1. Visão geral do processo e declaração do problema
A oficina de soldagem geralmente pode ser dividida em duas partes principais: preparação do material e soldagem de montagem. As substâncias nocivas geradas durante o processo de preparação do material são mínimas.
A peça de soldagem de montagem normalmente inclui soldagem, montagem de acessórios, soldagem por pontos temporária, testes e inspeção, aceitação, limpeza, pintura e processos de secagem.
Diferentes métodos de soldagem, como soldagem manual, soldagem automática, soldagem semiautomática, soldagem com proteção de gás dióxido de carbono, soldagem a arco de argônio e soldagem a arco elétrico, são usados dependendo da estrutura do produto.
Soldagem manual e soldagem com proteção de gás dióxido de carbono são mais comumente usadas em oficinas gerais. A principal substância química perigosa gerada durante a soldagem são os fumos de soldagem, seguidos pelos gases nocivos. Os vapores de soldagem são a principal substância química perigosa na oficina de soldagem.
“Norma de higiene para fumos de soldagem no ar da oficina” (GB16194-1996) estipulou que a concentração máxima permitida de fumos de soldagem no ar da oficina é de 6mg/m3 (com os principais componentes sendo trióxido de ferro, óxido de manganês, dióxido de enxofre e óxido de cálcio), e os gases nocivos incluem ozônio, óxidos de nitrogênio, monóxido de carbono, fluoretos e cloretos.
Além disso, o “Padrão de Higiene de Projeto de Empresa Industrial” (TJ36-79) especifica que a concentração de óxido de manganês deve ser de 0,2mg/m3a poeira geral deve ser de 10mg/m3e os fluoretos devem ser 1mg/m3.
A concentração máxima permitida de fumos de soldagem na oficina de soldagem é de 6mg/m3. A velocidade do vento para soldagem manual deve ser inferior a 8m/s, e para soldagem com proteção de gás, deve ser inferior a 2m/s. A umidade relativa deve estar abaixo de 90%. A exposição prolongada a altas concentrações de fumos de soldagem pode causar doenças pulmonares no soldador.
Portanto, abordar os fumos de soldagem na oficina de soldagem é um problema urgente. O controle dos fumos de soldagem deve começar pela promoção de processos limpos, como a adoção de processos de soldagem com poucos ou nenhum fumo, desenvolvimento e utilização de materiais de soldagem com baixo teor de poeira e baixa toxicidade e melhoria do nível de mecanização e automação das operações de soldagem.
Além disso, um sistema de ventilação bem projetado é uma medida eficaz para lidar com os fumos de soldagem na oficina de soldagem.
Tabela 1: Composição Química dos Fumos de Soldagem de Eletrodos de Aço Estrutural Comum (%)
| Grau do eletrodo de soldagem | Fé2Ó3 | SiO2 | MnO | TiO2 | CaO | |
| 421 | 45,31 | 21.12 | 6,97 | 5.18 | 0,31 | |
| 422 | 48.12 | 17,93 | 7.18 | 2,61 | 0,95 | |
| 507 | 24,93 | 5,62 | 6.3 | 1.22 | 10.34 | |
| Grau do eletrodo de soldagem | MgO | N / D2Ó | K2Ó | CaF2 | KF | NaF |
| 421 | 0,25 | 5,81 | 7.01 | – | – | – |
| 422 | 0,27 | 6.03 | 6,81 | – | – | – |
| 507 | – | 6,39 | – | 18,92 | 7,95 | 13,71 |
2. Aquecimento
A temperatura interna projetada para a oficina de soldagem durante o inverno é definida em 14°C, com aquecimento adicional de 5°C para turnos de trabalho. O aquecimento é conseguido através de uma combinação de radiadores e ventiladores de ar quente.
Os radiadores garantem a temperatura de aquecimento de 5°C para os turnos de serviço, enquanto os sopradores de ar quente trabalham em conjunto com os radiadores para fornecer aquecimento interno para a oficina de soldagem durante o inverno.
A colocação dos sopradores de ar quente deve ser feita em áreas onde há mais atividade humana, e os fluxos de ar dos sopradores devem ser coordenados, evitando ao mesmo tempo um forte fluxo de ar em direção aos indivíduos.
Para evitar perdas de calor dentro da oficina, devem ser instaladas cortinas de ar nas entradas. O sistema de aquecimento que utiliza radiadores deve ser separado do sistema de aquecimento que utiliza ventiladores de ar quente e cortinas de ar.
