
Prensa dobradeira CNC
A prensa dobradeira CNC é capaz de atender aos requisitos de vários produtos de pequenos lotes, incluindo chapas finas, como paredes frontais de carros, vergas de portas, topos, fundos e molduras de carros, bem como produtos de chapas grossas.

Pasta CNC
A dobradora CNC está equipada para atender às demandas de uma variedade de produtos de pequenos lotes, incluindo chapas finas que requerem elevação, como paredes, topos, fundos e estruturas de carros, bem como produtos de chapas de espessura média.

Fig.1 Prensa dobradeira CNC

Fig.2 Pasta CNC
Princípio de funcionamento da prensa dobradeira e dobradeira CNC
Princípio de funcionamento da prensa dobradeira
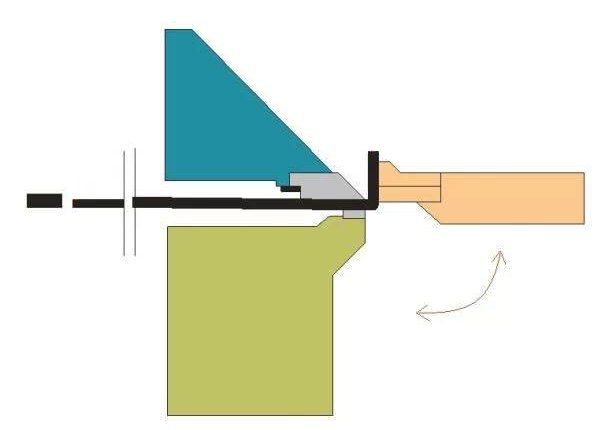
A prensa dobradeira tem seu punção e matriz fixados nas superfícies de trabalho superior e inferior, respectivamente. Ele opera através do movimento relativo da mesa de trabalho, que é acionada por pressão hidráulica, e da interação entre o formato do punção e da matriz para conseguir a dobra de materiais de chapa metálica (consulte as Figuras 3 e 4).
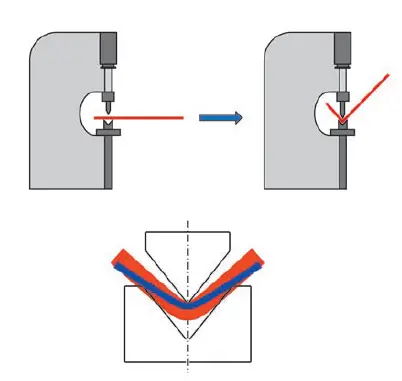
Figura 3. Diagrama de formação de dobra do freio de imprensa

Fig.4 Prenda a dobra do freio na parede do carro
Princípio de funcionamento da pasta CNC
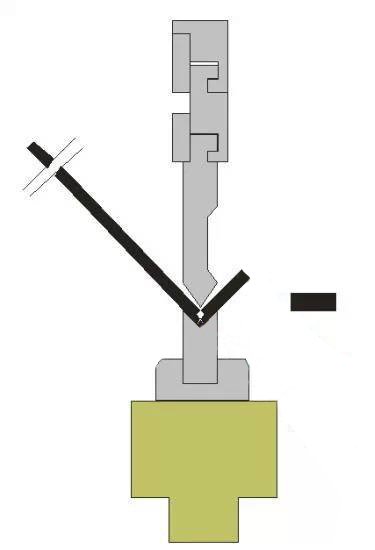
O aríete superior, movido por um motor, pressiona firmemente a chapa metálica. A viga dobrável gira para cima para criar a dobra nos produtos de chapa metálica (consulte as Figuras 5 e 6).
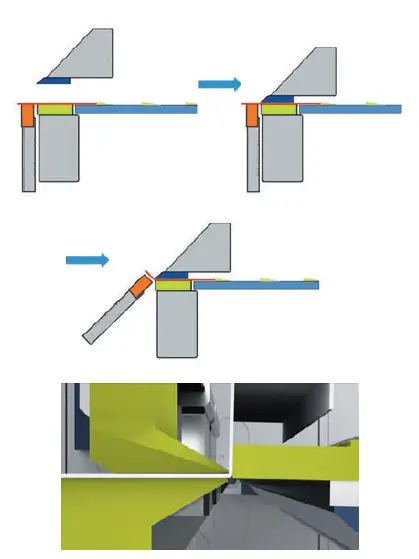
Fig.5 Diagrama de formação de dobra de pasta CNC

