
Introdução ao dobrador de tubos
Um dobrador de tubos refere-se a uma máquina usada para dobrar tubos, que pode ser classificada em controle numérico e tipos hidráulicos. Essas máquinas são amplamente utilizadas em vários setores, como construção de energia, construção de ferrovias e rodovias, pontes, navios e muito mais.
Ao contrário das máquinas dobradeiras de placas, as dobradeiras de tubos são utilizadas principalmente para dobrar tubos de aço. Eles são comumente usados na construção de energia, construção de ferrovias, caldeiras, pontes, navios, móveis e decoração, e outras aplicações de colocação e construção de dutos.
Os dobradores de tubos também são considerados um equipamento importante na indústria de máquinas para tubos. Eles oferecem múltiplas funções, possuem uma estrutura bem projetada e são fáceis de operar.
Existem dois métodos de dobra do dobrador de tubos:
1. Flexão a frioincluindo dobrador de tubos hidráulico, dobrador de tubos elétrico e máquina dobradeira de três rolos;
2. Flexão a quenteo modelo representativo é o dobrador de tubos de média frequência.
Princípio de funcionamento da máquina dobradeira de tubos
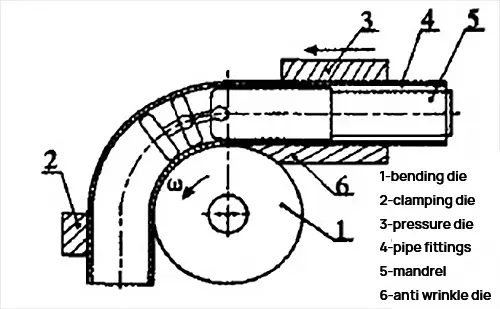
De acordo com o método de dobra do tubo, ele pode ser dividido em dobra por pressão, dobra por rolo, dobra por prensa e dobra circular. Destes, a dobra circular é relativamente fácil de automatizar, portanto, atualmente, as máquinas de dobra são projetadas principalmente para esse método. O princípio do processo de dobra é ilustrado em um diagrama.
Velocidade de dobra da máquina dobradeira de tubos
O principal efeito da velocidade de conformação por flexão na qualidade da conformação é:
Se a velocidade for muito rápida, é fácil causar manchas planas nas partes curvas dos dutos, e a redondeza pode não atender aos requisitos, resultando em amarração e quebra dos dutos.
Se a velocidade for muito lenta, é fácil causar enrugamento do cateter e deslizamento do bloco de pressão, e o tubo grande pode formar a parte canalizada da pia.
Para determinar a velocidade máxima de dobra da máquina, a melhor velocidade de dobra final deve ser 20-40% da velocidade máxima de dobra do dobrador de tubos.
A padronização do raio de curvatura do dobrador de tubos
O raio de curvatura deve ser escolhido para atingir “um tubo e uma matriz” e “múltiplos tubos e uma matriz”.
Quando um tubo tem apenas algumas posições de dobra ou vários ângulos de dobra, pode haver apenas um raio de curvatura porque o módulo da dobradeira de tubos não pode ser alterado durante o processo de dobra. Isto é conhecido como “um tubo correspondente a uma matriz”.
No entanto, ao usar “uma matriz para vários tubos”, tubos com o mesmo diâmetro devem usar o mesmo raio de curvatura e os mesmos módulos devem ser usados para dobrar tubos com formatos diferentes. Isso ajuda a reduzir o número de módulos necessários.
Mandril de tubo dobrado e sua posição
No processo de dobra, um mandril é utilizado para apoiar a parede interna do raio de curvatura do tubo e evitar sua deformação. Sem o mandril é difícil garantir a qualidade da dobra do tubo.
Existem muitos tipos de mandris, incluindo mandris cilíndricos, mandris universais de cabeça única, cabeça dupla, cabeça tripla e cabeça de quatro esferas, bem como mandris de cabeça de orientação simples e multiesférica.
A posição do mandril no processo de formação do tubo tem certa influência. Em teoria, a tangente do mandril deveria estar no mesmo nível que a tangente da matriz de dobra do tubo. No entanto, um grande número de experimentos mostrou que avançar o mandril 1-2 mm é melhor e a qualidade da dobra é ideal neste ponto.
Claro, se o mandril for movido muito, pode causar a chamada “cabeça de ganso” na parede externa da parte curva.
