrabalho. |
|||
|
Contramedidas:
1. Ajustar as condições do líquido do tanque (concentração de hidróxido de sódio, teor de íons de alumínio dissolvido e temperatura);2. Ajuste o tempo de processamento;3. Limpe regularmente a escória do tanque e ajuste o líquido do tanque;4. Reduza o número de processamentos repetidos. |
|||
05 Gravura insuficiente
| Nome | Gravura insuficiente | Causa | Processo de gravação alcalina |
| Definição: o fenômeno de que o efeito de eliminação de defeitos superficiais não atinge o objetivo esperado devido à corrosão insuficiente no processo de corrosão alcalina do alumínio. | |||
| Características: a superfície não tem efeito de superfície de areia ou não atende aos requisitos do cliente. | |||
|
Aparência:

Gravura insuficiente |
|||
|
Causa da ocorrência:
1. A temperatura do tanque alcalino está muito baixa;2. O tempo de corrosão alcalina é muito curto;3. A concentração alcalina é muito baixa;4. A concentração de íons de alumínio no tanque alcalino é muito alta. |
|||
|
Contramedidas:
1. Preste atenção ao controle da temperatura e concentração do tanque alcalino;2. O tempo de corrosão alcalina deve ser prolongado adequadamente;3. Ajuste razoavelmente a concentração de íons de alumínio. |
|||
06 Desengorduramento irregular
| Nome | Desengorduramento irregular | Causa | Processo de remoção de óleo |
| Definição: corrosão alcalina irregular causada por desengorduramento incompleto | |||
| Características: corrosão irregular na superfície do alumínio devido ao desengorduramento incompleto. A superfície do alumínio apresenta brilho diferente após a anodização, e a cor da superfície após a coloração fica irregular ou há manchas coloridas. | |||
|
Aparência:
Desengorduramento irregular |
|||
|
Causa da ocorrência:
1. Tempo de desengorduramento insuficiente;2. Os componentes eficazes do líquido desengordurante do tanque são insuficientes;3. A mancha de óleo na superfície da peça é grave. |
|||
|
Contramedidas:
1. Adicione agente desengordurante;2. Tempo de imersão prolongado ≥ 3 minutos;3. As peças de trabalho com manchas graves de óleo na superfície devem ser limpas manualmente e pré-tratadas. |
|||
07 Bolha (óxido anódico)
| Nome | Bolha (óxido anódico) | Causa | Anodização e operação |
| Definição: O gás produzido na eletrólise ou o ar usado para agitação ficam na fenda ou canto do material, por isso não pode formar filme de óxido e geralmente não pode ser colorido. | |||
| Características: a lacuna ou canto do material, o filme local é muito fino ou não, e há bolhas residuais na superfície do filme de óxido anódico. Se for realizada coloração eletrolítica, não será possível obter uma cor uniforme. | |||
|
Aparência:

Bolha (óxido anódico) |
|||
|
Causa da ocorrência:
1. Ângulo de elevação inadequado;2. Velocidade de canal muito rápida;3. A forma do alumínio não é propícia à eliminação de gases;4. O saco antiespumante está danificado. |
|||
|
Contramedidas:
1. Controlando a inclinação da ranhura inferior;2. Prolongue o tempo de pré-impregnação;3. Os sacos antiespumantes danificados devem ser substituídos a tempo. |
|||
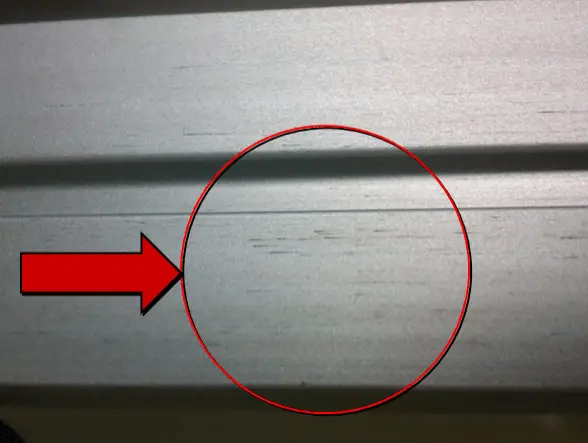
08 Retire a rede
| Nome | Retire a rede | Causa | Processo de gravação alcalina |
| Definição: o filme de óxido anódico não foi completamente removido | |||
|
Características: esse fenômeno ocorre no perfil retrabalhado.
Como o filme de óxido antigo não é removido durante o retrabalho, um novo filme de óxido não pode ser formado nesta área durante a reoxidação, e uma camada de remoção côncava-convexa aparecerá neste momento. |
|||
|
Aparência:
Retire a rede |
|||
|
Causa da ocorrência:
1. Tempo de imersão insuficiente do perfil de decapagem retrabalhado no tanque de imersão em ácido sulfúrico;2. Tempo de desmoldagem por ataque alcalino insuficiente. |
|||
|
Contramedidas:
1. Prolongar o tempo de imersão da solução de ácido sulfúrico;2. Prolongue o tempo de gravação alcalina. |
|||
09 Corrosão da água de enxágue
| Nome | Corrosão da água de enxágue | Causa | |
| Definição: corrosão por pite produzida na lavagem com água causada por impurezas contidas nos materiais. | |||
|
Características: parece um floco de neve.
