
Máquina-ferramenta refere-se a uma máquina usada para fabricar outras máquinas. Também é conhecida como máquina de trabalho ou máquina-ferramenta e é tradicionalmente chamada de máquina-ferramenta.

As máquinas-ferramentas são geralmente divididas em máquinas-ferramentas para corte de metal, máquinas-ferramentas para forjar, máquinas-ferramentas para trabalhar madeira e outras.
Na fabricação mecânica moderna, existem muitas maneiras de processar peças mecânicas. Além do corte, há também fundição, forjamento, soldagem, estampagem, extrusão e muito mais. No entanto, peças com alta precisão e rugosidade superficial fina geralmente precisam ser usinadas usando um método de corte em uma máquina-ferramenta.
As máquinas-ferramentas desempenham um papel importante na construção da modernização económica nacional.
Tipos de máquinas-ferramentas
Existem muitas variedades e especificações de máquinas CNC e os métodos de classificação podem variar. No entanto, eles geralmente podem ser classificados de acordo com a função e estrutura usando os quatro princípios a seguir.

Classificação de acordo com a trajetória de controle do movimento da máquina-ferramenta
(1) Máquina-ferramenta CNC com controle de ponto
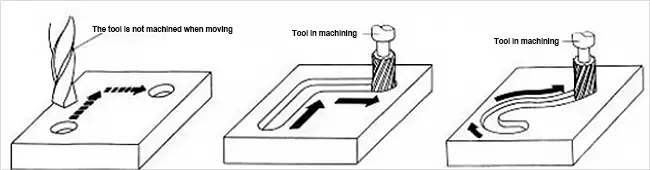
O controle de ponto requer apenas o posicionamento preciso das partes móveis da máquina-ferramenta de um ponto a outro, e os requisitos para a trajetória de movimento entre os pontos não são rígidos. Nenhuma usinagem é realizada durante o movimento e o movimento entre os eixos coordenados é irrelevante.
Para obter um posicionamento rápido e preciso, o deslocamento entre dois pontos geralmente se move rapidamente primeiro e depois se aproxima lentamente do ponto de posicionamento para garantir a precisão do posicionamento. A figura abaixo mostra a trilha de movimento do controle de posição do ponto.
Máquinas-ferramentas com função de controle de ponto incluem principalmente furadeiras CNC, fresadoras CNC, punções CNC e muito mais.
Com o desenvolvimento da tecnologia de controle numérico e a redução do preço dos sistemas de controle numérico, os sistemas de controle numérico usados apenas para controle de ponto estão se tornando cada vez mais raros.
(2) Máquina-ferramenta CNC de controle linear
A máquina-ferramenta CNC de controle linear, também conhecida como máquina-ferramenta CNC de controle paralelo, tem a característica não apenas de posicionar com precisão entre pontos de controle, mas também de controlar a velocidade de movimento e a trajetória entre dois pontos relacionados.
Porém, sua rota de movimento só se move paralelamente ao eixo de coordenadas da máquina-ferramenta, o que significa que apenas um eixo de coordenadas é controlado ao mesmo tempo, eliminando a necessidade da função de operação de interpolação no sistema CNC. Durante o deslocamento, a ferramenta pode cortar na taxa de avanço especificada e normalmente só pode processar peças retangulares e escalonadas.
As máquinas-ferramentas com função de controle linear consistem principalmente em tornos CNC relativamente simples, fresadoras CNC, retificadoras CNC e assim por diante. O sistema CNC desta máquina-ferramenta também é conhecido como sistema CNC de controle linear. Da mesma forma, máquinas-ferramentas CNC usadas exclusivamente para controle linear são raras.
