
1. Primeiro, entenda o fio retangular
Tipo de fio:
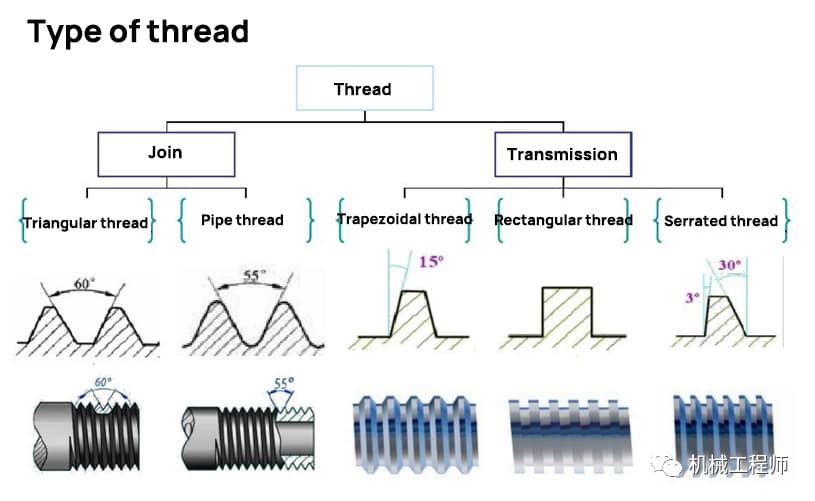
A rosca retangular apresenta perfil quadrado e a espessura da rosca é metade do passo, o que a torna altamente eficiente na transmissão de potência. No entanto, tem algumas limitações, incluindo baixa precisão de centralização e fraca resistência da raiz.
Fabricar roscas retangulares com precisão é um desafio e é difícil compensar ou reparar a folga de pares de parafusos desgastados. A rosca de um torno de bancada é um exemplo recente de rosca retangular, que requer apertos e afrouxamentos frequentes, exigindo força significativa.
As roscas retangulares são comumente usadas em válvulas, tubulações de água (incluindo pequenas, como torneiras), macacos e prensas de parafuso, com pequenas variações de tamanho.
Em resumo, as roscas retangulares são ideais para lidar com cargas pesadas onde a resistência da rosca é essencial e a precisão da rosca não é a principal preocupação.
2. Processo de corte de rosca
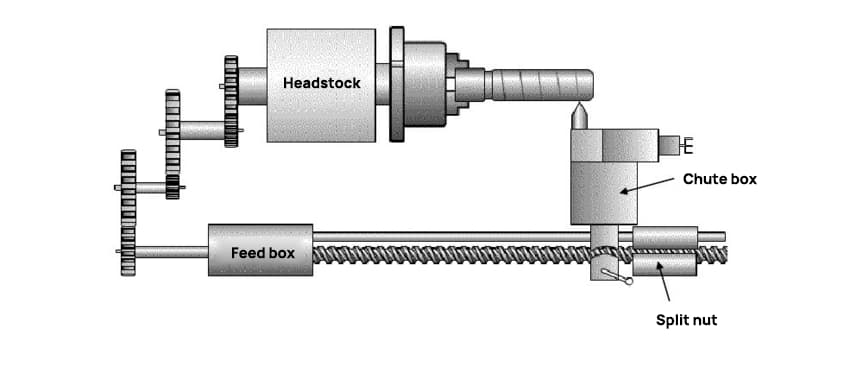
1. Princípio do torneamento de rosca
O fuso do torno e a ferramenta devem manter uma relação de movimento precisa. Especificamente, a ferramenta deve mover-se a uma distância de avanço consistente a cada rotação do fuso, que segura a peça de trabalho.
2. Girando o fluxo do processo:
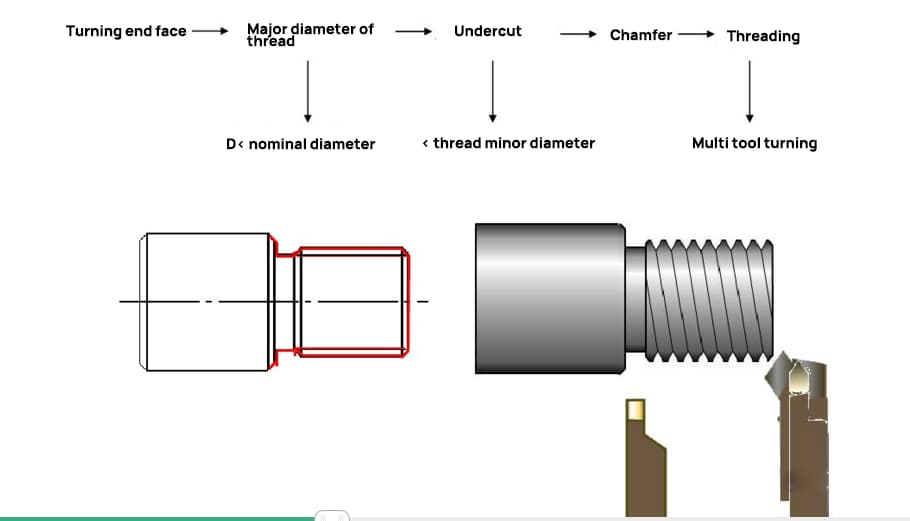
3. A rosca retangular não tem perfil fixo como outras roscas
Por padrão, se o tamanho do dente não for especificado, a seção transversal da rosca normalmente terá formato quadrado.