Há uma mancha preta no centro da mancha como núcleo, que se espalha e estende muitas garras, como um polvo no mar. |
|||
|
Aparência:

Corrosão da água de enxágue |
|||
|
Causa da ocorrência:
1. O perfil extrudado contém uma pequena quantidade de zinco ou gálio, que reage com íons Cl – ou f no tanque de lavagem com água após o processo de tratamento de neutralização;2. Depois que o material embrionário é neutralizado, ele permanece muito tempo na caixa d'água;3. A pia está poluída. |
|||
|
Contramedidas:
1. Monitore o processo de produção da barra de alumínio e controle o teor de zinco ou gálio;2. Controle a velocidade de produção do material para garantir que o material embrionário não fique encharcado por no máximo 10 minutos;3. Concentração de ácido nítrico no tanque de neutralização ≥ 5% (5% – 8%);4. Aumente o volume de drenagem para garantir a limpeza da pia. |
|||
10 Cor branca
| Nome | cor branca | Causa | Processo de fundição, extrusão e oxidação |
| Definição: traços brancos pontilhados ou pontilhados incolores na superfície do alumínio sem descascamento do filme de óxido. | |||
| Características: Diferente de “peeling”, é uma mancha branca tipo defeito com peeling. A mancha branca é que a rachadura é gerada no filme e não se formou. No filme de pele normal, sua parte periférica não é colorida, o que ocorre mais no sentido de extrusão, e há sensação de mão ao tocar com as mãos. | |||
|
Aparência:

cor branca |
|||
|
Causa da ocorrência:
1. Existem inclusões na liga, tornando o filme de óxido descontínuo;2. A névoa alcalina está aderida ao filme de óxido. |
|||
|
Contramedidas:
1. Controle rigorosamente o processo de fundição da haste;2. Organize a oxidação da peça de trabalho após a linha superior o mais rápido possível;3. Melhorar as instalações de ventilação da oficina. |
|||
11 Queima elétrica
| Nome | Queima elétrica | Causa | Anodização e operação |
| Definição: durante o tratamento de oxidação anódica, a densidade de corrente é muito alta localmente, formando aparência de queimadura ou choque elétrico. | |||
| Características: aparecem marcas de queimadura no filme de óxido, geralmente pretas ou amarelas. Em casos graves, o perfil quebra. | |||
|
Aparência:
Queima elétrica |
|||
|
Causa da ocorrência:
1. Densidade excessiva da corrente de oxidação;2. Curto-circuito ocorre quando o alumínio está em contato com a placa catódica;3. Mau contato entre alumínio e fixação;4. A corrente aumenta muito rápido durante a oxidação anódica;5. O cátodo está danificado e a área é muito pequena; Medidas preventivas. |
|||
|
Contramedidas:
1. A densidade da corrente de oxidação não deve ser muito alta e a densidade da corrente deve ser controlada entre 1,2-1,5mA/dm²;2. A distância entre os postes deve ser bem controlada ao abaixar a ranhura, sendo estritamente proibido que os perfis toquem na placa catódica;3. A fileira superior de barras deve ser polida, os parafusos dobrados devem ser apertados e a cabeça do material deve ser apertada durante a fixação;4. A configuração do tempo de subida suave atual deve atender aos requisitos;5. Substitua a placa catódica danificada a tempo. |
|||
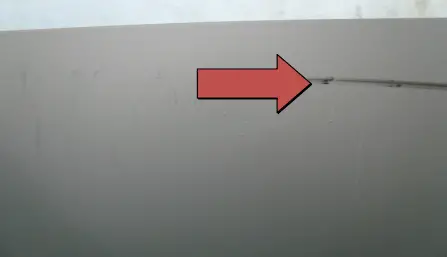
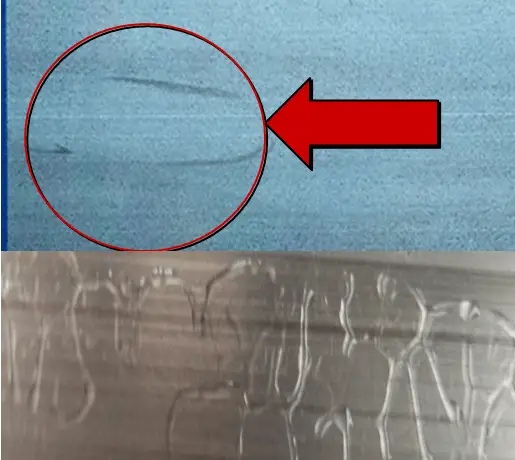
12 Escoriação
| Nome | Escória | Causa | Extrusão, fundição, molde |
| Definição: existem inclusões não metálicas na estrutura do metal, que podem ser vistas a olho nu na amostra de baixa ampliação. Após o tratamento de oxidação, a superfície dos produtos metálicos ficará exposta, o que pode ser visto a olho nu ou sentido ao tocar os produtos com as mãos. | |||
| Características: geralmente tem formato de linha quebrada e é consistente com a direção de extrusão. É invisível após extrusão e visível após tratamento de oxidação. | |||
|
Aparência:
Escoriação |
|||
|
Causa da ocorrência:
1. O cilindro de extrusão não está centralizado com a haste de extrusão, de modo que os corpos estranhos na camada superficial do lingote ou na parede interna do cilindro de extrusão sejam envolvidos e apareçam na superfície do perfil extrudado;2. Porque a posição do furo da matriz está muito próxima do círculo externo durante o projeto da matriz. |
|||
|
Contramedidas:
1. No projeto do molde, o furo do molde deve estar localizado no centro do molde, tanto quanto possível; Para perfis ocos, o círculo circunscrito do furo de derivação deve ser reduzido;2. Verifique regularmente o alinhamento do cilindro de extrusão e da haste de extrusão e ajuste-os a tempo de deixar mais pressão residual;3. Remova os corpos estranhos na parede interna do cilindro de extrusão e na almofada de extrusão fixa;4. Reduza a temperatura da almofada de extrusão e evite lubrificação excessiva;5. Aumente a temperatura do barril de extrusão e do lingote. |
|||
13 Descamação
| Nome | Descamação | Causa | Anodização e coloração |
| Definição: ao colorir, o filme de óxido se desprende em forma de meio ponto, produzindo manchas não coloridas. | |||
| Características: pontos ou blocos brancos estão distribuídos irregularmente na superfície dos perfis e não há sensação de mão ao tocá-los. | |||
|
Aparência:

Anodização e coloração |
|||
|
Causa da ocorrência:
1. A tensão de coloração é muito alta ou o tempo de coloração é muito longo;2. A solução corante está poluída;3. A película de barreira formada durante a oxidação é muito fina ou irregular. |
|||
|
Contramedidas:
1. Corrija as condições de coloração;2. Remover impurezas;3. Aumente a tensão de oxidação. |
|||
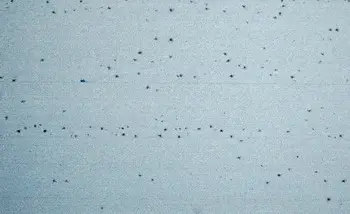
14 Ponto preto
| Nome | Ponto preto | Causa | oxidação anódica |
| Definição: poço de corrosão em forma de estrela preta na superfície de alumínio. | |||
| Características: tem formato de ponto preto e distribuição irregular, não havendo película de óxido no local dos pontos de corrosão. | |||
|
Aparência:
Pontos pretos |
|||
|
Causa da ocorrência:
1. A concentração de íon cloreto no eletrólito oxidante é muito alta. |
|||
|
Contramedidas:
1. Substitua o líquido do tanque para garantir a estabilidade do líquido do tanque de oxidação. |
|||
15 Pinhole
| Nome | Pinhole pinhole | Causa | Anodização e operação |
| Definição: devido à grande diferença entre o coeficiente de expansão térmica do filme de óxido e da matriz de alumínio, o filme de óxido é rachado e danificado sob força externa ou alta temperatura. | |||
| Características: quando visto na direção inclinada em relação à superfície sob luz forte, podem ser vistas escamas em flocos. | |||
|
Aparência:
Pinhole |
|||
|
Causa da ocorrência:
1. O tempo de vedação do furo é muito longo;2. O material de alta película é agitado sem ar; O calor não é trocado a tempo;3. A linha inferior é operada de forma selvagem, a tensão no perfil é muito grande e o filme de óxido está rachado. |
|||
|
Contramedidas:
1. Ajuste o tempo de vedação do furo;2. Areje e mexa quando o material de alta película estiver oxidado;3. Padronize a operação da linha inferior. |
|||
16 Iridescência
| Nome | Iridescência | Causa | Vedação de furos |
| Definição: também conhecido como filme arco-íris ou filme de interferência, é um fenômeno de interferência luminosa, indicando a existência de um filme superficial. | |||
| Características: a cor do arco-íris pode ser vista quando vista na direção inclinada em relação à superfície. | |||
|
Aparência:

Iridescência |
|||
|
Causa da ocorrência:
1. No orifício de vedação térmica, a má vedação é causada pela presença de sílica e fosfato;2. Em furos de vedação a frio, a vedação excessiva é causada por uma concentração muito alta de líquido do tanque de vedação, temperatura do tanque muito alta, tempo de vedação muito longo, etc;3. Má oxidação anódica e eletrólise;4. A película de vedação está corroída |
|||
|
Contramedidas:
1. Ajuste a composição do líquido do tanque;2. Reduza adequadamente a temperatura do líquido do tanque e reduza o tempo de vedação do furo;3. Reduza o teor de íons de níquel na ranhura de vedação;4. Limpe regularmente a escória líquida do tanque e filtre o líquido do tanque com frequência para mantê-lo limpo. |
|||
17 Pinhole (filme)
| Nome | Pinhole (filme) | Causa | Remoção de óleo por eletroforese |
| Definição: corrosão puntiforme. | |||
| Características: a superfície da película de tinta está disposta irregularmente com pequenos orifícios como depressões ou perfurações. Quando vistos ao longo da direção inclinada em relação à superfície, os furos da película de tinta são mais nítidos. | |||
|
Aparência:

Pinhole (filme) |
|||
|
Causa da ocorrência:
1. Quando o material de alumínio entra no tanque de eletroforese, bolhas ou ar na superfície da solução de tinta são aspirados;2. Há entrada de ar no sistema de circulação;3. A blindagem do cátodo é fraca ou o saco antiespumante está danificado e há bolhas finas na solução de tinta;4. A tensão da eletroforese é muito alta e a reação eletrolítica é violenta, resultando em bolhas;5. As impurezas misturadas na tinta eletroforética aderem à película de tinta;6. A temperatura do banho de eletroforese está muito alta;7. O baixo valor de pH da solução do tanque de eletroforese e o excesso de solvente diminuem a capacidade de polarização do filme de tinta, resultando na fraca capacidade de resistir a impurezas;8. Mau desengorduramento do pré-tratamento;9. A superfície da peça bruta está corroída devido ao longo tempo de armazenamento. |
|||
|
Contramedidas:
1. A ranhura inferior deve ser inclinada e agitada para cima e para baixo várias vezes;2. Verifique regularmente o funcionamento do equipamento;3. Substitua o saco antiespumante;4. Reduza a tensão de eletroforese;5. Substitua o saco de filtro regularmente;6. A temperatura do tanque de eletroforese deve ser controlada dentro da faixa do processo;7. Ajuste os parâmetros do processo do líquido do tanque para a faixa normal;8. Aumente a intensidade desengordurante do pré-tratamento, adicione ácido nítrico regularmente e melhore a resistência de passivação9. O embrião extrusado deve ser oxidado e eletroforese a tempo. |
|||
18 Aberração cromática
| Nome | Aberração cromática | Causa | Coloração e operação |
| Definição: diferença visual de cor | |||
| Fcomidas: diferença de cor entre alumínio oxidado e alumínio padrão | |||
|
Aparência:
Aberração cromática |
|||
|
Causa da ocorrência:
1. Má condutividade;2. A braçadeira não está apertada;3. A coloração é imprecisa. |
|||
|
Contramedidas:
1. Polir a castanha d'água da haste condutora até que a cor do substrato fique exposta;2. Prenda bem o material para evitar afrouxamento;3. O colorista deverá verificar a cor estritamente de acordo com o quadro de cores padrão e corrigir qualquer desvio no tempo. |
|||
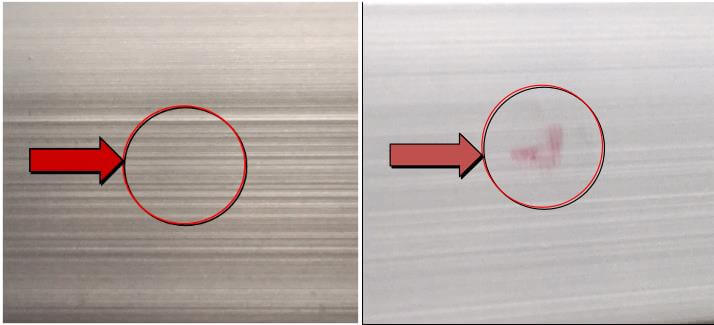
19 Mancha de baba ácida
| Nome | Mancha de baba ácida | Causa | Operação |
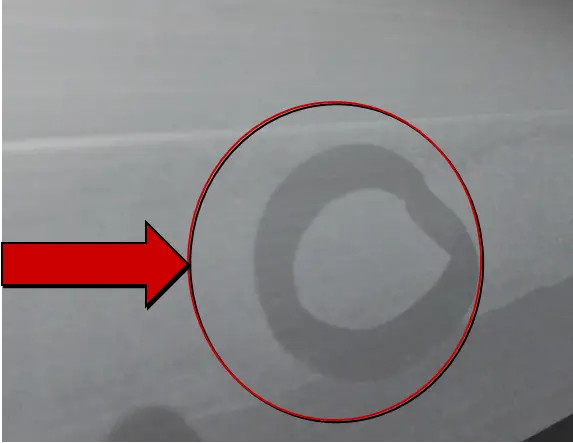
| Definição: a superfície do perfil está corroída por água ácida e alcalina | |||
| Características: existem marcas de fluxo brancas ou manchas redondas na superfície do perfil | |||
|
Aparência:

Mancha de baba ácida |
|||
|
Causa da ocorrência:
1. A solução ácida e alcalina fixada no acessório ou rack de material não é completamente limpa no processo subsequente de lavagem com água e flui para a superfície do alumínio;2. Há solução ácido-base na superfície do alumínio que não foi limpa;3. Terminada a selagem, os demais materiais são cruzados da área de drenagem. |
|||
|
Contramedidas:
1. Limpe completamente o suporte de fixação e material;2. O perfil da pequena cavidade interna deve ser limpo várias vezes;3. Não cruze com outros racks de materiais;4. Garantir que os parâmetros do processo de cada tanque de lavagem atendam aos requisitos de produção;5. Ao abaixar o tanque de oxidação, lave a viga condutora com cano de água. |
|||
20 Selando obscenidade
| Nome | Selando obscenidade | Causa | Vedação de furos |
| Definição: após a vedação do furo, uma camada de material calcificado é fixada na superfície do perfil | |||
| Características: a superfície do perfil oxidado é fixada com cinza branca apagável e a superfície do perfil colorido é fixada com cinza amarela indelével. | |||
|
Aparência:
Selando obscenidade |
|||
|
Causa da ocorrência:
1. O íon cálcio ou magnésio no tanque de vedação está muito alto;2. A turbidez na ranhura de vedação é absorvida pela superfície do alumínio, que não é limpa no processo subsequente de lavagem com água;3. O tempo de vedação do furo é muito longo;4. O fluido de vedação está envelhecido. |
|||
|
Contramedidas:
1. Garantir a secura da ranhura após a lavagem;2. Aumente a filtragem do líquido do tanque de vedação para reduzir a sedimentação;3. Segure o tempo de vedação do furo;4. Configure o novo líquido do tanque. |
|||
21 Sem filmes locais
| Nome | Sem filmes locais | Causa | Eletroforese e operação |
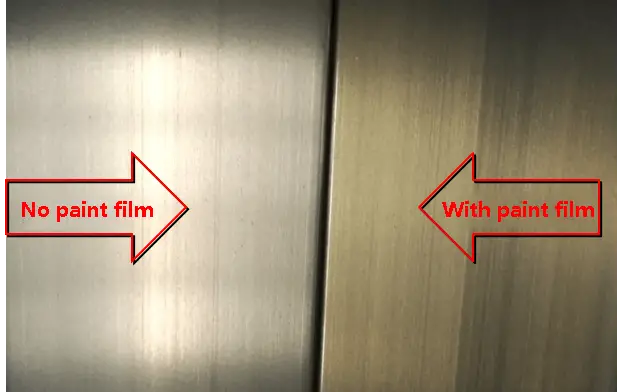
| Definição: quando o revestimento eletroforético é aplicado, o perfil de alumínio não é revestido com película de tinta orgânica | |||
| Características: em comparação com o perfil com película de tinta na superfície, o brilho é menor e a sensação da mão é áspera e tocante | |||
|
Aaparência:
Sem filmes locais |
|||
|
Causa da ocorrência:
1. Má condutividade; 2. O tempo de imersão nos tanques de lavagem com água RO1 e RO2 é muito longo; 3. O teor de solvente no tanque de lavagem com água é muito alto; 4. O valor de pH do tanque de eletroforese está muito alto; 5. A temperatura do tanque de água quente está muito alta e o tempo de imersão é longo, e o orifício do filme de óxido está fechado. |