(3) Máquina-ferramenta CNC de controle de contorno
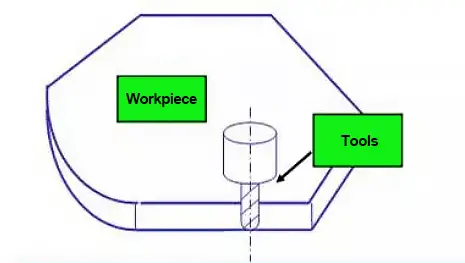
Diagrama de usinagem de máquina-ferramenta CNC de controle de contorno
A máquina-ferramenta CNC de controle de contorno, também conhecida como máquina-ferramenta CNC de controle contínuo, tem a característica de controlar o deslocamento e a velocidade de duas ou mais coordenadas de movimento simultaneamente.
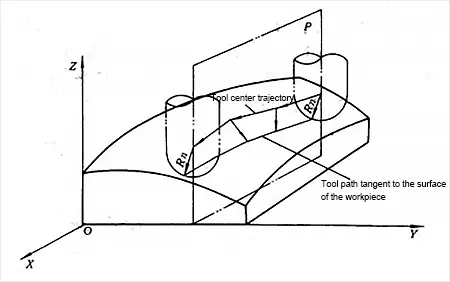
Para atender ao caminho de movimento relativo da ferramenta ao longo do contorno da peça e aos requisitos do contorno de usinagem da peça, o controle de deslocamento e o controle de velocidade de cada movimento coordenado devem ser coordenados com precisão de acordo com a relação proporcional especificada. Portanto, o dispositivo NC neste modo de controle requer a função de operação de interpolação.
A interpolação envolve a descrição da forma da linha ou arco através do processamento matemático da calculadora de interpolação no sistema NC, com base na entrada de dados básicos do programa, como as coordenadas finais da linha, as coordenadas finais do arco e as coordenadas centrais ou raio. Os pulsos são então distribuídos para cada controlador de eixo de coordenadas com base nos resultados do cálculo, controlando o deslocamento da ligação de cada eixo de coordenadas para atender ao contorno necessário.
Durante o movimento, a ferramenta pode cortar continuamente a superfície da peça e processar todos os tipos de linhas retas, arcos e curvas. Essas máquinas-ferramentas consistem principalmente em tornos CNC, fresadoras CNC, máquinas de corte de fio CNC, centros de usinagem e assim por diante.
O dispositivo NC correspondente é chamado de sistema NC de controle de contorno, que pode ser classificado nas seguintes formas com base no número de eixos de coordenadas de ligação que ele controla:
① Articulação de dois eixos
É usado principalmente para usinagem de superfícies rotativas em torno NC ou fresadora NC para usinagem de superfícies cilíndricas curvas.
② Semi-ligação de dois eixos
É utilizado principalmente para o controle de máquinas-ferramentas com mais de três eixos. Dois eixos podem ser vinculados e o outro eixo pode ser alimentado periodicamente.
③ Articulação de três eixos
Geralmente é dividido em duas categorias. Uma é a ligação de três eixos de coordenadas lineares X/Y/Z, que é usado principalmente em fresadoras CNC, centros de usinagem e assim por diante.
A outra é controlar o eixo de coordenadas de rotação girando em torno de um dos eixos de coordenadas lineares, além das duas coordenadas lineares em X/Y/Z simultaneamente.
Por exemplo, em um centro de torneamento, além da ligação dos eixos de coordenadas lineares longitudinal (eixo Z) e transversal (eixo x), ele também precisa controlar a ligação do fuso principal (eixo c) girando em torno o eixo z ao mesmo tempo.
④ Articulação de quatro eixos
Ele controla simultaneamente a ligação entre os três eixos de coordenadas lineares de X/Y/Z e um eixo de coordenadas rotativo.
⑤ Articulação de cinco eixos
Além de controlar simultaneamente a ligação dos três eixos de coordenadas X/Y/Z, ele também controla dois eixos de coordenadas nos eixos de coordenadas A, B e C girando em torno desses eixos de coordenadas lineares, formando a ligação para controlar simultaneamente cinco eixos.