Como instalar o molde do dobrador automático de tubos CNC?
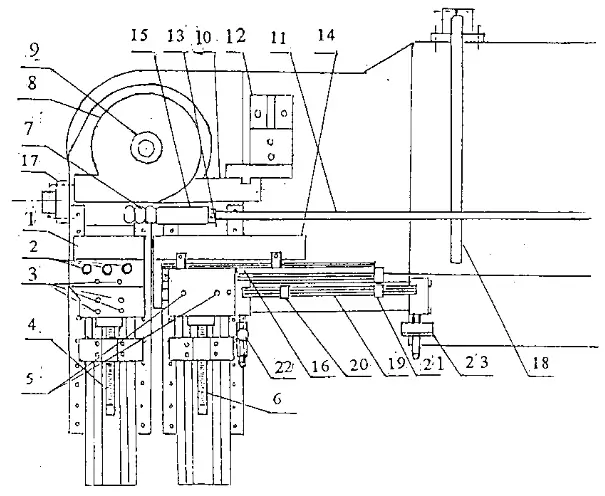
- parafuso de ajuste da matriz de fixação
- contas de haste de mandril
- placa anti-rugas
- porca de fixação da haste do mandril
- base de molde guia
- placa de ranhura de assento deslizante de limite de empurrão auxiliar
- válvula reguladora de velocidade auxiliar
- parafuso de fixação da manga da matriz de prensagem
- matriz de flexão
- haste de mandril
- molde guia
- assento de batente
- auxiliar empurrando limite frontal
- medidor de pressão auxiliar
- parafuso de ajuste da manga da matriz de pressão
- dobrar travamento e tampa do molde
- assento de placa anti-rugas
- mandril
- barra de retenção
- limite de pushback auxiliar
Trave a matriz de dobra e a tampa (9) no sentido horário, solte-a e remova-a. Depois de substituir a matriz da roda de dobra necessária, trave a matriz de dobra e a tampa.
Instalação da matriz de fixação principal
Para substituir a matriz de fixação necessária, primeiro remova o eixo do pino (2) da matriz de fixação principal, substitua-o pela matriz de fixação desejada e insira o eixo do pino. Em seguida, afrouxe o parafuso de fixação (3) da base da matriz de fixação, opere a fixação do grampo principal usando a tela do modo manual, gire o parafuso de ajuste da matriz de fixação (4) e mova-o para frente até que a matriz de fixação esteja fixada na matriz de dobra. . Em seguida, pressione a braçadeira principal para soltá-la e gire o parafuso de ajuste da matriz de fixação para frente 1/3 ou 1/2 volta. Por fim, trave os parafusos de fixação da base da matriz de fixação.
Instalação da matriz de fixação guia
Para instalar a matriz guia, siga o mesmo método acima, mas ajuste a força de fixação para que seja um pouco mais frouxa do que a da matriz de fixação principal.
Se o tubo ficar enrugado durante a dobra, mova o parafuso de ajuste da luva da matriz de prensagem para frente cerca de 1/4 de volta e tente dobrar novamente até que não haja rugas.
Durante o teste de flexão, é importante garantir que a velocidade de avanço do empurrão auxiliar esteja sincronizada com a velocidade de flexão.
Instalação e ajuste da haste do mandril e da sede do cilindro do mandril
Para instalar o cordão do mandril (7), aparafuse a haste do mandril (11) na haste do mandril (15) e conecte o mandril à junta cruzada do cilindro do mandril.
O método de ajuste geral é garantir que a extremidade frontal da haste do mandril exceda o ponto tangente central da matriz de dobra em 2-5 mm (dependendo do diâmetro da matriz de dobra; quanto maior o diâmetro, maior a distância além da tangente ponto, e quanto menor o diâmetro, o oposto).
A sede do cilindro do mandril deve ser instalada no trilho-guia do cilindro do mandril, e o trilho-guia do cilindro do mandril deve ser equipado com uma escala.
O ponteiro indica o raio da matriz de dobra, portanto, se a matriz de dobra for substituída, a sede do cilindro do mandril deverá ser ajustada de acordo.
