Nossa empresa desenvolveu uma nova caixa de segurança à prova de fogo de nanocimento de alta resistência como parte de nosso projeto de transformação de conquistas científicas e tecnológicas, atendendo às necessidades de nossos clientes.
A caixa de segurança consiste em um recipiente interno e um invólucro externo, ambos dobrados em placas de aço laminadas a frio. Porém, devido à interferência entre a prensa dobradeira e as peças, a matriz de dobra convencional não pode ser utilizada.
O desafio está em encontrar uma solução que permita que a prensa dobradeira dobre as peças em forma de U suavemente, sem qualquer interferência. Esta é a chave para resolver o problema do processo.
1. Análise de processo de peças
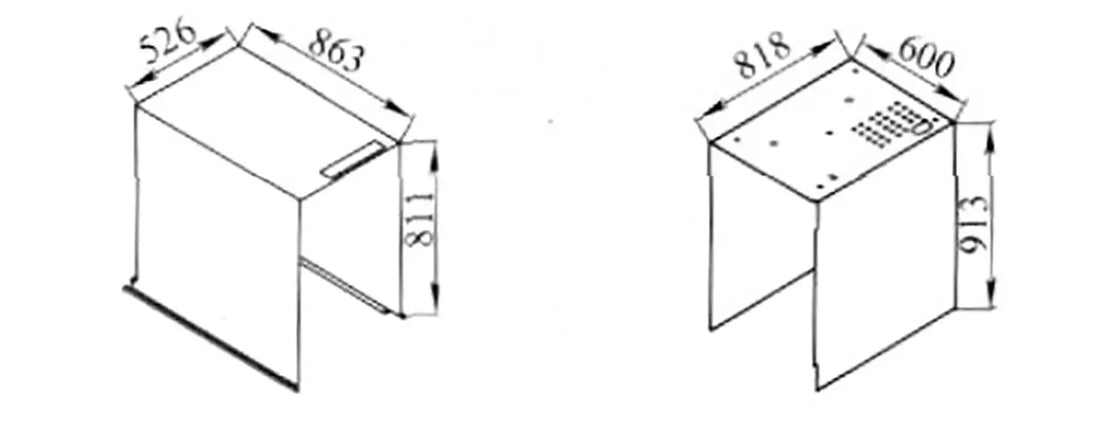
Conforme representado nas Figuras 1 e 2, os diagramas mostram respectivamente o recipiente interno e o invólucro externo da caixa de segurança.
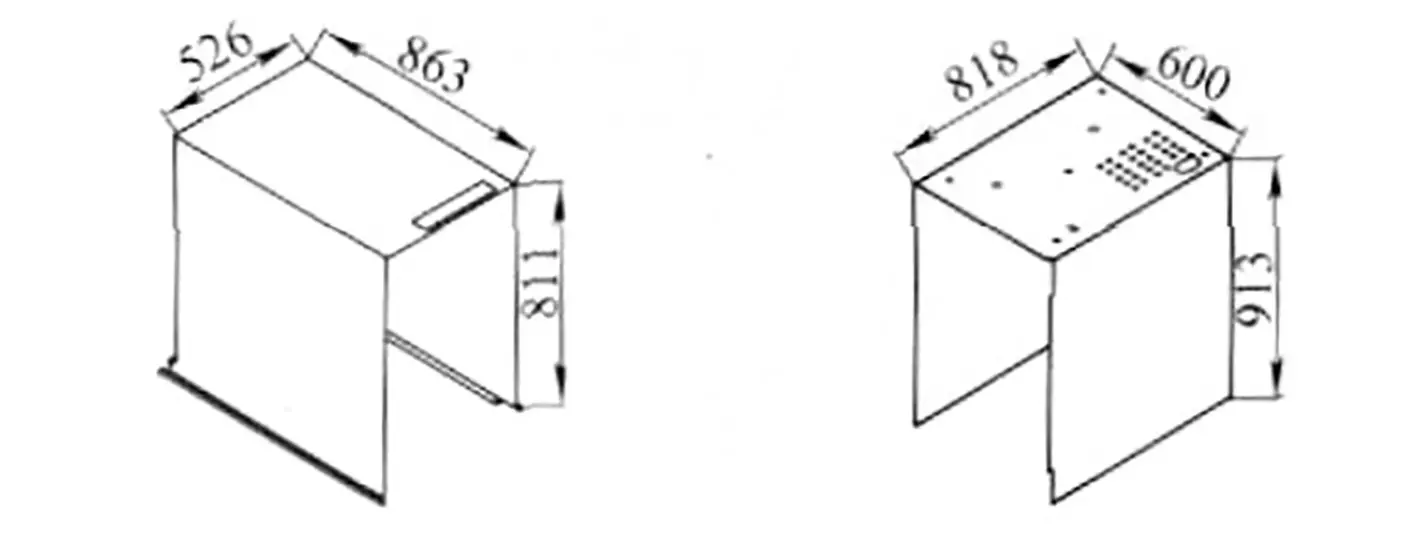
Fig. 1 Recipiente interno Fig. 2 Revestimento externo
