Tipos de porta-ferramentas
De acordo com a conicidade do furo da ferramenta do fuso central de usinagem, ele geralmente é dividido em duas categorias:
- Porta-ferramentas universal SK com conicidade de 7:24
- Porta-ferramentas a vácuo HSK com cone de 1:10
Porta-ferramentas universal SK com conicidade de 7:24
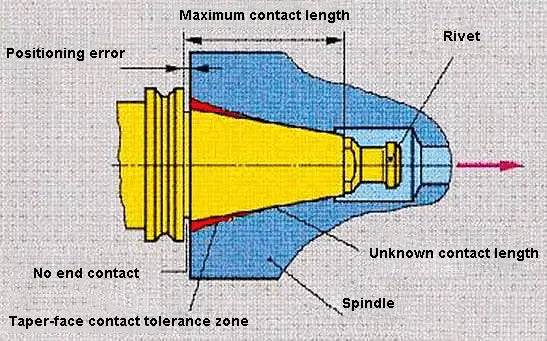
7:24 significa que a conicidade do porta-ferramenta é 7:24, que é um posicionamento de superfície cônica única com uma haste cônica mais longa.
A superfície cônica desempenha duas funções importantes ao mesmo tempo, que são o posicionamento preciso do porta-ferramenta em relação ao fuso e a fixação do porta-ferramenta.

Vantagens:
O design sem travamento automático permite carregamento e descarregamento rápido da ferramenta. O custo do porta-ferramenta é relativamente baixo, uma vez que o ângulo cônico pode ser usinado com um alto grau de precisão, garantindo uma conexão precisa.
Desvantagens:
Durante a rotação em alta velocidade, o furo cônico na extremidade frontal do fuso se expandirá. A quantidade de expansão aumenta com o aumento do raio de rotação e da velocidade, o que diminui a rigidez da conexão cônica. O deslocamento axial do porta-ferramenta também mudará sob a ação da tensão da barra de tração. Após cada troca de ferramenta, a dimensão radial da
Geralmente existem cinco padrões e especificações para porta-ferramentas universais com conicidade de 7:24:
Porta-ferramentas a vácuo HSK com cone de 1:10
- Padrão Internacional: IS0 7388/1 (abreviado como IV ou IT)
- Padrão japonês: MAS BT (abreviado como BT)
- Padrão alemão: tipo DIN 2080 (abreviado como NT ou ST)
- Padrão Americano: ANSI/ASME (abreviado como CAT)
- Tipo DIN 69871 (abreviado como JT, DIN, DAT ou DV)
Método de tensionamento.
Os porta-ferramentas do tipo NT são apertados por uma barra de tração em máquinas convencionais, também conhecida localmente como ST.
Os outros quatro porta-ferramentas são fixados no centro de usinagem através de uma saliência na extremidade do porta-ferramentas.
Universalidade.
(1) Atualmente, os porta-ferramentas mais utilizados na China são DIN 69871 (JT) e MAS BT japonês.
2) Os porta-ferramentas DIN 69871 também podem ser montados em máquinas com furos cônicos de fuso ANSI/ASME.
(3) O porta-ferramentas padrão internacional IS0 7388/1 também pode ser instalado em máquinas-ferramentas com furo cônico DIN 69871 e fuso ANSI/ASME. Portanto, em termos de versatilidade, o porta-ferramentas IS0 7388/1 é o melhor.
Porta-ferramentas de vácuo HSK com conicidade de 1:10
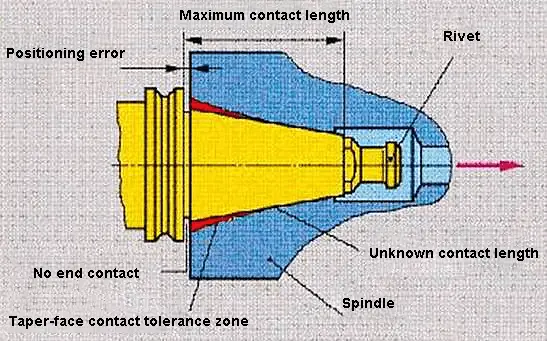
Os porta-ferramentas a vácuo HSK dependem da deformação elástica do porta-ferramenta, não apenas do porta-ferramenta com um cone de 1: 10 em contato com o cone de 1:10 do furo do fuso da máquina-ferramenta, mas também da face do flange do porta-ferramenta está em contato próximo com a face do fuso.
Este sistema de contato bilateral é superior a um porta-ferramenta universal 7:24 em termos de usinagem em alta velocidade, rigidez de conexão e precisão de sobreposição.