Fig.6 Pasta CNC dobrável para parede de carro
O Fformação Ccaracterísticas de Prensa dobradeira e dobradeira CNC
Comparação entre prensa dobradeira e dobradeira CNC na conformação de chapas metálicas:
(1) Diferentes princípios de formação
Pressione o freio: O ângulo de curvatura é controlado ajustando a pressão do punção. Durante o processo de dobra, a borda curta fica para dentro, portanto os operadores devem apoiar a maior parte do material por fora. Para dobrar peças pesadas, pode ser necessária a assistência de dois ou mais trabalhadores.
Pasta CNC: A chapa metálica é colocada plana na bancada e a viga da borda é pressionada para baixo para fixar a placa. A viga de dobra se move para cima e para baixo para realizar operações de dobramento de bordas. Não há necessidade de intervenção manual no posicionamento e flangeamento auxiliar durante todas as operações de dobramento em uma borda.
(2) Precisão de dobra diferente
Pressione o freio: O controle da precisão dimensional é baseado na precisão da dimensão do lado curto do posicionamento do material do contra recuo. Após a conclusão do processo de dobra, qualquer erro final afetará o tamanho do espaço interno. Além disso, como o ângulo de flexão é controlado pelo ajuste da pressão do punção superior, o ângulo depende da espessura do material (consulte a Figura 7).
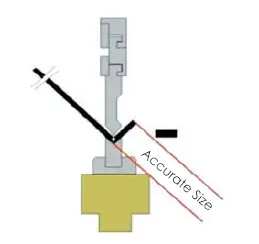
Fig.7 O erro da prensa dobradeira se acumula no tamanho do espaço interno
Pasta CNC: O controle de precisão dimensional toma a primeira aresta como referência para posicionamento após a primeira dobra. O controle de tamanho final é justamente o tamanho do espaço interno especificado pelo cliente. Além disso, o ângulo de dobra é controlado diretamente pelo ângulo de dobra e não depende da espessura do material (consulte a Figura 8).
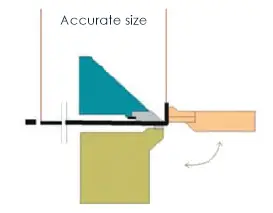
Fig.8 Tamanho do espaço interno do controle da pasta CNC
(3) O problema de arranhões na superfície do material
Pressione o freio: Durante o trabalho, o material sofre movimento relativo na matriz inferior, resultando em reentrâncias sem proteção superficial. Ao dobrar uma peça grande, é necessário girar a superfície várias vezes, causando arranhões inevitáveis no processo de dobra.
Pasta CNC: Durante a operação, a ferramenta de viga de prensagem de bordas e a ferramenta de viga dobrável permanecem estacionárias em relação ao material, evitando qualquer dano à superfície. Ao dobrar uma peça grande, todo o processamento pode ser concluído em um lado da placa ao mesmo tempo em que ela é colocada na horizontal, evitando assim qualquer dano à superfície.
(4) Os diferentes requisitos para o trabalhador'habilidades
Pressione o freio: Requer trabalhadores altamente qualificados para operações de dobra.
Pasta CNC: A programação pode ser realizada visualmente com pintura a dedo ou por engenheiros usando software off-line. O programa de processamento também pode ser importado via USB ou conexão de rede. Após a conclusão da programação, as principais tarefas dos trabalhadores são simplificadas para alimentação e descarga, e não há necessidade de dobradores qualificados.
(5) Dê um soco e morra
Pressione o freio: Produtos com espessuras e formatos variados exigem matrizes superiores e inferiores diferentes para acomodar seus requisitos específicos de dobra. Em alguns casos, como arcos, pode ser necessário mudar para uma ferramenta diferente ou transferir o produto para outra máquina, levando ao aumento da transferência e armazenamento temporário de produtos semiacabados.
Pasta CNC: A viga de borda rotativa e a instalação simultânea de dois conjuntos de ferramentas de viga de borda permitem realizar todos os procedimentos de dobra em uma única estação. Não há necessidade de trocar ferramentas para dobra em arco circular ou outros requisitos especiais de dobra, apenas para modificar o procedimento.
(6) Vida útil da matriz
Pressione o freio: Devido ao movimento relativo da peça de trabalho entre o punção e a matriz, o ferramental sofrerá desgaste, o que requer manutenção ou substituição.
Pasta CNC: Ao evitar o movimento relativo entre o material e a ferramenta, a ferramenta pode ser usada por um longo período com desgaste mínimo, prolongando muito sua vida útil.
(7) Sistema acionado
Pressione o freio: O sistema de acionamento hidráulico requer mais manutenção e é suscetível a fatores ambientais.
Pasta CNC: O projeto de acionamento totalmente elétrico reduz a manutenção e não é afetado pelo meio ambiente, resultando em maior precisão de dobra.
(8) Desvantagens da Pasta CNC
- O raio de curvatura da dobradeira é maior do que o da dobradeira devido às diferenças nos princípios de curvatura.
- Peças com ambos os lados voltados para baixo não podem ser processadas devido a restrições impostas pela plataforma de suporte.
- O tamanho da peça é limitado pela área de compressão do punção superior, portanto, peças menores que o tamanho da área de compressão não podem ser processadas.
- A máquina dobradeira é mais eficiente que a máquina dobradeira.
