
Na usinagem CNC, o sentido de rotação da fresa é geralmente constante, mas o sentido de avanço está mudando.
Portanto, existem dois fenômenos comuns no fresamento: fresamento ascendente e fresamento convencional.
A aresta de corte da fresa está sujeita a uma carga de impacto em cada corte.
Para concluir com sucesso o fresamento, é importante considerar o contato correto entre a aresta de corte e o material em um único corte, bem como a aresta de corte no corte.
Durante o processo de fresamento, a peça é alimentada na mesma direção ou na direção oposta à rotação da fresa, o que afeta a maneira como o fresamento é feito para dentro e para fora e se o fresamento concordante ou o fresamento convencional é usado.
01 A Regra de Ouro do Fresamento – Do Grosso ao Fino
Ao fresar, é sempre necessário considerar a formação de cavacos.
O fator determinante para a formação de cavacos é a posição da fresa, por isso é necessário tentar formar cavacos grossos quando a lâmina corta e cavacos finos quando a lâmina corta para garantir um processo de fresamento estável.
É preciso lembrar a regra de ouro do fresamento, “do grosso ao fino”, para garantir a menor espessura de cavaco possível quando a aresta de corte sai da fresa.
02 Subir Fresagem
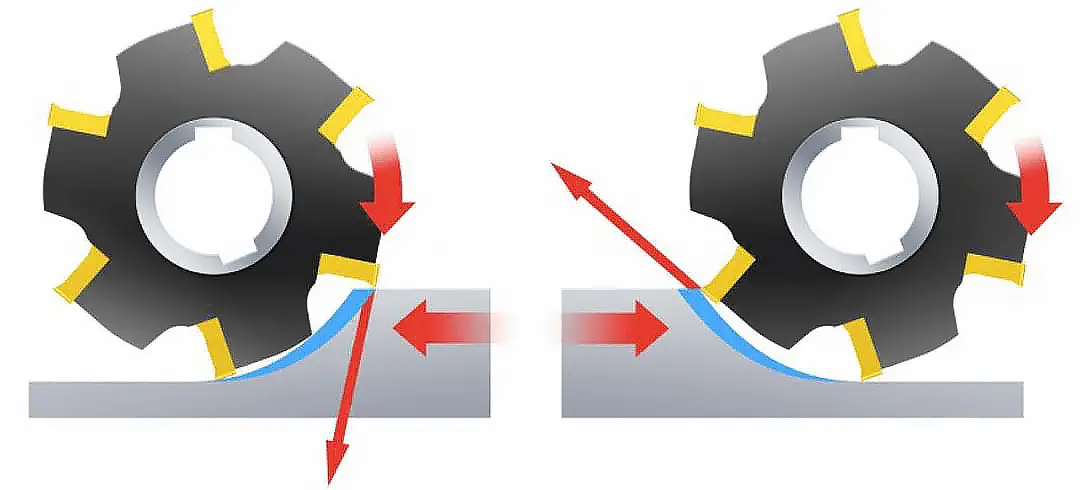
No fresamento concordante, a ferramenta de corte é alimentada no sentido de rotação.
Contanto que a máquina, o acessório e a peça permitam, o fresamento concordante é sempre o método preferido.
No fresamento ascendente de aresta, a espessura do cavaco diminui desde o início do corte e eventualmente chega a zero no final do corte.
Isso evita que a aresta de corte arranhe e esfregue a superfície da peça antes de participar do corte.
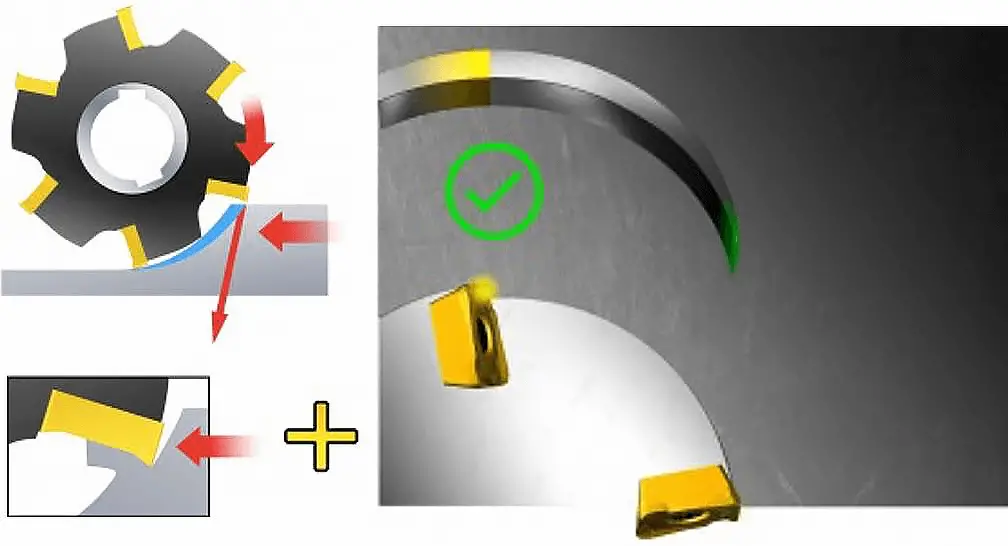
A alta espessura do cavaco é vantajosa porque a força de corte tende a puxar a peça para dentro da fresa, mantendo a aresta de corte no corte.