Para produzir roscas retangulares, a ferramenta de torneamento deve ser alimentada em linha reta e as roscas podem ser processadas com base na profundidade da ranhura (ou seja, na altura do dente).
3. Ferramentas de torneamento
Ferramenta para torneamento de rosca retangular:
Quando se trata de usinagem de roscas curtas, uma ferramenta de torneamento de canais é adequada devido ao formato dos dentes da rosca. A largura da lâmina da ferramenta deve ser apenas metade do passo.
No entanto, para roscas com passo largo, ferramentas de torneamento elástico de aço rápido são frequentemente usadas.
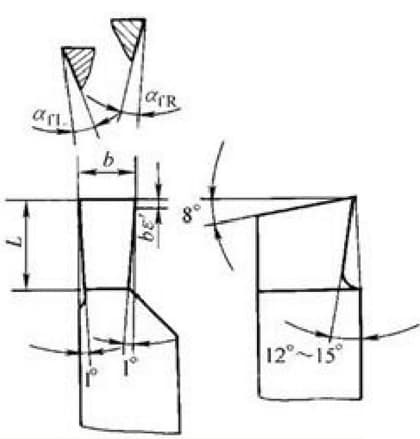
Um dos maiores desafios na usinagem de roscas retangulares é o método de retificação da ferramenta de torneamento. Quando o passo e o avanço aumentam, o ângulo de elevação da rosca (ângulo de avanço) torna-se maior e o ângulo traseiro da ferramenta de torneamento pode tocar a lateral da rosca.
É importante observar que o ângulo de subida da linha na parte superior e inferior da linha será diferente para linhas com passo grande.
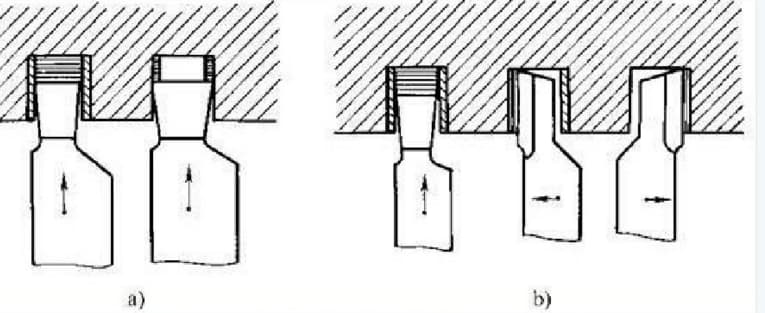
Para evitar esses problemas, uma ferramenta de torneamento trapezoidal com pequena largura de borda frontal é usada para a peça côncava. Isso garante que a largura da aresta de corte na circunferência externa (coroa da rosca) seja a mesma da ranhura, e a parte inferior da rosca na ranhura na parte inferior do dente será rebaixada.
4. Torneamento de rosca retangular
Ao tornear roscas retangulares, a margem de usinagem deve ser alocada de forma razoável.
Para obter detalhes, consulte a figura a seguir:
Alocar razoavelmente a margem de usinagem de rosca
(geralmente curvas bruscasp:0,10~0,50; bem virando ump: 0,01~0,10.)
| Horários de alimentação | Profundidade de corte traseiro | Etapas de processamento | Subsídio de usinagem |
| Primeira alimentação | a = 0,50 mm | Usinagem áspera | 0,75 mm |
| Segunda alimentação | a = 0,15 mm | ||
| Terceiro feed | a = 0,10 mm | ||
| Quarta alimentação | a = 0,03 mm | usinagem de acabamento | 0,06 mm |
| Quinta alimentação | a = 0,02 mm | ||
| Sexta alimentação | a = 0,01 mm |
5. Resumo
As roscas retangulares são distintas das roscas triangulares e trapezoidais.
Ao contrário de outros tipos de rosca, as roscas retangulares não apresentam problemas com corte em um ou dois lados, nem encontram problemas com o diâmetro primitivo devido ao seu menor requisito de precisão.
Na verdade, a usinagem de roscas retangulares é relativamente simples.