Neste momento, a ferramenta pode ser posicionada em qualquer direção do espaço. Por exemplo, a ferramenta pode ser controlada para girar em torno dos eixos x e y simultaneamente, de modo que a ferramenta mantenha uma direção normal com a superfície de contorno usinada em seu ponto de corte, garantindo a suavidade da superfície usinada, melhorando a precisão da usinagem e eficiência, e reduzindo a rugosidade da superfície usinada.
2. Classificado pelo modo de controle servo
(1) máquina-ferramenta CNC de controle de loop aberto
O servoacionamento de alimentação deste tipo de máquina-ferramenta é de malha aberta, o que significa que não há dispositivo de feedback de detecção. Geralmente, seu motor de acionamento é um motor de passo. A principal característica de um motor de passo é que toda vez que o circuito de controle altera o sinal de pulso de comando, o motor gira em um ângulo de passo e o próprio motor tem uma capacidade de travamento automático.
O sinal de comando de alimentação emitido pelo sistema NC controla o circuito de acionamento através do distribuidor de pulso. Ele controla o deslocamento coordenado pelo número de pulsos de transformação, a velocidade de deslocamento pela frequência dos pulsos de transformação e a direção do deslocamento pela ordem de distribuição dos pulsos de transformação. Portanto, a característica mais significativa deste modo de controle é seu controle conveniente, estrutura simples e preço baixo.
O fluxo do sinal de comando enviado pelo sistema NC é unidirecional, portanto não há problema de estabilidade com o sistema de controle. Entretanto, como o erro da transmissão mecânica não é corrigido pelo feedback, a precisão do deslocamento não é alta. As primeiras máquinas-ferramentas CNC usavam esse modo de controle, mas a taxa de falhas era relativamente alta.
Atualmente, ainda é amplamente utilizado devido a melhorias no circuito de condução. Na China, em particular, este modo de controle é frequentemente usado na transformação NC de sistemas NC econômicos gerais e equipamentos antigos. Além disso, este modo de controle pode ser configurado com um microcomputador de chip único ou computador de placa única como dispositivo de controle numérico, reduzindo o preço de todo o sistema.
(2) máquina-ferramenta de controle de circuito fechado
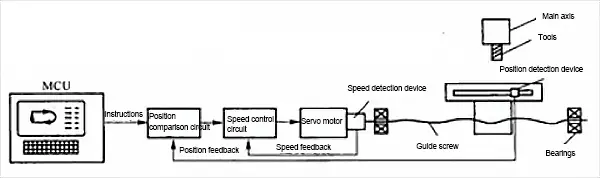
O servoacionamento de alimentação deste tipo de máquina-ferramenta NC opera usando um modo de controle de feedback de malha fechada. O motor de acionamento pode ser um servo motor CC ou CA, e o feedback de posição e o feedback de velocidade devem ser configurados.
Durante a usinagem, o deslocamento real das peças móveis é constantemente detectado e enviado de volta ao comparador no sistema NC em tempo hábil. Este valor é então comparado com o sinal de comando obtido através da operação de interpolação. A diferença entre os dois é usada como sinal de controle do servoconversor, que aciona a peça de deslocamento para eliminar quaisquer erros de deslocamento.
A posição de instalação do elemento de detecção de feedback de posição e do dispositivo de feedback usado determina se é um modo de controle de malha totalmente fechada ou de malha semi-fechada.
① Controle de circuito fechado completo
Conforme mostrado na figura, o dispositivo de feedback de posição adota um elemento de detecção de deslocamento linear, com réguas de grade sendo comumente usadas atualmente. É instalado na sela da máquina-ferramenta, permitindo detectar diretamente o deslocamento linear das coordenadas da máquina-ferramenta.
Através do feedback, o erro de transmissão em toda a cadeia de transmissão mecânica do motor ao selim da máquina pode ser eliminado, resultando em alta precisão de posicionamento estático da máquina-ferramenta.