O porta-ferramentas a vácuo HSK pode melhorar a rigidez, estabilidade e precisão do produto durante a usinagem em alta velocidade e também reduzir o tempo de substituição da ferramenta, o que é essencial para a usinagem em alta velocidade. É adequado para velocidades de fuso de máquinas-ferramenta de até 60.000 rpm. O sistema de ferramentas HSK está sendo amplamente utilizado nas indústrias aeroespacial, automotiva e de moldes de precisão, entre outras.
Os porta-ferramentas HSK estão disponíveis nos tipos A, B, C, D, E e F, sendo os tipos A, E e F comumente usados em centros de usinagem com processo de troca automática de ferramentas (ATC).
A maior diferença entre o Tipo A e o Tipo E:
(1) O Tipo A possui uma ranhura de transmissão, mas o Tipo E não. Portanto, o Tipo A tem um torque de transferência relativamente maior, que pode suportar cortes pesados. O torque transmitido pelo Tipo E é relativamente pequeno, portanto ele só consegue lidar com cortes leves.
(2) O porta-ferramenta Tipo A possui furos de fixação manual e ranhuras de direção, além da ranhura de transmissão, resultando em equilíbrio relativamente ruim. O tipo E não possui esses recursos, o que o torna mais adequado para processamento em alta velocidade.
Os mecanismos do Tipo E e do Tipo F são idênticos. A diferença entre eles é que para cabos com o mesmo nome (como E63 e F63), a conicidade do cabo Tipo F é um tamanho menor. Isso significa que tanto o E63 quanto o F63 têm um diâmetro de flange de φ63, mas o cone F63 tem apenas o mesmo tamanho do E50. Portanto, o F63 irá girar mais rápido (com um rolamento de fuso menor) em comparação com o E63.
Forma de fixação da ferramenta do porta-ferramenta
Primavera cporta-ferramentas artridge
É usado principalmente para porta-ferramentas retos, como brocas, fresas e machos, ou fixação de ferramentas.
A deformação elástica do anel de retenção é de 1 mm e a faixa de fixação é de 0,5 a 32 mm de diâmetro.

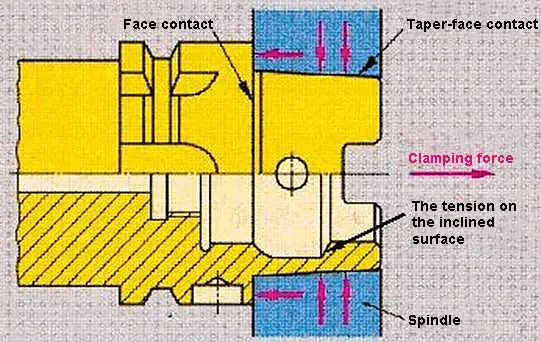
Mandril hidráulico
- A- Parafuso de travamento, que utiliza chave Allen para apertar o parafuso de travamento;
- B- Pistão de travamento, que pressiona o meio hidráulico para dentro da câmara de expansão;
- C- Câmara de expansão, que pressurizada por líquido para gerar pressão;
- Bucha de expansão D-Thin, que permite que o centro da haste de fixação da ferramenta seja posicionado e envolvido uniformemente durante o processo de travamento.
- E- Vedações especiais, que garantem vedação ideal e longa vida útil.
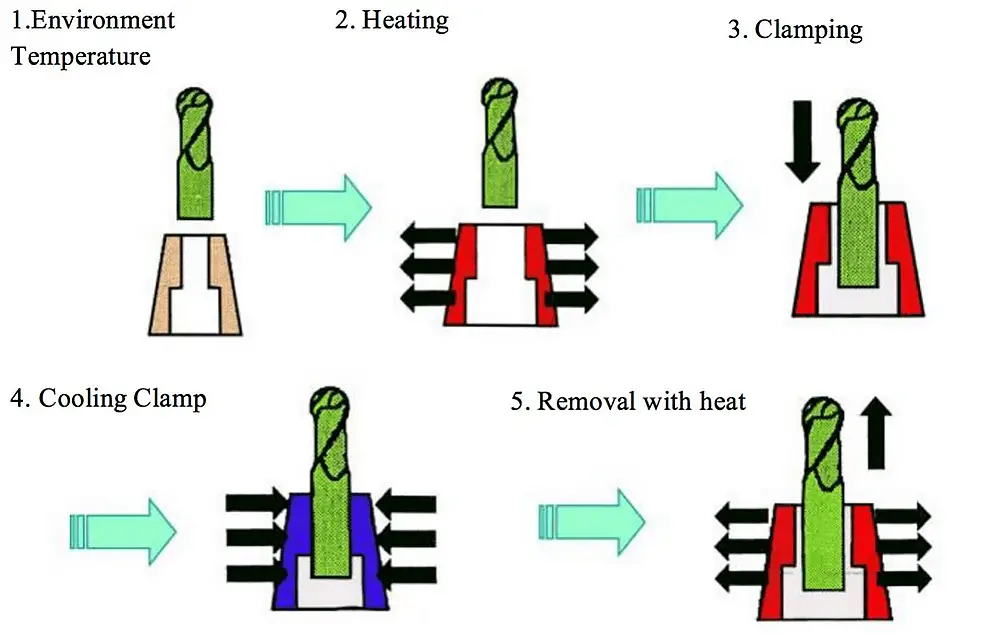
Porta-ferramentas aquecido
A tecnologia de aquecimento por detecção é usada para aquecer a parte de fixação da ferramenta do porta-ferramenta, fazendo com que seu diâmetro se expanda. A haste fria é então inserida no porta-ferramenta quente. Isso resulta em uma alta força de fixação e bom equilíbrio dinâmico, tornando-o adequado para usinagem em alta velocidade.
A tecnologia também oferece alta precisão de repetibilidade dentro de 2μm e desvio radial dentro de 5μm, e tem boa resistência a manchas e interferências durante a usinagem.
No entanto, apenas uma ferramenta com diâmetro de haste específico pode ser instalada para cada especificação de porta-ferramenta e também é necessário um conjunto de equipamento de aquecimento.
O princípio da fixação do porta-ferramentas pirocondensacional:

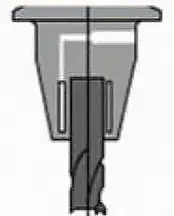
Avaliação abrangente e comparação de porta-ferramentas
| Avaliação | Tipo de braçadeira de mola | Tipo hidráulico | Tipo pirocondensacional |
| Diagrama de Estrutura | 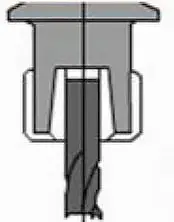 |
 |
 |
| Versatilidade | ser utilizado em todos os processos; altamente versátil | limitado para usinagem em alta velocidade; altos custos de manutenção | excelente desempenho em uma ampla gama de aplicações de usinagem de alta velocidade |
| Batida do porta-ferramentas | clipe de mola de qualidade <10µm | >5µm | cerca de 3 µm |
| Rígido | bom | bom | |
| Equilíbrio dinâmico | bom | em geral | bom |
| Vibrações | nenhuma vantagem | pode absorver vibrações | nenhuma vantagem |
| Conveniência | a precisão depende do operador | a estrutura de fixação é facilmente danificada | operação padronizada |
| Custo | em geral | caro | Mais barato que o tipo hidráulico |
Outros tipos de porta-ferramentas

Seleção e manutenção de porta-ferramentas
Fatores que influenciam a seleção
Ao escolher um porta-ferramentas, alguns fatores-chave influenciam sua decisão:
- Compatibilidade: Você precisa garantir que o suporte da ferramenta se encaixe no fuso da sua máquina.
- Tipo e tamanho da ferramenta: Você deve escolher o suporte apropriado para a ferramenta específica necessária.
- Material: Diferentes materiais como aço, alumínio ou plástico afetam a durabilidade e o desempenho do suporte.
- Equilíbrio: Para aplicações de alta velocidade, procure porta-ferramentas com melhor equilíbrio e batimento mínimo.
Cuidado e manuseio adequados
Para prolongar a vida útil dos seus porta-ferramentas e manter seu desempenho, aqui estão os passos a seguir:
- Armazenar: manter meus porta-ferramentas em ambiente seco e limpo, longe de contaminantes e umidade.
- Limpeza: Antes e depois do uso, limpe os porta-ferramentas com um pano macio para remover detritos.
- Inspeção: Inspecione meus porta-ferramentas regularmente em busca de sinais de desgaste, danos ou corrosão. Substitua-os se necessário.
- Lubrificação: Quando necessário, aplique lubrificantes para evitar ferrugem e garantir um funcionamento suave.
- Manuseio: Para evitar danos, manuseie os porta-ferramentas com cuidado, evitando deixá-los cair ou bater em superfícies duras.







