Introdução da fundição por gravidade
A fundição por gravidade é o processo de injeção de metal fundido em um molde sob a força da gravidade, também conhecido simplesmente como fundição.
A definição mais ampla de fundição por gravidade abrange vários métodos, incluindo fundição em molde de areia, fundição em molde de metal, fundição em molde granulado, fundição em molde de desaparecimento e fundição em molde de argila.
No entanto, num sentido mais restrito, a fundição por gravidade refere-se especificamente à fundição em molde de metal.
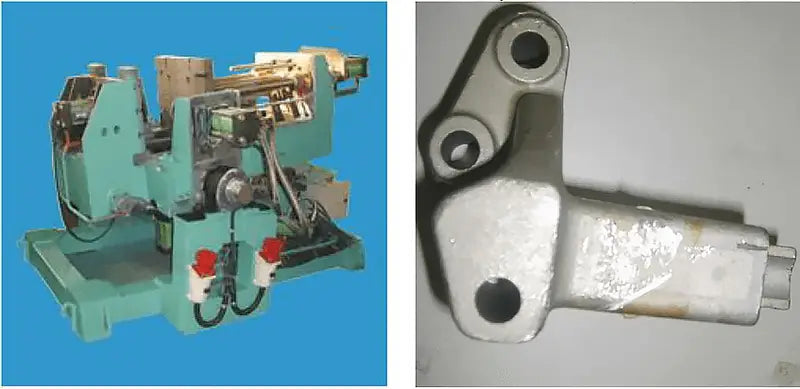
A fundição em molde de metal é uma técnica moderna que utiliza liga de aço resistente ao calor para criar moldes.

O metal líquido é normalmente derramado manualmente na comporta e o produto final é produzido preenchendo a cavidade do molde, ventilando, resfriando e abrindo o molde através da força do peso do metal líquido.
O processo envolve as seguintes etapas: fundição, vazamento do material no molde, ventilação, resfriamento, abertura do molde, tratamento térmico e pós-processamento.
A seguir estão as características da fundição por gravidade:
- A fundição possui poucos poros, permitindo o tratamento térmico. Isto resulta em uma melhoria significativa na resistência, superando a dos produtos de fundição sob pressão.
- O produto tem baixa densidade. Devido à sua moldagem com peso próprio, a densidade é menor do que a da fundição sob pressão, resultando em resistência ligeiramente menor, mas maior alongamento.
- O acabamento superficial do produto não é ideal. O resfriamento e o encolhimento podem causar a formação de crateras semelhantes às produzidas por jateamento.
- O processo de enchimento é lento e a eficiência da produção é baixa. Com eficiência de apenas 1/4 da fundição de alta pressão, o custo do produto é menor.
- A matriz tem uma vida útil mais longa e um custo menor em comparação com a fundição sob pressão.
- O processo é simples.
- A fundição por gravidade não é adequada para a produção de peças com paredes finas.
EUntrodução de fundição de alta pressão
A fundição sob pressão é dividida em duas categorias: fundição de alta pressão e fundição de baixa pressão.
A fundição de alta pressão é uma técnica de fundição em que a liga fundida é rapidamente despejada na cavidade de um molde de aço dentro de uma câmara de pressão, solidificando sob alta pressão.