3. Métodos de Ventilação e Comparação
3.1 Zona de Concentração Máxima de Fumos de Soldagem
Durante a soldagem, é gerada uma grande quantidade de fumos e gases nocivos, que se espalham uniformemente por toda a oficina ao longo de sua altura.
No entanto, existe uma zona de concentração máxima de fumos de soldadura dentro da oficina de soldadura, que pode ser referida como a altura apropriada. Os valores para a altura adequada estão listados na Tabela 2.
Tabela 2: “Altura Apropriada” Determinada pela Intensidade da Corrente
| Intensidade atual (A) |
Diâmetro do eletrodo de soldagem (milímetros) |
Altura da concentração máxima de poeira (m) |
| 120 | 4 | 4 |
| 140 | 4 | 4.7 |
| 180 | 4,0~5,0 | 6 |
| 200 | 5 | 6.6 |
| 280 | 5,0~6,0 | 9.3 |
| 300 | 6 | 10 |
| 350 | 6,0~8,0 | 11.6 |
| 400 | 6,0~8,0 | 13,5 |
| 500 | 8,0~9,0 | 17 |
3.2 Padrões de Emissão
O sistema de exaustão de fumos de soldagem geralmente não requer medidas de purificação e pode ser descarregado diretamente para o exterior.
Se o sistema de escape circular no interior, devem ser tomadas medidas de purificação e a concentração de substâncias nocivas nos gases de escape não deve exceder 30% da concentração máxima permitida na oficina.
3.3 Exaustão Local
Na oficina de soldagem, a exaustão local deve ser implementada tanto quanto possível nos pontos onde são geradas substâncias nocivas.
A exaustão local pode ser dividida em sistemas de exaustão locais fixos e unidades portáteis de remoção de fumaça e poeira em pequena escala. As velocidades do ar de controle para diferentes tipos de exaustores são mostradas na Tabela 3.
Tabela 3: Controle da velocidade do ar para diferentes tipos de exaustores
| Tipo de exaustor | Velocidade do ar controlada (m/s) | |
| Armário de ventilação | 0,7 | |
| Exaustor externo | Sucção lateral | 1,0 |
| Sucção inferior | 1,0 | |
| Sucção superior | 1.2 | |
3.4 Ventilação Abrangente
Quando as posições de soldagem na oficina não são fixas e os exaustores locais não podem ser usados, uma ventilação abrangente deve ser implementada.
A ventilação abrangente é um tipo de ventilação de diluição que utiliza ar externo limpo para diluir substâncias nocivas em ambientes internos e exauri-las para fora.
A eficácia da ventilação abrangente depende de um fluxo de ar de ventilação suficiente e de uma organização adequada do fluxo de ar.
O fluxo de ar de exaustão para ventilação abrangente é determinado com base no consumo de eletrodos de soldagem. Contudo, na ausência destes dados, o fluxo de ar de exaustão pode ser calculado como 3500m3/h por ponto de soldagem.
Em termos de abordagem aos perigos de poeiras e substâncias tóxicas na oficina de soldadura, se as medidas de ventilação puderem satisfazer os requisitos para a concentração mais elevada permitida de fumos de soldadura, as concentrações de vários gases nocivos gerados durante as operações de soldadura também podem ser reduzidas abaixo do máximo permitido. concentração. O fluxo de ar de exaustão para eletrodos de soldagem produzidos internamente pode ser encontrado na Tabela 4.
Tabela 4: Fluxo de ar de exaustão para eletrodos de soldagem produzidos internamente
| Nota | Fluxo de ar de exaustão (m3/kg de eletrodos de soldagem) |
| T-46 | 2000 |
| T-47 | 2500 |
| T-48 | 4000 |
| T-49 | 4500 |
| T-45 | 2000 |
| T-51 | 4500 |
| TU-55 | 2000 |
| Eletrodo de soldagem de aço inoxidável | 3.000 |
O consumo de eletrodos de soldagem pode ser estimado aproximadamente com base nos seguintes indicadores quando faltam dados:
- Soldagem de aço estrutural para estruturas de edifícios: 7kg/t a 8kg/t de estrutura de aço
- Soldagem de placas de aço: 10kg/t a 15kg/t de estrutura de aço
- Guindastes tipo placa de soldagem: 22kg/t de estrutura de aço
3.4.1 Ventilação Natural
Em áreas da China onde o aquecimento centralizado não está disponível, a ventilação abrangente pode ser conseguida utilizando claraboias e ventiladores de cumeeira. Oficinas de vão único são mais fáceis de organizar para ventilação natural de exaustão em comparação com oficinas de vários vãos.