- A dobradeira possui características estruturais e uma gama diversificada de opções de ferramentas que facilitam a realização de formas complexas, enquanto a dobradeira é menos flexível em comparação.
- As máquinas dobradeiras de bordas são amplamente utilizadas na Europa e nos Estados Unidos, enquanto os países do Sudeste Asiático geralmente adotam a dobradeira devido à influência dos conceitos de processamento tradicionais japoneses.
Prensa dobradeira vs máquina dobrável
Nos últimos anos, 30% das fábricas de chapas metálicas na Europa e nos Estados Unidos manifestaram a vontade de investir na utilização de máquinas de dobrar em vez de dobradeiras para a fabricação de dobras. Isto se deve principalmente ao fato de que a operação das dobradeiras é mais conveniente e elas oferecem inúmeras vantagens como equipamento de dobra.
Embora ambos os tipos de equipamento tenham características próprias, irei compará-los com base em seus princípios de funcionamento para sua referência.
Pressione o freio:
Em todo o processo de dobra, o operador deve segurar manualmente a chapa e posicioná-la utilizando o medidor traseiro. Este método não é seguro para operadores que manuseiam chapas grandes e pesadas, pois o peso da chapa pode fazer com que o ângulo de dobra fique maior. Também é difícil para um único operador dobrar peças grandes.
O ângulo de curvatura é determinado pela profundidade da matriz superior na matriz inferior, e mesmo um pequeno desvio na espessura da placa pode resultar em um ângulo de curvatura inconsistente. Diferentes espessuras de chapa requerem diferentes configurações de punção e matriz.
A instalação e comissionamento da máquina requerem conhecimento profissional e um longo tempo de inicialização. Além disso, o custo de aquisição, substituição e manutenção de moldes é alto. A largura máxima de dobra é limitada pela vertical.
Usar uma prensa dobradeira pode ser mais complexo e requer trabalhadores treinados e qualificados. Cada etapa do processo também requer um ciclo de trabalho mais longo, e a precisão da repetição da peça depende da habilidade e tecnologia do operador.
Máquina dobrável:
- No processo de dobra, o material em folha é posicionado na mesa de trabalho do medidor traseiro para garantir a distância de dobra correta e fixar a placa.
- Ao utilizar o modo manual, a segurança dos operadores é significativamente melhorada.
- Pequenas variações na espessura da chapa não afetarão a precisão da dobra.
- Dobrar placas de diferentes espessuras não requer substituição do molde.
- Os requisitos de qualificação dos operadores são baixos.
- Este método proporciona alta eficiência de flexão.
| Não. | Recursos de freio de imprensa | Recursos da máquina dobrável |
| 1 | Peças grandes requerem vários operadores. | Peças grandes requerem apenas um ou dois operadores. |
| 2 | A frenagem pode causar entalhes. | Completamente livre de marcas de dobra e entalhes em materiais sensíveis à superfície. |
| 3 | Os erros de tamanho da dobra se acumulam na dobra final. | A primeira dobra corrige o tamanho de corte da chapa, garantindo dimensões internas precisas. |
| 4 | Diferentes ferramentas são necessárias para vários requisitos de dobra. | Uma máquina-ferramenta dobrável universal atende à maioria das necessidades de dobra. |
| 5 | A precisão da dobra está relacionada à espessura do material. | A precisão do ângulo de curvatura é independente da espessura do material. |
| 6 | A qualidade da dobra depende do nível de habilidade do operador. | Não são necessários operadores qualificados; a própria máquina garante precisão de dobra. |
| 7 | Existem riscos de segurança ao dobrar peças grandes e pesadas. | O processamento plano de grandes chapas metálicas elimina a necessidade de suporte e riscos de segurança. |
| 8 | As ferramentas de dobra estão sujeitas ao desgaste. | Ferramentas para dobrar e fixar vigas com vida útil de até 20 anos. |
| 9 | A configuração e o ajuste de parâmetros são desafiadores e é impossível simular efeitos de flexão. | Sistema de controle gráfico chinês para uma simulação completa de efeitos de dobramento, o que você vê é o que obtém. |
| 10 | Certos processos de dobra são difíceis de concluir com uma prensa dobradeira. | Alguns processos, como arcos e dobras de fundo, são muito simples para uma dobradeira. |
| 11 | Tamanhos de corte de material imprecisos podem levar ao desperdício. | A tolerância do tamanho do corte é deslocada para arestas menos críticas, compensando os desvios do tamanho do corte. |
| 12 | A precisão de dobra insuficiente aumenta as cargas de trabalho subsequentes de soldagem e retificação. | A dobra de alta precisão reduz as horas de trabalho para soldagem e retificação subsequentes. |
| 13 | Múltiplas dobradeiras são necessárias para diferentes processos de dobra de uma única peça. | Combinado com vigas de fixação invertidas e funções de dobra para cima e para baixo, uma máquina pode completar todos os processos de dobra. |
| 14 | A utilização de um sistema hidráulico aumenta o trabalho de manutenção. | A dobradeira utiliza um sistema de acionamento totalmente elétrico, reduzindo significativamente a carga de trabalho de manutenção. |