|||
|
Contramedidas:
1. Verifique se a linha e a barra de ligação estão firmes; 2. Controle rigorosamente o tempo de imersão do tanque de lavagem com água (2-3 minutos); 3. Controle o teor de solvente de acordo com os requisitos do processo; 4. O valor do pH do líquido do tanque deve ser detectado frequentemente e refinado a tempo quando estiver alto; 5. Controle rigorosamente o processo do tanque de água quente. |
|||
22 Mancha de poeira
| Nome | Mancha de poeira | Causa | eletroforese |
| Definição: matérias estranhas granulares finas formadas por poeira e outras matérias estranhas aderidas à superfície ou sob a película de tinta. | |||
| Características: os pontos estão distribuídos irregularmente na superfície dos perfis e há sensação de protuberância ao tocar com as mãos. | |||
|
Aaparência:

Mancha de poeira |
|||
|
Causa da ocorrência:
1. O tanque de lavagem com água antes do processo de pintura eletroforética não está limpo ou a condutividade é muito alta; 2. Existem impurezas mecânicas grosseiras na solução do tanque de eletroforese; 3. Objetos flutuantes como poeira no ar da oficina caem sobre os materiais de alumínio colocados na área de drenagem; 4. Há poeira e outras impurezas no forno de cura. |
|||
|
Contramedidas:
1. Substitua a água do tanque de lavagem e verifique regularmente a qualidade da água; 2. Fortalecer a frequência de filtração da solução do tanque de eletroforese e substituir o saco de filtro; 3. A oficina de eletroforese deve possuir sistema de circulação de ar independente e ser limpa diariamente; 4. Limpe regularmente o forno de cura e limpe ou substitua a tela do filtro de circulação de ar quente. |
|||
23 Bolha (filme)
| Nome | Bolha (filme) | Causa | Eletroforese e operação |
| Definição: marca de bolha na superfície do perfil devido à fixação da bolha | |||
| Características: traços de bolhas circulares geralmente irregulares com tamanhos diferentes. | |||
|
Aaparência:
Bolha (filme) |
|||
|
Causa da ocorrência:
1. Quando o material de alumínio é imerso no tanque de eletroforese, ele fica envolvido em bolhas ou ar na superfície da solução de tinta; 2. A solução de tinta contém pequenas bolhas; 3. Há muitas bolhas na superfície do alumínio e o líquido da tinta tem pouca fluidez e não pode ser retirado; 4. O ângulo de inclinação não é suficiente no processo de entrada do alumínio na ranhura; 5. A válvula de entrada de tinta não está bem fechada e o ar é inalado; 6. O teor de solvente A no líquido do tanque é baixo. |
|||
|
Contramedidas:
1. Aumente a inclinação da ranhura inferior do perfil, abaixe a ranhura lentamente, aguarde 30 segundos após abaixar a ranhura e conduza a eletroforese após a energização; 2. Verifique se o saco antiespumante está danificado; 3. Adicione uma certa quantidade de solvente B ou aumente a circulação; 4. Verifique sempre a condição de fechamento da válvula após o bombeamento do líquido da tinta; 5. Adicione uma quantidade apropriada de solvente A |
|||
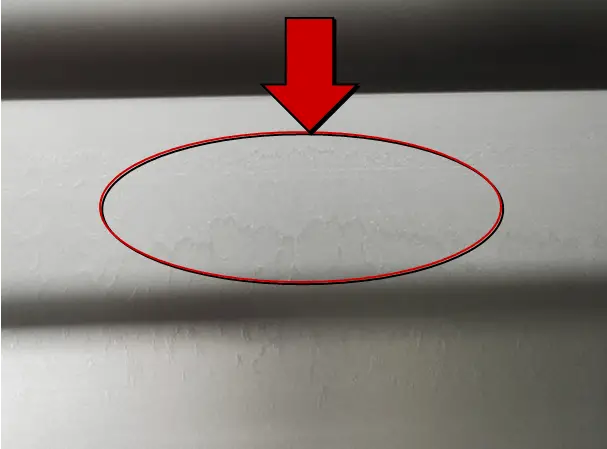
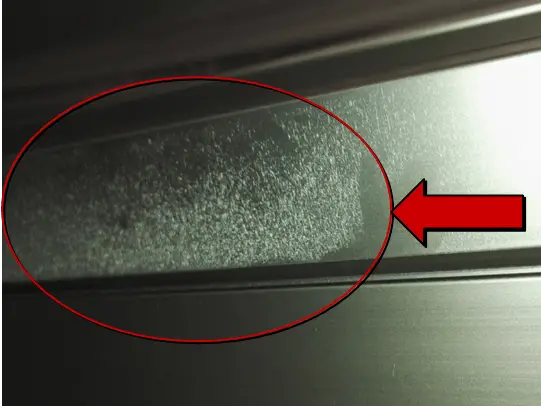
24 Paider(JIS)
| Nome | Pó (JIS) | Causa | Eletroforese e anodização |
| Definição: após a anodização, forma-se um pó branco na superfície do filme. | |||
| Características: após a anodização, o filme fica em pó branco e opaco; É fácil limpar o pó manualmente. | |||
|
Aaparência:
Pwodreing(JIS) |
|||
|
Causa da ocorrência:
1. A temperatura do eletrólito está muito alta; 2. A concentração de íons de alumínio é muito alta; 3. Densidade de corrente excessiva; 4. Tempo de oxidação muito longo; 5. Tempo de imersão muito longo após a oxidação; 6. Mistura insuficiente do líquido do tanque de oxidação; 7. Os materiais suspensos locais são muito densos. |
|||
|
Contramedidas:
1. Ajuste a temperatura do líquido do tanque; 2. Freqüentemente separa o excesso de íons de alumínio; 3. Use densidade de corrente apropriada; 4. Agarre o tempo de oxidação; 5. Controle o tempo de imersão; 6. Ventile totalmente e mexa durante a anodização; 7. Controle a distância entre as linhas superiores. |
|||
25 anosEllowing (filme de óxido anódico combinado)
| Nome | amarelecimento (filme de óxido anódico combinado) | Causa | Anodização, eletroforese |
| Definição: o fenômeno da película de tinta amarela ou película de óxido. | |||
| Características: o filme composto de perfil parece amarelo como um todo. | |||
