Através da pesquisa do processo de torneamento de peças de buchas de paredes finas de alta precisão, foi demonstrada a eficácia das medidas de processo para controlar a deformação rotacional de peças de buchas de paredes finas. Foi desenvolvido um conjunto de peças de luva de paredes finas, que atende aos requisitos de precisão de usinagem do programa de processo de torneamento, resolve o gargalo do processo na usinagem de peças de luva de paredes finas, melhora e estabiliza a taxa de qualificação do processamento de peças, reduz os custos de fabricação e melhora a eficiência da produção.
1. Introdução
Na engenharia mecânica, as peças com uma relação diâmetro/espessura da parede superior a 12:1 são geralmente chamadas de peças de manga de parede fina. Este tipo de peça é caracterizado por grande diâmetro, espessura de parede fina, precisão de forma e posição e requisitos de alta precisão dimensional.
Peças de manga com paredes finas são muito comuns em produtos optoeletrônicos. As peças da manga de paredes finas fazem parte do corpo rotativo; o método de processamento geralmente é baseado no torneamento. As peças da manga com paredes finas são menos rígidas, têm paredes pequenas, a fixação e o posicionamento são mais difíceis; no processamento, força de corte, força de fixação, calor de corte e parâmetros de corte, geometria da ferramenta e outros fatores podem facilmente causar deformação da peça de trabalho, resultando em um grande erro de forma, que por sua vez resulta em precisão de processamento reduzida das peças, baixa taxa de qualificação e alto custo de processamento.
A deformação de peças de mangas de paredes finas é um dos gargalos do processo que há muito tempo causa problemas para os engenheiros. A fim de melhorar a precisão da usinagem de peças de manga de paredes finas, o problema de deformação das peças precisa ser resolvido. Neste artigo, por meio da pesquisa e análise de processos típicos de torneamento de alta precisão para peças de buchas de paredes finas, são identificadas medidas passo a passo para controlar efetivamente a deformação do torneamento, partes claras do método de fixação e pontos de operação para resolver o problema. problemas de usinagem da qualidade da superfície de peças de manga de paredes finas para usinagem de peças semelhantes e controle da deformação da usinagem. Uma variedade de métodos de processo sensatos e viáveis são fornecidos.
2. Análise de status e processo
2.1 Situação atual
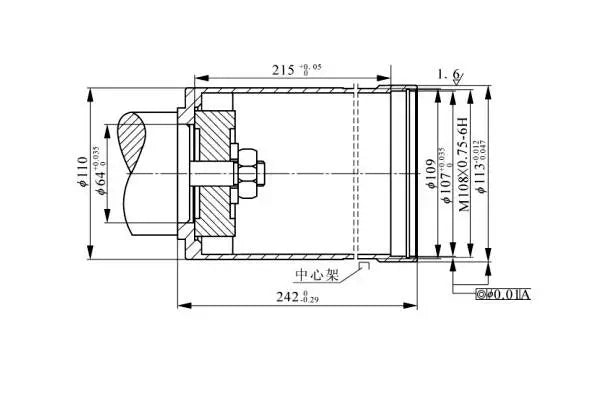
As peças de manga de paredes finas são geralmente formadas por torneamento. Devido à sua estrutura de paredes finas, as peças estão sujeitas a deformações durante o processo de usinagem, resultando em erros de formato e tamanho dos furos usinados (ou círculos externos), resultando em baixa precisão de usinagem das peças, mas cuja qualidade pode ser mais estável. A Figura 1 mostra um programa de usinagem típico para peças de tubos espelhados: descarga – torneamento em desbaste – revenido – torneamento de semiprecisão – torneamento de precisão – acabamento superficial.