A peça é fabricada em chapa de aço laminada a frio com 3 mm de espessura e requer dobra em uma prensa dobradeira. Durante a simulação de flexão do modelo da peça, constatou-se que uma das faces da peça interferia no painel da máquina.
Após uma análise mais aprofundada, foi determinado que a proporção da peça era muito grande, atingindo 1,54 e 1,52 respectivamente, o que é significativamente maior que a proporção de 1:1. Normalmente, ao dobrar peças em forma de U usando uma matriz de dobra, a relação comprimento/largura máxima não deve exceder 1:1. Se a relação for maior, o lado comprido da peça irá interferir na máquina dobradeira, conforme demonstrado na Figura 3.
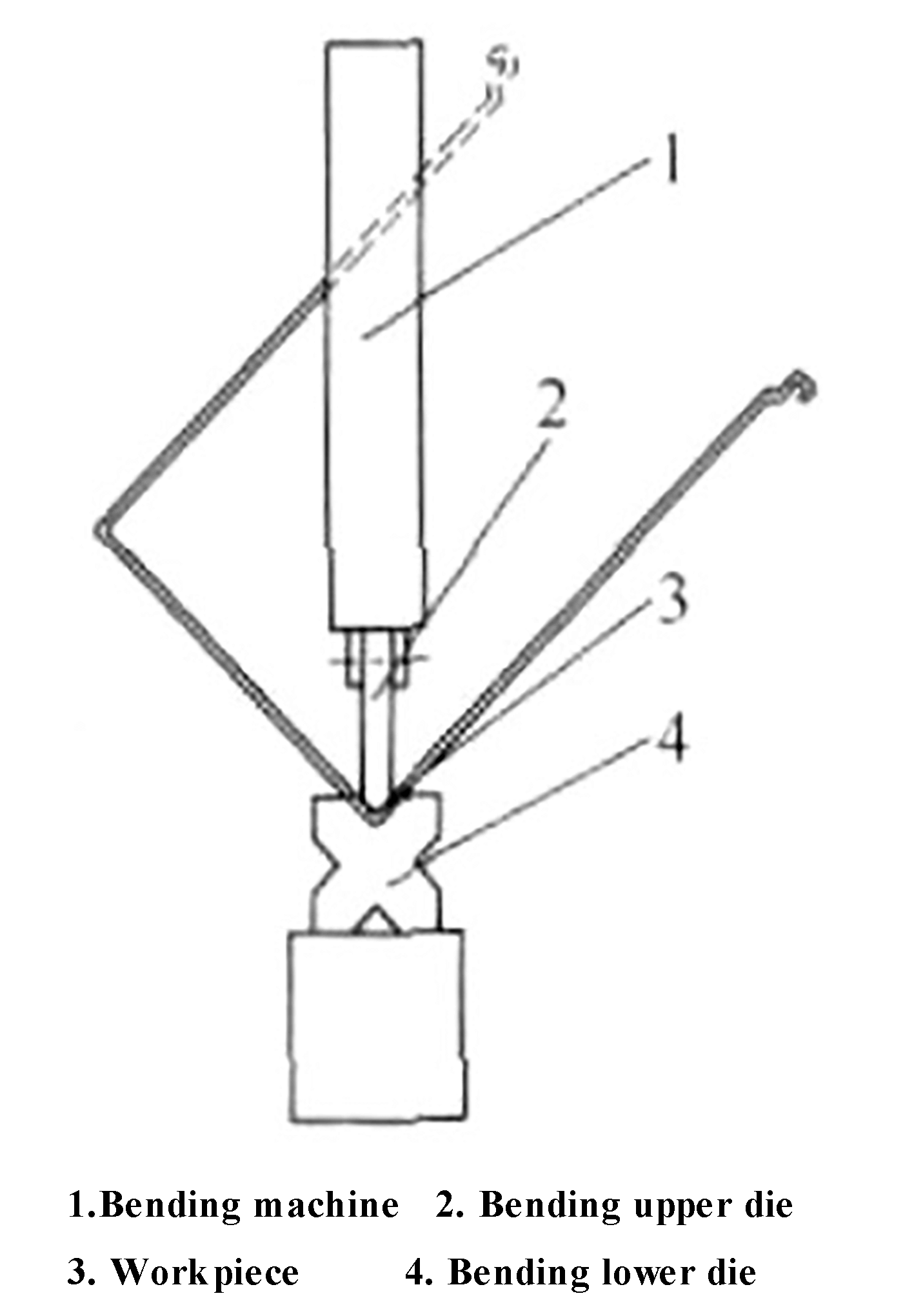
Fig. 3 Fenômeno de interferência do lado longo da peça
Relacionado: Calculadora de força de flexão em forma de V e U
2. Estrutura da máquina dobradeira existente
Analisamos a máquina dobradeira e a matriz de dobra e descobrimos o seguinte:
O painel frontal da prensa dobradeira possui uma estrutura complexa e volumosa, com espessura de aproximadamente 80mm e é fixado no lugar. Durante o processo de dobra, a mesa de trabalho da prensa dobradeira e a matriz de dobra se movem para cima e para baixo juntas.