| Aaparência: | |||
|
Causa da ocorrência:
1. O revestimento é muito espesso; 2. A temperatura de cura está muito alta ou o tempo de cura é muito longo; 3. O tanque de eletroforese está poluído; 4. Qualidade anormal da tinta eletroforética; 5. Após a oxidação, deixe de molho por muito tempo na caixa d'água, resultando em amarelecimento da película de óxido e amarelecimento do produto devido à transparência da película de tinta; |
|||
|
Contramedidas:
1. Melhorar as condições de pintura e reduzir a espessura do revestimento; 2. Ajustar a temperatura do forno na faixa exigida pelo processo; 3. Líquido do tanque de eletroforese de refino; 4. Adquira tinta eletroforética com qualidade estável e realize inspeção regular de amostragem para estabilidade de qualidade; 5. Controle a qualidade da água e o tempo de lavagem da água após a oxidação. |
|||
26 Cor opaca
| Nome | Cor opaca | Causa | eletroforese |
| Definição: após a cura do perfil eletroforético, a superfície do perfil é fixada com tinta eletroforética granular. | |||
| Características: geralmente está distribuído irregularmente na superfície do perfil e as partículas aderidas são grandes e pequenas. | |||
| Aaparência: | |||
|
Causa da ocorrência:
1. O tanque principal de eletroforese e o tanque de lavagem com água RO não são limpos há muito tempo, e a parede do tanque é fixada com tinta velha solidificada, que é arranhada e fixada no perfil durante a produção; 2. Quando o ácido é misturado no tanque principal de eletroforese ou no tanque de lavagem com água RO, parte da resina de revestimento condensa e adere ao perfil; 3. Ao adicionar solução de tinta ao tanque principal de eletroforese, a mistura é irregular e a emulsificação não é completa. |
|||
|
Contramedidas:
1. Limpe regularmente o tanque principal de eletroforese e o tanque de lavagem com água RO para reduzir a tinta velha aderida ao tanque; 2. Evite que o ácido se misture no tanque principal de eletroforese e no tanque de lavagem de água RO; 3. Ao adicionar solução de tinta ao tanque principal de eletroforese, mexa por pelo menos 30 minutos e bombeie para o tanque principal após a emulsificação completa. |
|||
27 Mancha de baba ácida (filme)
| Nome | mancha de baba ácida (filme) | Causa | eletroforese |
| Definição: após a cura do perfil eletroforético, permanecem manchas de tinta ou marcas de fluxo de tinta na superfície do perfil. | |||
| Características: existem manchas irregulares de tinta ou marcas de fluxo de tinta na superfície da película de tinta. | |||
|
Aaparência:

mancha de baba ácida (filme) |
|||
|
Causa da ocorrência:
1. O tempo de retenção após a eletroforese fora do tanque é muito longo; 2. Concentração inadequada de revestimento; 3. Lavagem insuficiente após eletroforese; 4. O conteúdo sólido do tanque de lavagem RO2 é muito alto; 5. Existem gotas de água ácido-base no feixe condutor. |
|||
|
Contramedidas:
1. O tempo de residência da eletroforese após a ranhura deve ser de 1 min; 2. Controlar a concentração do revestimento em estrita conformidade com os requisitos do processo; 3. Prolongue adequadamente o tempo de lavagem após a eletroforese; 4. Reduza o conteúdo sólido do tanque de lavagem com água RO2; 5. O processo de oxidação deve pulverizar totalmente água para lavar a viga. |
|||
28 Mancha de água
| Nome | Mancha de água | Causa | Eletroforese e operação |
| Definição: também conhecido como marca d'água, refere-se ao padrão em forma de mancha ou gota de água causado por gotas de água fixadas na superfície do filme de tinta (especialmente a superfície do filme de tinta na posição horizontal ou inclinada) antes ou durante a cura. | |||
| Características: é fácil de ocorrer na parte horizontal ou inclinada, com distribuição irregular, e seu formato é pontilhado ou gota. | |||
| Aaparência: | |||
|
Causa da ocorrência:
1. Gotículas de água aderem à superfície da película de tinta semi-seca, resultando em alterações no brilho durante a cura; 2. Existem impurezas nas gotas de água fixadas na superfície da película de tinta, que alteram o brilho ou a cor; 3. A qualidade da água da lavagem anterior com água quente pura não é qualificada ou o tempo de imersão é curto. |
|||
|
Contramedidas:
1. Prolongue o tempo de drenagem; Garanta água quente suficiente e tempo de imersão. |
|||
29 Bolha (colorida)
| Nome | Bolha (colorida) | Causa | Extrusão, anodização, operação |
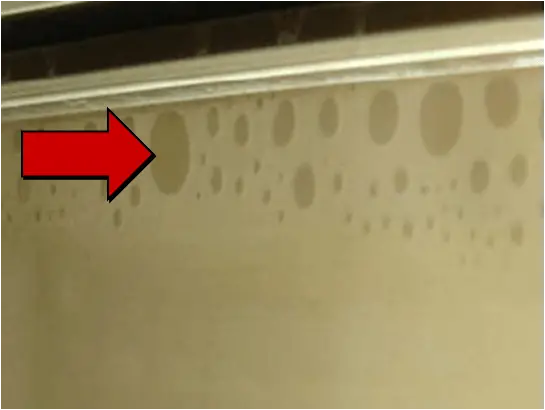