No processo de acabamento, a deformação de usinagem da peça é muito grande e a qualidade da usinagem é muito instável. Os indicadores técnicos são refletidos em: coaxialidade Φ0,01 a Φ0,08, tamanho Φ113-0,012-0,047e Φ84-0,012-0,047Φ640 +0,035Φ1070 +0,035 Desvios de batimento de até 0,055, excedendo os requisitos de tolerância dimensional das peças, resultando em inúmeros reparos ou sucata de peças e altos custos de processo.
2.2 Análise do processo
As principais causas de deformação de peças de buchas de paredes finas são força de corte, força de fixação e tensão térmica – as seguintes peças típicas são usadas para análise específica, Figura 1 como exemplo. A peça é de alta precisão, a parede é muito fina, a espessura da parede é principalmente de 2,5 mm e a rigidez geral é insuficiente.
As principais razões para a baixa precisão de usinagem da peça e a qualidade de usinagem instável são:
- (1) O processo de ajuste fino precisa ser mais concentrado, resultando em aumento da força de corte, especialmente força radial, e causando deformação de extrusão, o que por sua vez reduz a precisão dimensional da peça e baixa tolerância de forma e posição.
- (2) No pré-acabamento do círculo externo Φ110.20-0,1 (Figura 1 no círculo externo de Φ110), quando o mandril de três mandíbulas fixa diretamente o círculo externo de Φ113.6 (Figura 1 em Φ113f7), o carro ejetor da peça final é guiado conforme mostrado no esboço do processo do torno de semiacabamento na Figura 2. O círculo externo usinado possui deformação triangular, o desvio está entre 0,03 e 0,1, o que não pode atender aos próximos requisitos para a precisão do posicionamento do padrão de vibração da superfície no torneamento fino. Ao mesmo tempo, a superfície usinada possui linhas de vibração. A rugosidade da superfície usinada deve atender aos requisitos.
- (3) Torneamento de precisão do círculo externo Φ84f7, perfuração de precisão do furo Φ64H7, círculo externo Φ110,20-0,1 A moldura intermediária é colocada nesta posição como suporte auxiliar e o centro é corrigido para 0,05 usando um medidor percentual. Devido à grande deformação do círculo externo, é gerada uma grande tensão interna e a coaxialidade e perpendicularidade das faces finais durante o acabamento não podem atender aos requisitos. A Figura 3 é um esboço do processo de torneamento de acabamento.
- (4) Devido à pequena espessura da parede das peças, a tensão térmica gerada pelo calor de corte tem uma influência muito grande na precisão da usinagem das peças, fazendo com que a precisão não seja fácil de controlar na medição on-line e na faca e o fenômeno da tagarelice torna-se sério.
Analisando cuidadosamente os vários aspectos do sistema típico de processo de usinagem de peças em busca das causas do problema, e identificando gradativamente os principais fatores que afetam a precisão da usinagem das peças, desenvolvendo as medidas de processo correspondentes e formulando programas de tecnologia.