Foi determinado que seria impraticável e impossível modificar a máquina dobradeira para acomodar o processamento dessas peças.
No entanto, fazer melhorias apropriadas no projeto da matriz de dobra pode resolver efetivamente o problema sem alterar a estrutura da máquina dobradeira. Esta abordagem permitiria o dobro do resultado com metade do esforço, permitindo a dobragem bem sucedida de peças em forma de U.
Conforme mostrado na Figura 4, a matriz de dobra convencional possui estrutura simétrica com ângulo de 45°, orientação esquerda-direita.
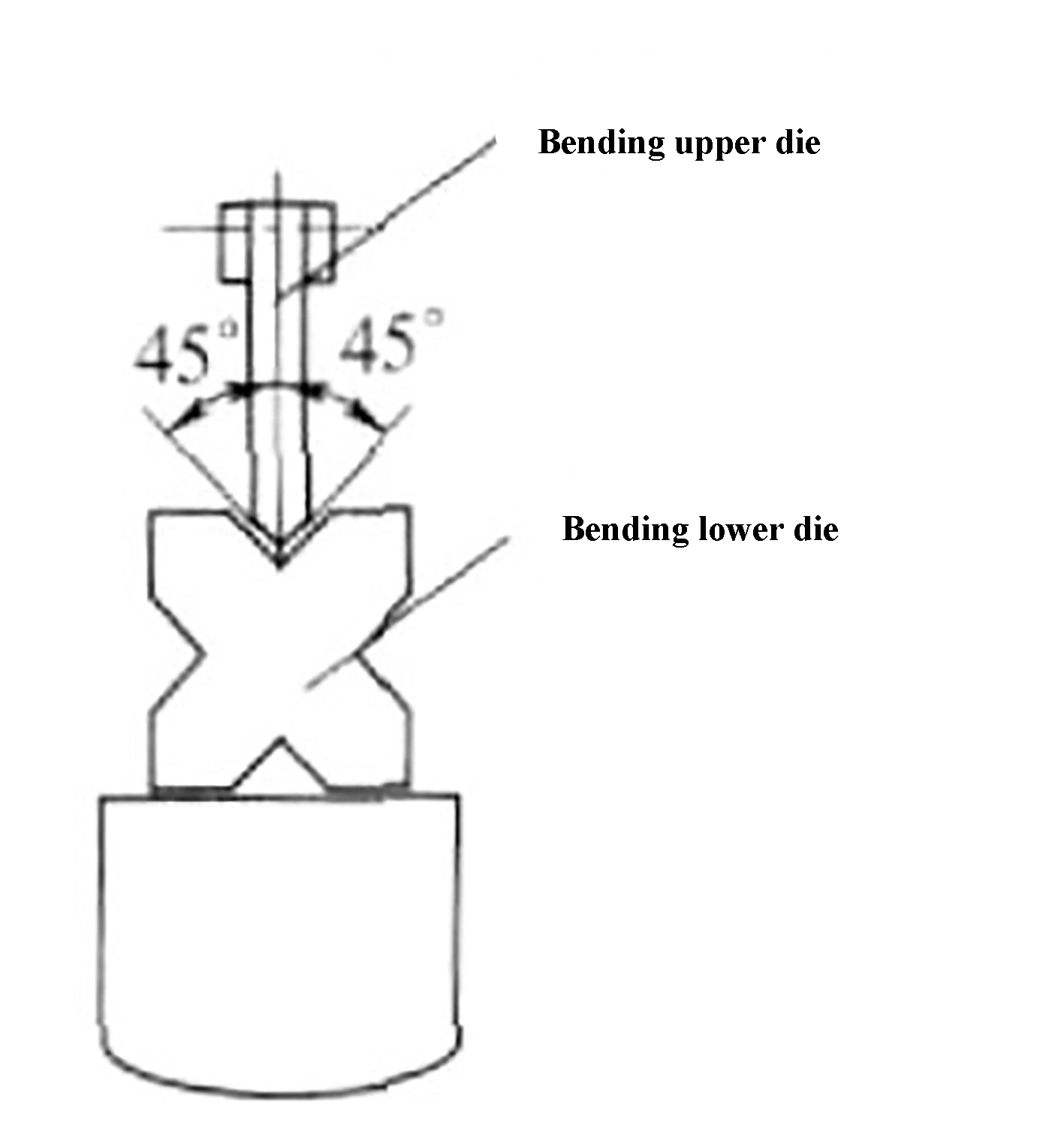
Fig. 4 A matriz de flexão comum
A trajetória do dado equivale à diagonal de um quadrado. A relação comprimento-largura máxima da peça em forma de U que pode ser dobrada pela matriz é de 1:1. Se esta relação for excedida, um lado da peça entrará em conflito com a prensa dobradeira, impedindo o processamento bem-sucedido da peça.
3. Soluçãoé de interferência entre as peças e a máquina dobradeira
A análise do processo de peças e da estrutura da matriz de corte da máquina dobradeira revelou que a causa da interferência é a alta relação comprimento-largura das peças em forma de U, que excede a capacidade de dobra da matriz de corte da máquina dobradeira .
Para resolver esse problema, nos afastamos ousadamente da estrutura simétrica tradicional da matriz de flexão comum.
Adotamos uma estrutura assimétrica esquerda-direita como solução.
Na vista plana, a parte em forma de U é considerada um retângulo (consulte a Figura 5). O ponto A foi deslocado 40 mm (equivalente a metade da espessura do painel da prensa dobradeira que é 80 mm) para o ponto B. A linha diagonal entre os pontos B e C divide o ângulo reto em duas partes, 30° e 60 ° respectivamente.
Com base nessas descobertas, projetamos a matriz superior e inferior de dobra conforme mostrado na Figura 6. O lado longo da peça em forma de U agora evita o painel da máquina dobradeira, expandindo assim a faixa de processamento da máquina dobradeira.