| Definição: o gás produzido na coloração eletrolítica ou o ar utilizado para agitação ficam na fenda ou canto do material e cobrem a camada do filme de óxido, de modo que os íons metálicos coloridos não podem entrar no diâmetro dos poros do filme de óxido e formar manchas coloridas de bolha. | |||
| Características: a lacuna ou canto do material, o filme local é muito fino ou não, e há bolhas residuais na superfície do filme de óxido anódico. Se for realizada coloração eletrolítica, não será possível obter uma cor uniforme. | |||
|
Aaparência:
Bolha (colorida) |
|||
|
Causa da ocorrência:
Ângulo de elevação inadequado; Velocidade de canal muito rápida; A forma do alumínio não favorece a eliminação de gases; O saco antiespumante está danificado. |
|||
|
Contramedidas:
Controlando a inclinação da ranhura inferior; Prolongando o tempo de pré-impregnação; Os sacos antiespumantes danificados devem ser substituídos a tempo. |
|||
2. Defeitos de aparência e desempenho de produtos de tratamento de superfície oxidados
Os defeitos de aparência e desempenho dos produtos de tratamento de superfície oxidados incluem principalmente vedação de furos não qualificada, espessura de filme de óxido não qualificada, dureza de lápis não qualificada do filme de tinta, resistência à corrosão não qualificada do filme de tinta, etc.
Geralmente, uma vez produzidos tais defeitos, eles são frequentemente descartados em lotes, resultando em grandes perdas, que devem ser evitadas de tempos em tempos.
30 Falha de vedação
| Nome | Falha de vedação | Causa | Vedação de furos |
| Definição: a perda de peso da vedação do furo não está em conformidade com GB/t5237 | |||
| Características: a qualidade da vedação não atinge o efeito esperado. A caneta à base de água é usada para tingir a mancha no local, que não pode ser removida após a secagem | |||
|
Aaparência:
Falha de vedação |
|||
|
Causa da ocorrência:
1. Tempo insuficiente de vedação do furo; 2. A temperatura de vedação está baixa; 3. O valor do pH da solução do tanque não está dentro da faixa do processo; 4. A espessura do filme de óxido excede seriamente a espessura de filme especificada. |
|||
|
Contramedidas:
1. Prolongue o tempo de vedação do furo; 2. Ajuste a temperatura de vedação; 3. Ajuste os parâmetros do líquido do tanque para a faixa do processo; 4. Meça a espessura do filme de óxido e determine o tempo de vedação de acordo com a espessura real do filme. |
|||
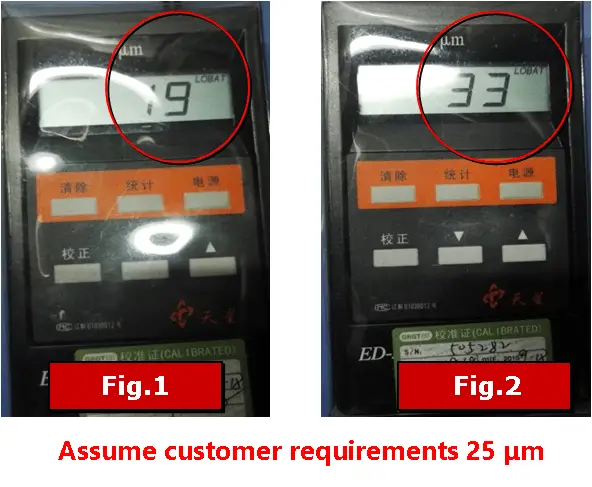
31 A espessura do filme de óxido não está de acordo com o padrão
| Nome | A espessura do filme de óxido não está de acordo com o padrão | Causa | oxidação anódica |
| Definição: a espessura do filme de óxido não atende aos requisitos. | |||
|
Características: a espessura do filme de óxido obtido após a anodização não atende às necessidades do cliente, conforme Figura 1 abaixo;
Ou exceda seriamente os requisitos do cliente, conforme mostrado na figura abaixo. Neste momento, embora o cliente possa aceitar, não é aconselhável aumentar o custo de oxidação; Padrão de espessura de filme de óxido. |
|||
|
Aaparência:
A espessura do filme de óxido não está de acordo com o padrão |
|||
|
Causa da ocorrência:
1. Cálculo impreciso do tempo de oxidação; 2. A corrente de saída do gerador de silício é inconsistente com a configuração; 3. A barra de encadernação está solta. |
|||
|
Contramedidas:
1. Calcule o tempo de oxidação adequado em estrita conformidade com a norma; 2. Verifique frequentemente o valor real de saída da corrente da máquina de óxido de silício para facilitar a produção e ajustar o tempo de oxidação no tempo; 3. A vinculação e o acordo devem ser fortalecidos. |
|||
32 A dureza do lápis não é qualificada
| Nome | A dureza do lápis não é qualificada | Causa | eletroforese |
| Definição: perfil de dureza de lápis de filme de pintura eletroforética <3H | |||
| Características: use uma lâmina para desenhar uma parte da película de tinta, esmerilhe-a manualmente em forma de folha ou rolo, e a película de tinta fica mal pulverizada | |||
| Aaparência: | |||
|
Causa da ocorrência:
1. A temperatura da água do tanque de água quente é baixa e não atende aos requisitos do processo; 2. A temperatura e o tempo de cura não atendem ao limite inferior dos requisitos do processo; 3. Mergulhe em água quente por muito tempo e a película de óxido é fechada; 4. Envelhecimento do líquido do tanque; 5. A proporção de combinação de monômero duro e monômero macio na tinta original não atende aos requisitos. |