No entanto, quando a altura do edifício da fábrica excede significativamente a altura adequada, e quando a área onde a fábrica está localizada sofre mais de metade do ano de dias chuvosos e nublados, deve ser adicionada ventilação mecânica.
Para pequenas quantidades de soldagem e alturas mais curtas, as oficinas de vão único localizadas perto das paredes externas podem utilizar janelas laterais altas para ventilação de exaustão abrangente.
- Vantagens: Não há necessidade de energia, relativamente econômico.
- Desvantagens: Suscetível a mudanças ambientais, fluxo de ar de ventilação instável.
3.4.2 Ventilação Mecânica
1) Escape canalizado:
Os dutos de exaustão são colocados horizontalmente acima da área de soldagem na oficina, com saídas de exaustão instaladas em alturas adequadas. Os dutos são conectados a exaustores para descarregar o ar para o exterior.
O ar de reposição mecânico também é fornecido, com 50% a 80% (considerando o limite superior em regiões extremamente frias e o limite inferior em regiões gerais) complementado pelo ar de reposição mecânico das unidades de ar condicionado, enquanto o ar de reposição restante se infiltra naturalmente pelas portas e lacunas nas janelas.
Em regiões de aquecimento durante o inverno, o ar de reposição mecânico geralmente utiliza unidades de ar condicionado com seção de aquecimento. O calor fornecido pela secção de aquecimento do aparelho de ar condicionado não contabiliza a carga de calor interior. O calor Q da seção de aquecimento é calculado da seguinte forma:
Q = Consumo de calor da exaustão da oficina + Consumo de calor da infiltração de ar frio através de vãos de portas e janelas + Calor introduzido pela seção de aquecimento da unidade (da temperatura ambiente até a temperatura do ar fornecido)
Ao fornecer ar às estações de trabalho dentro de 2 metros ou até 2 metros, a temperatura do ar fornecido não deve exceder 45°C ou ser inferior a 25°C, e a velocidade de saída não deve exceder 1,5 m/s a 2,0 m/s. As saídas de ar de alimentação devem ser posicionadas o mais baixo possível e próximas da área de soldagem.
Em regiões sem aquecimento, o ar de reposição mecânico no inverno não requer aquecimento, portanto, o ar de reposição do ventilador pode ser usado diretamente para economizar espaço na oficina. Os ventiladores podem ser instalados utilizando métodos de suspensão.
O ar complementar deve ser direcionado para longe da área de soldagem, permitindo que o fluxo de ar flua em direção à área de soldagem. A velocidade do fluxo de ar dentro dos dutos deve estar entre 6 m/s e 14 m/s (para dutos de aço).
Para oficinas em regiões de aquecimento com alto fluxo de ar de exaustão, se as condições permitirem, dispositivos de recuperação de calor sensível (como trocadores de calor de ar rotativo metálico) podem ser usados para recuperar o calor do ar de exaustão e fornecê-lo ao ar complementar.
- Vantagens: Este método de ventilação abrangente é mais eficaz para ventilação em oficinas de soldagem e pode remover com eficácia os vapores de soldagem acumulados em alturas apropriadas na oficina. Como o equipamento de ventilação está localizado dentro da oficina, não afeta a aparência externa do edifício da oficina.
- Desvantagens: Devido à presença de tubulações e guindastes na oficina de soldagem, pode ser um desafio colocar dutos horizontais acima da área de soldagem. Ao usar unidades de ar condicionado para reposição de ar em regiões de aquecimento no inverno, ele também ocupa espaço na oficina.
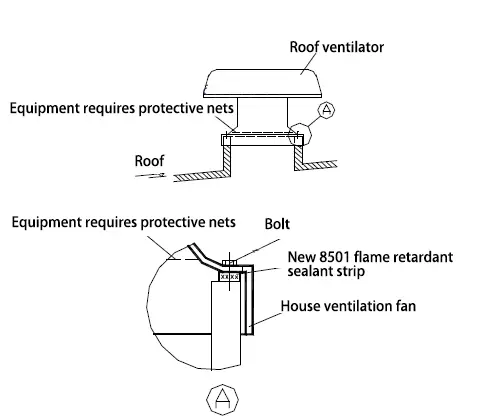
2) Ventilador de ventilação de telhado e ventiladores de jato para exaustão:
Quando não há claraboias na oficina de soldagem, ventiladores de teto podem ser instalados no telhado da oficina para exaustão superior. Este método por si só pode não esgotar diretamente a fumaça e a poeira em alturas apropriadas na oficina, portanto, vários ventiladores a jato podem ser instalados nas colunas da oficina para perturbar o ar e auxiliar os ventiladores de teto na exaustão.