Instalação de dispositivo anti-rugas
A placa resistente a rugas (10) é fixada na sede resistente a rugas (12), com a sede em arco da placa resistente a rugas próxima à matriz de dobra (8). A extremidade dianteira deve estar o mais próximo possível do centro da matriz da roda, e a extremidade traseira da placa resistente a rugas deve estar paralela à matriz guia com uma diferença de 1-2 graus para reduzir o atrito entre as placas resistentes a rugas. placa e a peça de trabalho.
Manuseio e instalação de dobrador de tubos
Manuseio:
Toda a máquina-ferramenta pode ser levantada passando-se um fio de aço pela parte inferior da máquina-ferramenta.
Fio ou tecido de algodão devem ser colocados no ponto de contato entre o cabo de aço e a máquina-ferramenta para evitar danificar a superfície do corpo da máquina.
Durante o manuseio, as partes móveis devem ser fixadas para evitar movimentos e colisões.
Instalação:
A máquina-ferramenta deve ser instalada diretamente e o nível do equipamento pode ser ajustado ajustando o bloco de dimensionamento de amortecimento na base da máquina-ferramenta.
A posição do radiador de óleo em relação à máquina-ferramenta deve ser determinada de acordo com a posição operacional real.
Preparação para comissionamento:
- Antes de iniciar, o operador deve ler atentamente as instruções e estar familiarizado com as precauções de segurança, desempenho e especificações operacionais da máquina-ferramenta.
- Conecte o cabo entre a caixa de operação e o host.
- Adicione óleo hidráulico ao tanque de óleo hidráulico até a linha central do indicador de nível de óleo.
- Adicione óleo mecânico nº 20 ao corpo giratório e à caixa de engrenagens até a linha central do indicador de nível de óleo.
- Injete graxa lubrificante no bloco deslizante do trilho-guia linear e em vários copos de óleo.
- Verifique se há algum corpo estranho dentro e ao redor da pista de movimento das peças móveis.
- Depois que a fonte de alimentação estiver conectada, pressione o botão de partida do motor hidráulico (motor) e pressione rapidamente o botão de parada de emergência (fstop), e observe se a direção do motor está de acordo com a marca de direção. Caso contrário, ajuste a fiação de alimentação e tente novamente.
- Verifique a pressão do sistema hidráulico (após a partida do motor hidráulico, pressione o núcleo da válvula eletromagnética com o auxílio de ferramentas apropriadas), sendo que o valor indicado no manômetro deve ser inferior a 14 MPa (geralmente ajustado ao sair da fábrica ).
Aplicações da máquina dobradora de tubos
Aplicação de dobrador de tubos na indústria de fabricação de equipamentos de geração de energia:
Num contexto de oferta global cada vez mais restrita de recursos e de aumento dos preços do petróleo, a procura de equipamento de produção de energia tornou-se cada vez mais óbvia.
No processo de fabricação de equipamentos de geração de energia, o custo gasto apenas com o dobrador de tubos CNC é muito considerável.
Aplicação da máquina dobradeira de tubos na indústria de fabricação de moldes:
No processo de fabricação do molde dobrador de tubos, o molde dobrador de tubos NC é usado em quase todos os elos, como molde formador, molde quente, molde frio, molde plástico, etc.
Além disso, automóveis, trens de ajuste, fabricação de máquinas em geral e fabricação de móveis tornaram-se os principais usuários da indústria de moldes para dobradores de tubos CNC.
Aplicação de dobrador de tubos na indústria aeroespacial:
Nesta indústria, os dobradores de tubos são geralmente usados para dobrar peças estruturais de aeronaves; essas peças estruturais são geralmente grandes em volume e a liga de alumínio foi amplamente utilizada no passado.
Com a expansão dos campos de aplicação de ligas de titânio e materiais metálicos compósitos, os requisitos para máquinas dobradeiras de tubos NC estão se tornando cada vez maiores.
Qual é o preço da máquina dobradora de tubos?
A configuração do dobrador de tubos hidráulico desempenha um papel importante na determinação do preço. Há um ditado que diz que o preço é igual ao da mercadoria. Cada preço tem seus próprios motivos e requisitos.
Os usuários que exigem alta precisão de dobra e eficiência do dobrador de tubos hidráulico estão muito preocupados com a qualidade. A qualidade é determinada pela configuração interna do equipamento.
Alguns clientes estão muito preocupados com o preço, mas também têm certos requisitos de qualidade. É um desafio equilibrar as compensações entre eles.