Figura 1 Esboço das peças da manga, material: aço 45#

Figura 2: Esboço do processo de torneamento de semiacabamento
3. Medidas de processo
- (1) Após o torneamento de pré-acabamento, realize o tratamento de envelhecimento para eliminar a deformação causada pelo estresse interno e reduzir a dificuldade em encontrar a posição correta e a medição on-line causada pela deformação durante o acabamento do torneamento.

Figura 3 Esboço de um processo de ajuste fino
- (2) Desmonte o processo de ajuste fino para eliminar a deformação da força causada por grandes forças de corte no torneamento em desbaste. Faça a fixação axial (encontre a compressão correta da face final axial usando um posicionador de mandril e um micrômetro), altere o ponto de aplicação da força de compressão e elimine a deformação de fixação da peça.
- (3) Selecione os parâmetros de geometria da ferramenta apropriados, aumente o ângulo frontal e o ângulo de deflexão principal de acordo e reduza o raio do arco da ponta para que a força de corte radial seja reduzida. Desta forma, a trepidação é reduzida, mas também a deformação por extrusão causada pela força de corte é reduzida.
- (4) Ao cortar, deve ser introduzido lubrificante refrigerante suficiente para que o calor gerado pelo corte devido à deformação térmica da peça seja o mais baixo possível.
- (5) Para aumentar a confiabilidade do posicionamento, aumente o suporte auxiliar (estrutura intermediária) nas peças usinadas, para que a rigidez das peças seja melhorada, a vibração seja reduzida, o corte seja mais suave e a qualidade da superfície seja melhorada .
- (6) Para evitar que as peças vibrem devido ao atrito com a ferramenta durante a usinagem, preencha os furos com espuma plástica antivibração adequada durante o semiacabamento e acabamento do círculo externo para eliminar o fenômeno de ressonância, melhorar a precisão da usinagem e melhorar o aumento da qualidade da superfície.
4. Programa de processo e seu controle
4.1 Programa de tecnologia
Um conjunto completo de programas de processo de torneamento foi desenvolvido para o torno horizontal comum C6140, especialmente para o processo de acabamento, para melhorar a qualidade da superfície das peças da luva e resolver melhor os problemas de precisão de usinagem.
O fluxo do processo é o seguinte: descarga – desbaste – revenimento – semiacabamento – tratamento de envelhecimento – semiacabamento – acabamento – acabamento superficial. Após o pré-acabamento, deixa-se uma margem de acabamento de 0,6 mm nas peças de cada local e, em seguida, é realizado o tratamento de envelhecimento para eliminar tensões internas. Em seguida, é realizada a usinagem de pré-acabamento para reduzir o sobremetal de acabamento e reduzir ainda mais a deformação da usinagem e, por fim, é realizada a usinagem de acabamento. A estrutura da ferramenta de furação utilizada na furação fina é mostrada na Figura 4. O programa de acabamento é o seguinte.
- (1) De acordo com o tamanho do furo Φ106.4, é utilizado o conector de montagem em grupo. Use um ajuste com folga para evitar a deformação da braçadeira. O croqui estrutural é mostrado na Figura 5 do conector.
- (2) Círculo externo de fixação de três mandíbulas Φ113,6, com uma tabela de porcentagem para encontrar o centro do círculo externo Φ110,5 dentro de 0,1 mm, metade, círculo de giro de precisão Φ84-0,012-0,047 e face final, furo Φ640+0,035Furo Φ86 e superfície final plana (como as duas superfícies são processadas ao mesmo tempo, seu paralelismo é muito bom, pode ser garantido dentro de 0,005 para reduzir a deformação devido à superfície final não plana na segunda fixação) para garantir que o espessura do tamanho 100-0,05gire o círculo externo Φ110,20-0,1longo 30 (a próxima correção será comunicada), veja a Figura 5.
- (3) Vá para Φ640+0,035 Furos e a superfície da extremidade esquerda como referência de posicionamento, onde a superfície da extremidade esquerda é a superfície de referência de posicionamento principal, mandril caseiro e furo de referência com ajuste de folga (folga dentro de 0,01 mm) para encontrar Φ110,20-0,1 Círculo externo para garantir que o desvio esteja dentro de 0,005 mm e, em seguida, Φ86 furos com uma placa especial, a face final da prensa, conforme mostrado no diagrama de fixação da Figura 6. Círculo de giro Φ110, Φ113.20-0,05Círculo de giro Φ109.20-0,130 longos (suporte midframe); em seguida, instale a estrutura intermediária (observe que os orifícios são preenchidos com espuma plástica de absorção de choque para evitar ressonância na estrutura da estrutura intermediária; observe que a estrutura do micrômetro na superfície usinada corrige um erro de desvio de 0,005 mm para evitar que a estrutura do meio estrutura, o centro das peças se desvia do centro do fuso da ferramenta da máquina devido aos diferentes graus dos eixos (elevação). Encontre o Φ113,2 correto0-0,05 Círculo externo, furo Φ106,80+0,05Furo Φ107.2H11, ranhura de corte 2 × Φ108,5; Rosca do sistema especial M108 × 0,75-6H, verifique a forma e a tolerância de posição com um micrômetro para garantir que a coaxialidade de Φ0,01, furo Φ1070+0,035para garantir o tamanho de 2150+0,05a rotação do círculo externo de Φ113-0,012-0,047Chanfro 1×45°; Remova a estrutura intermediária, instale o tampão roscado e preencha o jardim externo giratório Φ109, Φ110 conforme mostrado no esboço do processo da Figura 7.