O ar de reposição mecânico também é necessário, seguindo o mesmo método da exaustão canalizada (ver Figura 1).
- Vantagens: Este método de ventilação abrangente evita a dificuldade de colocação de tubos na oficina de soldagem.
- Desvantagens: Como os pontos de exaustão não são ajustados diretamente na altura apropriada na oficina de soldagem, a eficácia da exaustão é relativamente menor em comparação com a exaustão canalizada. Os ventiladores de telhado são instalados no telhado da oficina e, devido ao grande fluxo de ar de exaustão na oficina, o número de ventiladores de telhado é maior, o que tem um certo impacto na aparência externa do edifício da oficina.
3) Exaustão do ventilador de ventilação do telhado:
Quando não há claraboias na oficina de soldagem, ventiladores de teto também podem ser instalados no telhado da oficina para exaustão. No entanto, um duto precisa ser estendido do ventilador de teto até a altura apropriada na oficina de soldagem para remover uma grande quantidade de fumos de soldagem acumulados na altura apropriada para exaustão. O ar de reposição mecânico também é necessário, seguindo o mesmo método da exaustão canalizada.
- Vantagens: Este método de ventilação abrangente também ajuda, até certo ponto, a resolver o problema de um grande acúmulo de fumos de soldagem na oficina de soldagem.
- Desvantagens: Devido à presença de tubulações e guindastes na oficina de soldagem, pode ser um desafio estender um duto do ventilador de teto até acima da área de soldagem. Os ventiladores de telhado são instalados no telhado da oficina e, devido ao grande fluxo de ar de exaustão na oficina, o número de ventiladores de telhado é maior, o que tem um certo impacto na aparência externa do edifício da oficina.
4) Unidade de purificação de fumos de soldagem: Unidades de purificação de fumos de soldagem são instaladas nas colunas da oficina de soldagem. O ar da oficina contendo fumos de soldagem entra na unidade pela parte traseira, passa por filtros para remover os fumos e é descarregado pela frente.
- Vantagens: Configuração simples do equipamento.
- Desvantagens: Equipamento relativamente caro.
5) Exaustão do ventilador axial: Para oficinas de vão único, área pequena e baixa altura ou quando a área de soldagem estiver localizada próxima às paredes externas da oficina, vários ventiladores axiais podem ser instalados em posições mais altas nas paredes externas próximas à soldagem área para exaustão. Este método é comumente usado em pequenas empresas.
Portanto, ao projetar ventilação para oficinas de soldagem, uma combinação de ventilação mecânica abrangente, exaustão mecânica local e ventilação natural abrangente deve ser considerada com base nas condições reais.
4. Isolamento Térmico e Resfriamento
Ventiladores elétricos montados na parede e ventiladores elétricos portáteis são métodos comumente usados para resfriar e melhorar o ambiente de trabalho na oficina durante o verão.
5. Organização do fluxo de ar
Ao considerar o fluxo de ar de admissão e exaustão em oficinas de soldagem de vão único ou de vãos múltiplos, a entrada natural deve ser feita de ambos os lados através de portas e janelas, o ar de reposição mecânico deve ser fornecido para a área de soldagem e dutos horizontais para exaustão mecânica devem ser instalados acima a área de soldagem ou ventiladores de teto devem ser instalados no telhado para facilitar o movimento do fluxo de ar na oficina e remover de forma mais eficaz os fumos de soldagem gerados durante a soldagem.
6. Conclusão
1) A gestão de fumos de soldagem em oficinas de soldagem tem sido uma questão desafiadora há muito tempo. O autor acredita que uma combinação de exaustão local e ventilação abrangente, especialmente o uso de dutos horizontais colocados acima da área de soldagem para exaustão mecânica abrangente quando as condições permitirem, é atualmente um método eficaz.
2) Com os avanços tecnológicos, um número crescente de oficinas de soldagem em grande escala recém-construídas está usando telhados de aço leve e esteticamente agradáveis. Isto requer uma coordenação estreita com profissionais de engenharia civil ao instalar ventiladores de telhado e ventiladores suspensos para resolver problemas de suporte de carga e vibração do equipamento.
3) Para os usuários, o uso correto de exaustão local e equipamentos de ventilação abrangentes também é essencial para garantir a qualidade do ar na oficina.