Atualmente, a maioria dos dobradores de tubos no mercado varia de 3.000 a 100.000 RMB, e a cotação específica depende da espessura da parede e do raio de curvatura do material.
Como usar a máquina dobradora de tubos?
Ajuste da máquina-ferramenta:
Para obter a forma geométrica desejada para o tubo dobrado, selecione o molde com base no diâmetro externo da conexão do tubo, na espessura da parede e no raio de curvatura e, em seguida, ajuste as peças correspondentes.
- Ângulo de curvatura:
Insira o ângulo necessário na tela de operação de acordo com as necessidades do usuário (consulte o manual do aparelho elétrico).
- Ajuste do mecanismo de fixação e reforço da placa deslizante:
A fixação e reforço de tubos desta máquina-ferramenta adota um mecanismo de aumento de força da biela.
Para garantir o autotravamento do estado de fixação, primeiro afrouxe as hastes dos parafusos do mecanismo de fixação do tubo e do mecanismo de reforço. Em seguida, no estado manual, os dois mecanismos ficam na posição de fixação e, por fim, aperte as hastes dos parafusos.
A velocidade do bloco deslizante pode ser ajustada pela válvula borboleta unidirecional para sincronizá-lo com o eixo principal.
- Ajuste a parte de rotação da haste do parafuso transversal com base no tubo e molde selecionados para fazer com que a linha central da luva coincida com o centro do cotovelo do molde.
- Ajuste do cabeçote móvel:
Primeiro, ajuste o contraponto de modo que o centro da haste do núcleo coincida com o centro do cotovelo da matriz e, em seguida, ajuste a haste do parafuso na haste do pistão do contraponto de modo que a cabeça do núcleo se estenda para a posição apropriada.
Marcha lenta da máquina-ferramenta:
- No modo manual, pressione o botão de ação para acionar o cilindro de óleo correspondente e observe se a ação é normal sem rastejamento, pulsação e vazamento de óleo.
- Use o modo de avanço gradual para mover o carrinho ao longo do trilho-guia, girar a luva rotativa e observar sua flexibilidade e precisão.
- Acione o cilindro de fixação da pinça para observar o movimento de sua luva deslizante e a confiabilidade da fixação.
- Selecione vários ângulos diferentes para observar a coordenação e consistência das ações de cada mecanismo no modo automático. Após verificar se todos os itens estão normais, o equipamento pode ser colocado em uso normal.
Dicas para usar máquina dobradora de tubos
Os seguintes pontos devem ser observados após a compra do dobrador de tubos:
Antes de operar, verifique se os pontos de lubrificação da máquina estão com falta de óleo, se o dispositivo de proteção de segurança é confiável e se o mecanismo móvel está solto. Uma pessoa deve confirmar antes de iniciar a operação.
Ligue a bomba de óleo em cotovelo e verifique se a pressão do sistema está dentro da faixa especificada. Se a pressão for muito alta, poderá danificar os componentes hidráulicos e desperdiçar energia. Se estiver muito baixo, afetará o trabalho.
Ajuste a posição e o ângulo necessários das peças e posicione as peças no comprimento necessário.
Ajuste o trilho-guia de elevação vertical para que o cilindro de prensagem possa prender firmemente o tubo de ferro.
Certifique-se de que o cilindro de prensagem da matriz de fixação possa prender o tubo de ferro.
Durante a operação normal, coloque a peça de trabalho na matriz de dobra, entre em contato e posicione a extremidade frontal e pressione o pedal para concluir.
Após concluir o trabalho, desligue a alimentação e faça a limpeza e lubrificação adequadas.
Em caso de emergência ao operar o dobrador de tubos, pressione o botão de parada de emergência, gire o interruptor giratório para a posição manual e reinicie-o manualmente. Em caso de falha, apresente-se para reparo em tempo hábil.
Manutenção da máquina dobradeira de tubos
Oito métodos para manutenção do dobrador de tubos:
Método 1:
Ao operar o dobrador de tubos, ele deve ser operado estritamente de acordo com os regulamentos operacionais (pontos-chave).
É necessária manutenção regular do maquinário. O pessoal de manutenção deve ser qualificado através de educação e treinamento.
Método 2:
O dobrador de tubos deve ser mantido limpo e as partes não pintadas devem ser revestidas com graxa antiferrugem.
Verifique se a pressão de cada sistema de pressão de óleo está normal.