Fig. 4 Ferramenta de perfuração fina

Figura.5 Esboço do processo de torneamento fino 1

Fig. 6 Diagrama de fixação do processo de torneamento fino 2

Figura 7 Representação esquemática do processo de torneamento fino 2 para peças
4.2 Controle de processo
Ao implementar os processos de usinagem e métodos de fixação acima, a qualidade do processamento das peças é melhorada, controlando efetivamente a deformação das peças. O método de processo é fácil de usar, medições simples e medidas de processo são eficazes. As medidas específicas são as seguintes.
- (1) Jardim externo de fixação de três mandíbulas Φ113.6, o primeiro furo de referência de perfuração Φ640+0,035com ferramenta de perfuração com inserto substituível para usinagem direta, conforme mostrado na Figura 4. A ferramenta de perfuração é de alta resistência, rápida e fácil de operar, melhora a qualidade da superfície usinada, resolve o processo original usando uma barra de ferramentas de perfuração avançada e traz uma variedade de problemas.
- (2) O uso de instrumentos de medição de uso geral para medir diretamente o furo Φ640+0,035 O tamanho é fácil de reconhecer, reduz o erro de medição e melhora a taxa de qualificação das peças.
- (3) No segundo processo de torneamento fino para posicionamento do furo de referência, um mandril de posicionamento feito pelo próprio é usado de acordo com o furo Φ640+0,035 Ao agrupar os tamanhos de medição (intervalo de 0,01 mm por grupo), cada lote é dividido em dois a três grupos, de peças de usinagem grandes a pequenas, para superar o processo original de uso de ajuste de interferência no bloqueio (e o número de peças é o mesmo), o que não só reduz as peças causadas pela deformação de fixação e a aleatoriedade dos erros causados pelas peças, mas também melhora a eficiência da produção e reduz os custos de produção.
- (4) No segundo processo de torneamento fino com o dispositivo nas peças da placa de pressão como 2150+0,05 Bloco de referência de medição de tamanho, tamanho 2150+0,05 O método de medição tornou-se simples e conveniente. O medidor de profundidade pode ser usado em vez do medidor especial original, o que não apenas reduz os custos do processo, mas também melhora a precisão da medição.
- (5) No processo de torneamento de acabamento, o conteúdo da usinagem é dividido em semiacabamento e acabamento, de forma que a tolerância de torneamento fica menor (0,05-0,1mm), o que não só reduz a deformação de corte, mas também melhora a velocidade de corte, então que a eficiência da produção aumente; Ao mesmo tempo, o líquido refrigerante continua a ser abastecido durante o processo de corte e usinagem para melhorar ainda mais as condições de usinagem.
- (6) O uso de uma estrutura de suporte adicional melhora a rigidez das peças, ao mesmo tempo que preenche os furos na espuma plástica de absorção de choque para evitar a vibração das peças durante o processamento e melhorar a qualidade do processamento da superfície. Após verificação repetida, as medidas de processo acima são eficazes e viáveis. Com este plano de processo, na usinagem de peças típicas, a coaxialidade e perpendicularidade dos furos são realizadas de acordo com os requisitos dos desenhos, a deformação não é fácil de ocorrer e a qualidade do processamento é estável.
5. Conclusão
- (1) Para reduzir a deformação causada pela fixação, ela pode ser utilizada além da luva aberta ou substituída por uma garra macia especial e outras medidas para aumentar a área de contato para que a força de fixação seja distribuída uniformemente.
- (2) Ao fazer furos finos em peças de paredes finas, a rigidez do porta-ferramenta deve ser alta, a aresta de corte não deve ser muito longa (geralmente 0,2-0,5 mm), a aresta da ferramenta deve ser afiada e ao mesmo tempo tempo, deve-se prestar atenção ao resfriamento e à lubrificação. Caso contrário, a abertura da peça será cônica e a rugosidade da superfície usinada será afetada.
- Ao estudar o processo de torneamento de peças de luva de paredes finas, a deformação de usinagem das peças é efetivamente controlada, de modo que a precisão dimensional das peças de luva de paredes finas de alta precisão seja bem garantida.