(1) O líquido metálico é preenchido na cavidade sob pressão e solidifica através da cristalização, normalmente com uma faixa de pressão de 15-100 MPa.
(2) O líquido metálico é preenchido na cavidade em alta velocidade, com velocidades variando de 10-50 m/s e em alguns casos, até ultrapassando 80 m/s, que é introduzido através da comporta interna. Isto resulta num tempo de enchimento muito curto do metal líquido, normalmente apenas 0,01-0,2 segundos, dependendo do tamanho da peça fundida.
As características da fundição de alta pressão incluem:
- Enchimento rápido e produção eficiente.
- A moldagem de alta pressão resulta em um produto com alta densidade, resistência e dureza superficial, mas baixo alongamento.
- Um excelente acabamento superficial, normalmente até Ra6.3 e em alguns casos até Ra1.6.
- Capacidade de produzir peças com espessuras de parede finas, sendo que a fundição de alumínio tem capacidade para atingir uma espessura de parede de 0,5 mm.
- O enchimento rápido elimina o envolvimento de gases internos, resultando em um produto com baixa porosidade.
- A fundição de alta pressão não requer tratamento térmico, pois o gás interno se expandirá durante o tratamento térmico, causando defeitos como protuberâncias ou rachaduras.
- São necessárias pequenas tolerâncias de usinagem (idealmente menos de 0,25 mm), pois o processamento excessivo pode danificar a densa camada superficial e revelar poros internos, reduzindo a resistência do produto.
No entanto, a fundição de alta pressão tem altos custos de molde e baixa vida útil do molde.
EUntrodução de fundição de baixa pressão
O processo da tecnologia de fundição de baixa pressão é o seguinte: Ar comprimido seco é introduzido no cadinho ou tanque selado. Sob a influência da pressão do gás, o metal líquido sobe ao longo do riser e entra no sprue, entrando suavemente na cavidade do molde. A pressão do gás é mantida no nível do líquido no cadinho até que a peça fundida esteja totalmente solidificada.
Após a solidificação, a pressão do gás na superfície do líquido é liberada, fazendo com que o metal líquido no riser flua de volta para o cadinho.
Finalmente, o molde é aberto e a peça fundida é removida.

A fundição de baixa pressão difere significativamente da fundição de alta pressão em termos de equipamento, processo e desempenho do produto.
A pressão aplicada na fundição a baixa pressão é relativamente baixa, normalmente variando de 20 a 60 kPa, e a fonte de pressão é fornecida por gás.
Devido à baixa pressão, o enchimento do produto é mais lento e a eficiência de produção é menor, porém, a porosidade do produto é melhorada, permitindo que ele passe por tratamento térmico.
Em geral, a fundição de baixa pressão é um equilíbrio entre as vantagens da fundição de alta pressão e da fundição por gravidade.
Comparação de vantagens e desvantagens
| Técnicas | Custo do molde | Morra vida | Porosidade | Tratamento térmico | Subsídio de usinagem | Acabamento de superfície | Produtos adequados | Eficiência de produção | |
| Fundição de alta pressão | complexo | alto | curto | ruim | não | pequeno | alto | Peças com paredes finas | alto |
| Fundição de baixa pressão | simples | baixo | longo | bom | sim | grande | alto | Partes da parede intermediária | médio |
| Fundição por gravidade | simples | baixo | longo | bom | sim | grande | baixo | Partes de parede grossa | baixo |
A resistência das ligas de alumínio pode variar muito devido às diferenças nas matérias-primas. Os produtos de fundição sob pressão, por outro lado, possuem alta densidade e resistência devido ao fato de serem formados sob alta pressão. Por exemplo, os produtos fundidos sob pressão A380 têm uma resistência de 360MPa e um alongamento de apenas 3,7%.
Os produtos fundidos por gravidade geralmente têm menor resistência em comparação com os produtos fundidos sob pressão. Por exemplo, ZL101A tem uma resistência de 310MPa após tratamento térmico, mas com um alongamento de 5-6%. Existem também materiais, como ZL201a e ZL204a, com resistência acima de 380MPa.
Ao escolher um processo de produção, a espessura da parede do produto é a principal consideração. A fundição de alta pressão é um processo altamente eficiente e deve ser a primeira escolha, desde que o processo de produção e o desempenho do produto atendam aos requisitos. No entanto, se a espessura da parede do produto for superior a 8 mm, a fundição de alta pressão pode não atender aos requisitos de resistência desejados devido aos poros internos, caso em que a fundição por gravidade ou a fundição de baixa pressão pode ser considerada.