Método 3:
Antes de iniciar o dobrador de tubos, o óleo lubrificante deve ser adicionado regularmente em pontos fixos e quantitativamente de acordo com os requisitos da tabela de lubrificação.
O óleo deve estar limpo e sem sedimentos.
O tubo de óleo e a linha do braço flexível não devem tocar o solo.
Método 4:
Verifique e repare regularmente o interruptor, o fusível e a alça para garantir sua operação confiável.
Verifique regularmente se o óleo hidráulico no tanque de óleo atinge pelo menos 80% do medidor de nível de óleo.
Método 5:
O óleo lubrificante no rolamento do motor deve ser substituído e abastecido regularmente, e o funcionamento do motor deve ser verificado regularmente.
O índice de temperatura do medidor de nível de óleo não deve exceder 60°C.
Método 6:
Verifique regularmente se a correia em V, a alça, o botão e a chave estão danificados. Se estiverem significativamente desgastados, devem ser substituídos imediatamente.
Adicione regularmente graxa lubrificante na posição de engrenamento entre a engrenagem de transmissão e a cremalheira.
Método 7:
É estritamente proibido que pessoal não designado opere o equipamento. Em geral, as pessoas devem sair da máquina e parar.
A parte deslizante ou rotativa deve ser lubrificada regularmente.
Método 8:
Lubrifique e limpe o dobrador de tubos 10 minutos antes do trabalho, todos os dias.
Ao operar abaixo de 5°C, preste atenção às poças e não as deixe congelar.
Não coloque objetos magnéticos perto do servo motor nem bata neles.
Ao limpar o LCD, desligue primeiro a energia e não o limpe com detergente líquido ou vapor liquefeito.
Não coloque a máquina em locais onde haja vazamento de chuva ou umidade.
Solução de problemas da máquina dobradeira de tubos
Se for encontrado vazamento de óleo no cilindro de óleo, confirme a necessidade de substituir o anel de vedação.
Se a pressão da máquina for insuficiente, verifique se o nível de óleo no tanque de óleo é suficiente e se a temperatura do óleo está muito alta.
Quando o interruptor de proximidade não é detectado, a tela mostrará a causa correspondente da falha. Use as informações de falha exibidas para localizar o problema para manutenção e solução de problemas.
No caso de um ângulo impreciso, verifique se o cilindro da garra se move para frente e está no lugar ou verifique se a garra correspondente é muito grande.
Se o servo não girar ou o servo motor não alimentar durante a operação, verifique se há um código de falha no servo driver. A falha mais comum é uma baixa tensão momentânea. Se ocorrer as condições acima, desligue primeiro a fonte de alimentação principal e reinicie-a após 30 segundos. Se não for possível resolver, avise a empresa. Não desmonte e repare sem autorização, pois você será responsável pelas consequências.
Se o ângulo de curvatura não estiver correto, verifique se o parafuso de fixação do acoplamento do codificador está solto e se a curvatura lenta final tem um ângulo de entrada.
Se qualquer ação da pressão do óleo não responder, verifique se a válvula solenóide correspondente está anormal.
Melhores fornecedores/fabricantes de máquinas para dobrar tubos
Você pode ler os 16 principais fabricantes de máquinas dobradeiras de tubos para saber mais detalhes.
Como escolher a máquina curvadora de tubos certa?
Primeiro, a faixa de diâmetro do tubo do cotovelo deve ser determinada de acordo com a situação real de produção.
Algumas fábricas de processamento de hardware usam dobradores de tubos para vários acessórios de tubos, mas cada dobrador de tubos tem suas próprias limitações e sua capacidade de dobra é limitada por seus próprios parâmetros.
Em segundo lugar, é necessário determinar os parâmetros de flexão da maior conexão de tubo que se enquadra no escopo da flexão, incluindo:
- Material dos acessórios para tubos (tubo de aço, tubo de aço inoxidável, tubo de alumínio, etc.)
- Seção de tubo (tubo redondo, tubo quadrado, cantoneira, etc.)
- Diâmetro externo do tubo
- Espessura da parede do tubo
- Raio de curvatura (referente ao diâmetro primitivo do tubo) e outros parâmetros.
Por fim, forneça esses parâmetros aos fabricantes. Eles normalmente recomendarão o modelo que você precisa com base em seus parâmetros.