No entanto, dentro de todo o circuito de controle, as características de atrito, rigidez e folga de muitos elos de transmissão mecânica não são lineares. Além disso, o tempo de resposta dinâmica de toda a cadeia de transmissão mecânica é muito maior comparado ao tempo de resposta elétrica, o que traz dificuldades significativas para a correção da estabilidade de todo o sistema em malha fechada. Como tal, a concepção e ajuste do sistema também são muito complexos.
Este modo de controle de circuito fechado completo é utilizado principalmente para máquinas de coordenadas CNC e retificadoras de precisão CNC que possuem requisitos de alta precisão.
② Controle de malha semi-fechada
Conforme mostrado na figura, o feedback de posição utiliza um elemento de detecção de ângulo, sendo os encoders o principal tipo usado atualmente. É instalado diretamente na extremidade do servo motor ou parafuso de avanço.
Como a maioria dos links de transmissão mecânica não estão incluídos no circuito fechado do sistema, ele é chamado para obter características de controle mais estáveis.
Erros de transmissão mecânica, como os presentes no parafuso de avanço, não podem ser corrigidos em nenhum momento por meio de feedback. No entanto, o método de compensação de configuração de software pode ser utilizado para melhorar a precisão.
Atualmente, a maioria das máquinas-ferramentas CNC adota um modo de controle de malha semi-fechada.
③ Máquina-ferramenta CNC de controle híbrido
As características dos modos de controle acima são combinadas seletivamente para formar um esquema de controle híbrido.
Conforme mencionado anteriormente, o modo de controle de malha aberta tem boa estabilidade, baixo custo e baixa precisão, enquanto a estabilidade total de malha fechada é ruim.
Portanto, para se complementarem e atenderem aos requisitos de controle de algumas máquinas-ferramentas, um modo de controle híbrido deve ser adotado.
A compensação de malha aberta e a compensação de malha semifechada são amplamente utilizadas.
3. Classificado de acordo com o nível funcional do sistema CNC
De acordo com o nível funcional de um sistema CNC, ele geralmente é dividido em graus baixo, médio e alto.
Os limites das notas baixa, média e alta são relativos e os padrões de divisão serão diferentes em diferentes períodos.
De acordo com o nível de desenvolvimento atual, vários tipos de sistemas CNC podem ser divididos em graus baixo, médio e alto com base em determinadas funções e indicadores.
Entre eles, os graus médio e alto são geralmente chamados de CNC de função completa ou CNC padrão.
4. Classificação de acordo com o tipo de tecnologia de processamento e uso de máquinas-ferramenta
(1) Corte de metais
Refere-se a máquinas-ferramentas CNC com vários processos de corte, como torneamento, fresamento, furação, retificação, alargamento e aplainamento.
Pode ser dividido nas duas categorias a seguir:
① Máquinas-ferramentas CNC comuns
Como tornos CNC, fresadoras CNC, retificadoras CNC, etc.
② Centros de usinagem
Sua principal característica é um magazine de ferramentas com mecanismo de troca automática de ferramenta, onde a peça passa uma única vez.
Após a fixação, ao alterar automaticamente todos os tipos de ferramentas de corte, vários processos, como fresamento (torneamento), chaveta, dobradiça, furação e rosqueamento, são processados continuamente em cada superfície de usinagem da peça de trabalho na mesma máquina-ferramenta, como (construção/fresamento ) centros de usinagem, centros de torneamento, centros de furação, etc.
(2) Formação de metal
Refere-se a máquinas-ferramentas CNC que adotam processos de extrusão, puncionamento, prensagem, trefilação e outros processos de conformação. Comumente usadas são prensas CNC, máquinas dobradeiras CNC, máquinas dobradoras de tubos CNC, máquinas giratórias CNC, etc.
(3) Processamento especial
Existem principalmente máquinas formadoras CNC WEDM, CNC EDM, máquinas de corte por chama CNC, máquinas de usinagem a laser CNC, etc.
(4) Levantamento e desenho
Existem principalmente CMM, instrumento de configuração de ferramenta NC, plotter NC, etc.







