
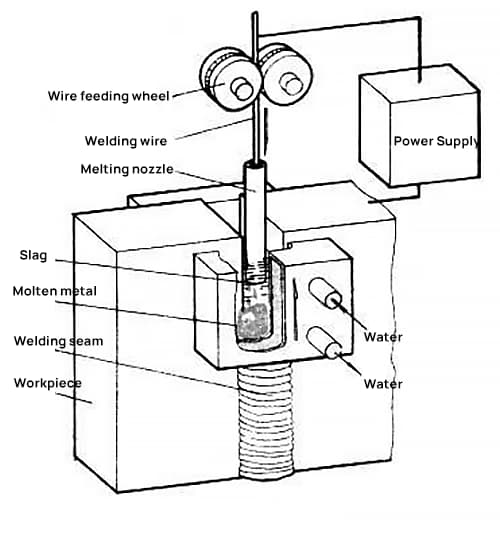
A soldagem por eletroescória usa o calor de resistência gerado pela corrente que passa pela escória como fonte de calor para derreter o metal de adição e o metal base, que então se solidifica para formar uma estrutura firmemente conectada entre os átomos do metal.
Ao iniciar o processo de soldagem, curto-circuite o fio de soldagem com a ranhura de soldagem e adicione continuamente uma pequena quantidade de fluxo sólido.
Use o calor do arco elétrico para derreter e formar uma escória líquida.
Quando a escória atingir determinada profundidade, aumente a velocidade de alimentação do arame e reduza a tensão para que o arame seja inserido na piscina de escória e o arco se extinga, entrando assim no processo de soldagem por eletroescória.
A soldagem por eletroescória inclui principalmente soldagem por eletroescória com bico de fusão, soldagem por eletroescória com bico sem fusão, soldagem por eletroescória com eletrodo de fio, soldagem por eletroescória com eletrodo de placa, etc.
Sua desvantagem é que o calor de entrada é grande, a junta permanece em altas temperaturas por muito tempo e a área próxima à solda é propensa a superaquecimento, resultando em estruturas fundidas de cristal grosseiro no metal de solda, baixa tenacidade ao impacto e geralmente exigindo recozimento pós-soldagem e tratamento térmico de têmpera.
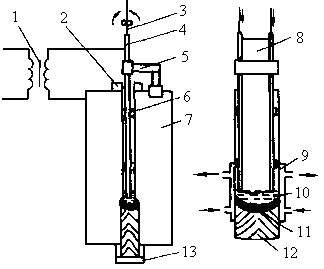
1 – Trilho guia
2 – Cabeça da máquina de solda
3 – Soldagem
4 – Bicos elétricos
5 – Tanque de escória
6 – Poça de fusão de metal
7 – Controle deslizante de formação resfriado a água
2. Soldagem por eletroescória com eletrodo de bico
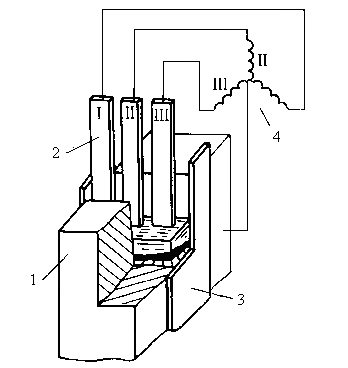
- Fio de soldagem
- Rolo de alimentação
- Porta eletrodo
- Tubo de aço eletrodo
- Revestimento de eletrodo
- Peça de trabalho
- Controle deslizante de formação resfriado a água.
3. Soldagem por eletroescória de eletrodo de placa
a) Fator de forma ψ = 0,8, grande ângulo de interseção Φ, segregação central severa.
b) Fator de forma ψ = 3,0, pequeno ângulo de interseção Φ.
5. Possui boa proteção para o metal fundido.
6. Ele pode soldar peças grandes e grossas de uma só vez, sem chanfrar, e a vantagem se torna mais óbvia à medida que a espessura aumenta.
7. Tem baixo custo.
8. A taxa de fusão é pequena, geralmente 10-20%, e a composição da solda pode ser facilmente ajustada através do fio de soldagem.
9. O pré-aquecimento não é necessário, mas o tratamento térmico pós-soldagem é necessário para melhorar a tenacidade (geralmente recozimento ou revenido).
10. A piscina de escória tem uma grande capacidade térmica e não é sensível a mudanças de corrente de curto prazo.
6. Defeitos comuns e métodos de melhoria para juntas de soldagem por eletroescória
Rachaduras:
Trincas a quente no centro da interface da junta de soldagem.
Fim da solda: fissuras de solidificação (reduz a velocidade de alimentação do arame e aquece localmente a parte inferior).
Zona afetada pelo calor: fissuras a frio (pré-aquecimento, pós-aquecimento);
Porosidade: H2; CO
Inclusão de escória: alteração de especificação ou processo de escória elétrica instável.
Penetração incompleta: processo de escória elétrica instável ou parâmetros de especificação inadequados.
Ampla zona afetada pelo calor com tamanho de grão grosso: normalização pós-soldagem e tratamento térmico de revenido podem ser realizados, bem como medidas como redução de folga, adição de metal de adição e aumento da velocidade de soldagem.