|||
|
Contramedidas:
1. Mantenha a temperatura do tanque de água quente dentro da faixa do processo; 2. Ajuste a temperatura do forno de cura e o tempo de cura de acordo com a faixa do processo; 3. Controle o tempo de imersão do tanque de água quente em cerca de 6 minutos; 4. Substitua algum líquido do tanque; 5. Ajuste a proporção de combinação de monômero duro e monômero macio na tinta original. |
|||
33 A resistência à corrosão não está qualificada
| Nome | A resistência à corrosão não está qualificada | Causa | eletroforese |
| Definição: o monitoramento da resistência à corrosão do filme de tinta não está em conformidade com GB/t5237 | |||
| Recurso; | |||
| Aaparência: | |||
| Causa da ocorrência:
1. A espessura do filme de tinta não atende aos requisitos da norma nacional; 2. O tanque de água quente e o tanque de água pura estão poluídos; 3. O valor ácido do líquido do tanque é alto; |
|||
|
Contramedidas:
1. Verifique regularmente a espessura do filme de tinta para garantir que a espessura do filme de tinta atenda aos requisitos do padrão nacional; 2. Substitua frequentemente as bolsas de filtro do tanque de água quente e do tanque de água pura, detecte regularmente o valor de pH do líquido do tanque e substitua oportunamente algum líquido do tanque se exceder a faixa do processo; 3. Separe a torre C várias vezes e ajuste o valor ácido dentro da faixa normal do processo. |
|||
3. Precisão dimensional de produtos de tratamento de superfície oxidados
O tratamento de superfície por oxidação tem baixo impacto no tamanho dos produtos.
Existem poucos desses defeitos, que muitas vezes fluem para o processo anterior.
O impacto deste processo concentra-se principalmente em dois defeitos: marcas excessivas de encadernação e fina espessura de parede retrabalhada.
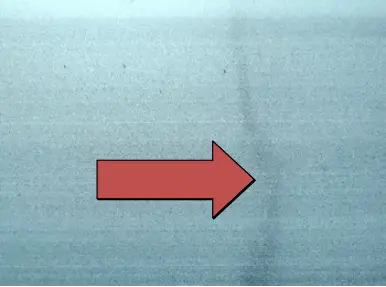
34 Segurando a impressão do dispositivo
| Nome | Segurando a impressão do dispositivo | Causa | Operação |
| Inglês | Segurando a impressão do dispositivo | ||
| Definição: a marca de encadernação excede os requisitos do desenho. | |||
|
Características: durante o tratamento superficial, o contato entre o alumínio e o suspensor afeta a impressão produzida pelo tratamento superficial desta peça.
Este traço é inevitável, mas não pode ultrapassar o comprimento limitado pelo cliente, caso contrário, não será qualificado. |
|||
|
Aaparência:
Marca de linha de amarração |
|||
|
Causa da ocorrência:
1. O posicionamento da haste condutora na linha superior não é preciso; 2. A linha de encadernação superior está solta, fazendo com que o perfil se mova para cima e para baixo e se desloque durante o pré-tratamento; 3. O ângulo de ligação e o ângulo inferior da ranhura são insuficientes. 4. A especificação da haste condutora não atende aos requisitos do processo. |
|||
|
Contramedidas:
1. A distância entre as hastes condutoras deve ser determinada durante a linha superior, e as linhas de ligação superior e inferior devem ser consistentes. Para peças com requisitos especiais, devem ser utilizadas hastes e acessórios condutores especiais; 2. Deve ser usada amarração com fio de alumínio para a fileira superior e o perfil não deve ficar solto. Deve ser utilizada fixação na fileira superior para garantir que o perfil não deslize para cima e para baixo; 3. Amarre e organize a partir do orifício inferior da haste condutora para garantir que haja inclinação angular suficiente em ambas as extremidades. Ao abaixar a ranhura, o ângulo deve ser superior a 30°; 4. A haste condutora deve atender aos requisitos da especificação de operação para haste condutora na oficina de oxidação, e aquelas que não atendem aos requisitos devem ser substituídas a tempo. |
|||
35 Falta de espessura da parede
| Nome | Retrabalhar espessura da parede | Causa | Operação |
| Definição: a espessura da parede dos produtos retrabalhados é inferior às necessidades do cliente. | |||
| Características: muitas vezes é produzido em produtos retrabalhados repetidamente e a medição da espessura da parede é inferior ao limite inferior exigido pelos clientes. | |||
| Aaparência: | |||
|
Causa da ocorrência:
1. O tamanho dos materiais extrudados recebidos não é qualificado; 2. O processo de oxidação foi retrabalhado muitas vezes. |
|||
|
Contramedidas:
1. Reforçar a inspeção do material recebido na linha superior; 2. Tente fazer produtos acabados com sucesso de uma só vez. |
|||