No entanto, como a fresa é facilmente puxada para dentro da peça de trabalho, a máquina-ferramenta precisa lidar com a folga de avanço da mesa, eliminando a folga.
Se a fresa for puxada para dentro da peça de trabalho, o avanço aumentará inesperadamente, o que pode causar espessura excessiva de cavacos e arestas de corte rachadas.
Nestes casos, considera-se que a fresagem convencional é utilizada.
03 Fresamento Convencional
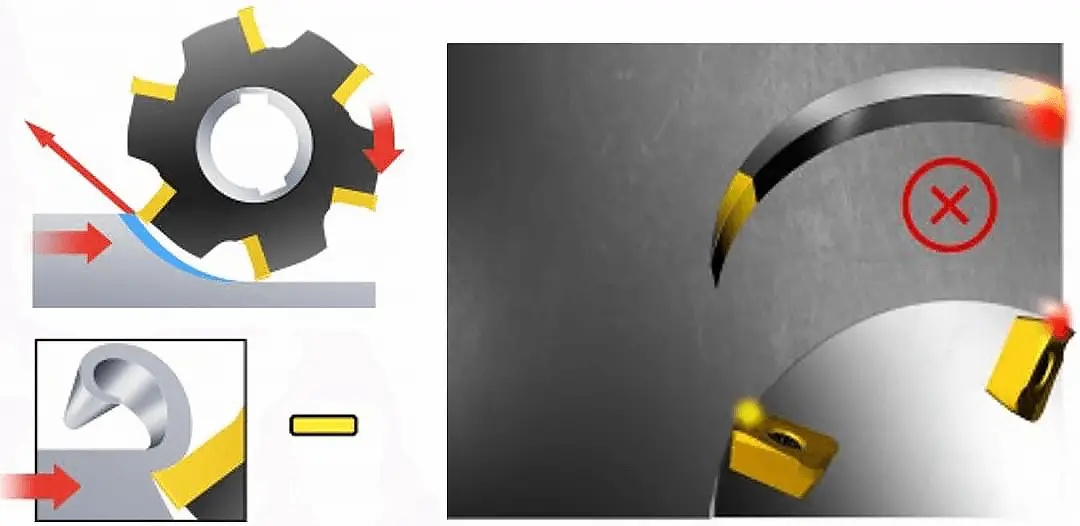
No fresamento convencional, a ferramenta de corte é alimentada no sentido oposto à sua rotação.
A espessura do cavaco aumenta gradativamente de zero até o final do corte.
A aresta de corte deve ser forçada, resultando em um efeito de fricção ou polimento devido ao atrito, altas temperaturas e contato constante com a superfície endurecida causada pela aresta de corte frontal.
Tudo isso reduzirá a vida útil da ferramenta.
Os cavacos mais espessos e as temperaturas mais altas causadas pelo corte da aresta de corte resultam em altas tensões de tração, que encurtam a vida útil da ferramenta e muitas vezes levam a danos rápidos na aresta de corte.
Também pode fazer com que os cavacos grudem ou se soldem na aresta de corte, o que pode levá-los para o início do próximo corte ou fazer com que a aresta de corte entre em colapso instantaneamente.
A força de corte tende a afastar a fresa e a peça de trabalho, enquanto a força radial tende a levantar a peça da mesa.
Quando a margem de usinagem muda significativamente, o fresamento convencional pode ser mais vantajoso.
O fresamento convencional também é recomendado ao usinar ligas de alta temperatura com pastilhas de cerâmica, pois as cerâmicas são sensíveis ao impacto do corte na peça.
04 Peça de trabalho Fconfiguração
A direção de avanço da ferramenta apresenta diferentes requisitos para a fixação da peça.
Durante o fresamento convencional, deve ser capaz de resistir às forças de elevação.
Na fresagem convencional, deve ser capaz de resistir a uma força descendente.
05 Tabela Comparativa de Subir Fresagem vs. Fresamento Convencional
| Item | Cfresagem de membros | Cmoagem convencional |
| Espessura de corte | do grande ao pequeno | de pequeno a grande |
| Deslizamento | não | sim |
| Desgaste da ferramenta | devagar | rápido |
| O fenômeno frio e duro na superfície da peça | não | sim |
| Efeitos nas peças de trabalho | comprimir | elevação |
| Elimine a folga entre o parafuso e a porca | não | sim |
| Vibração | grande | pequeno |
| Perda de energia | pequeno | grande 5% a 15% |
| Rigidez da superfície | bom | ruim |
| Ocasiões aplicáveis | usinagem de acabamento | usinagem áspera |