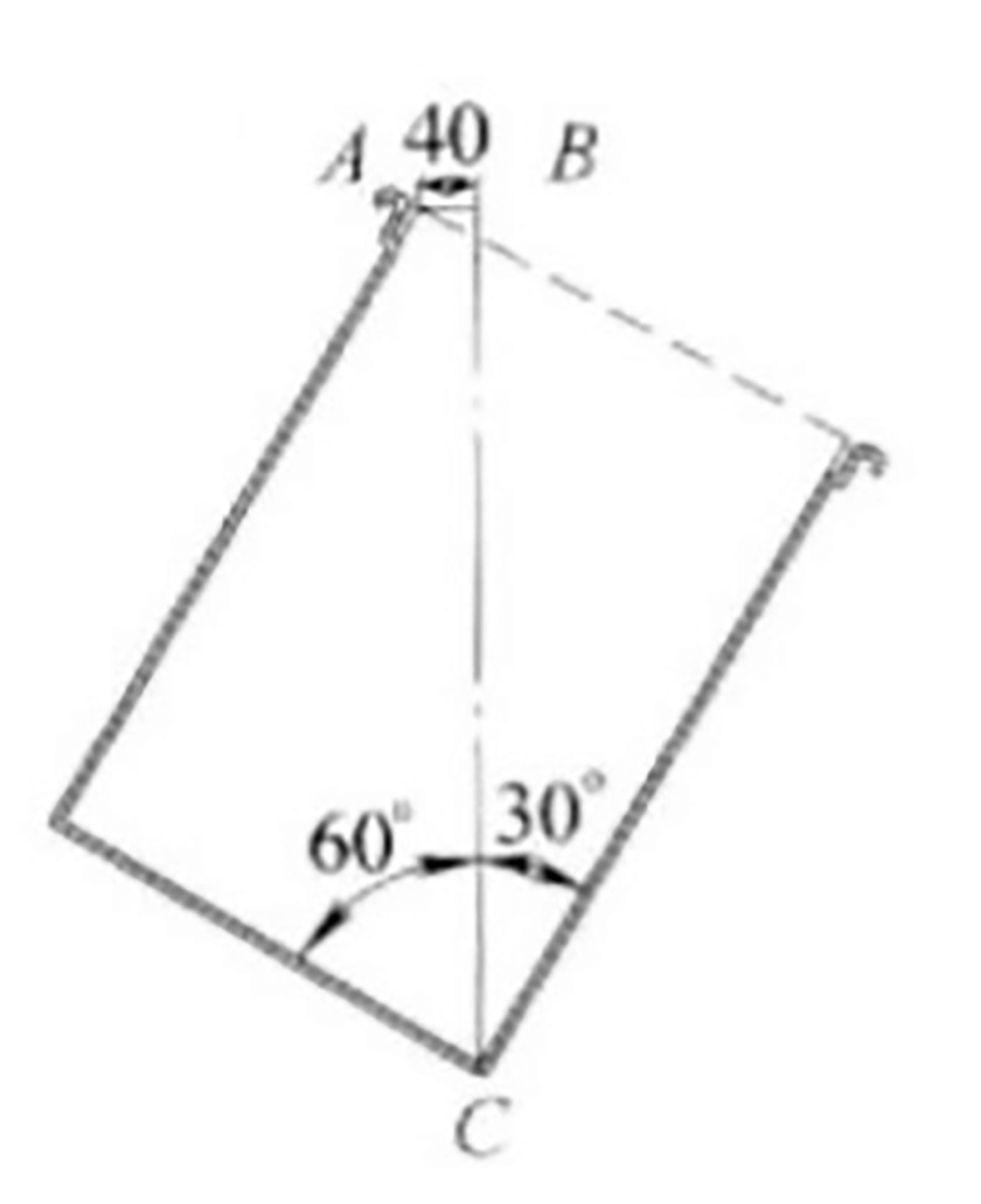
Fig. 5 A figura plana
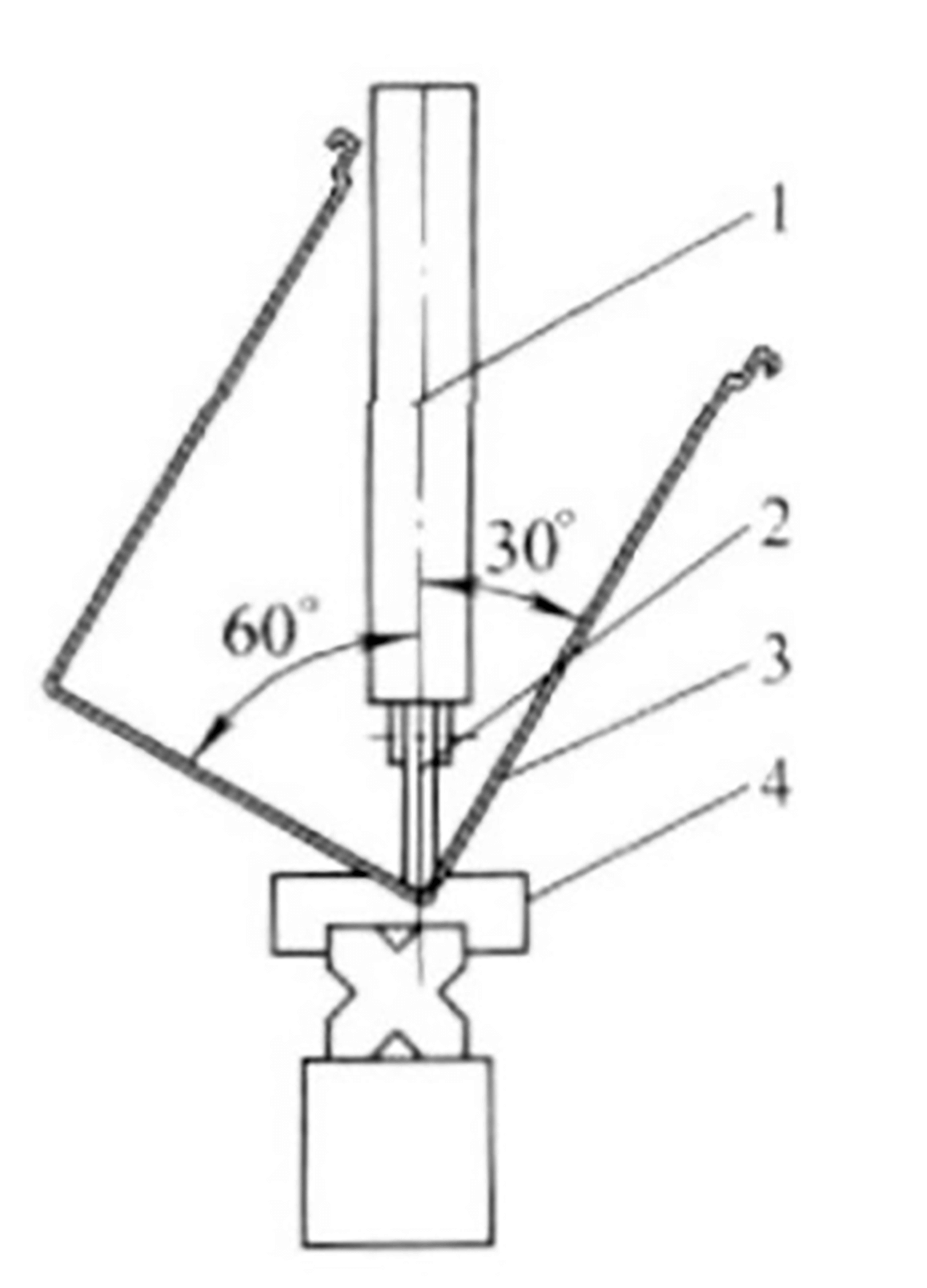
Fig. 6 A matriz superior e inferior de dobra
4. Melhoria da matriz de dobra
Para resolver os problemas de interferência entre as peças e a prensa dobradeira, fizemos melhorias em duas prensas dobradeiras diferentes.
A primeira melhoria foi feita na máquina dobradeira comum. O processo envolveu o uso da matriz de dobra original como referência, a fixação da matriz inferior como base e, em seguida, a fixação da matriz inferior assimétrica recém-projetada sobre ela. Por fim, a matriz superior foi substituída diretamente, conforme mostra a Figura 7.
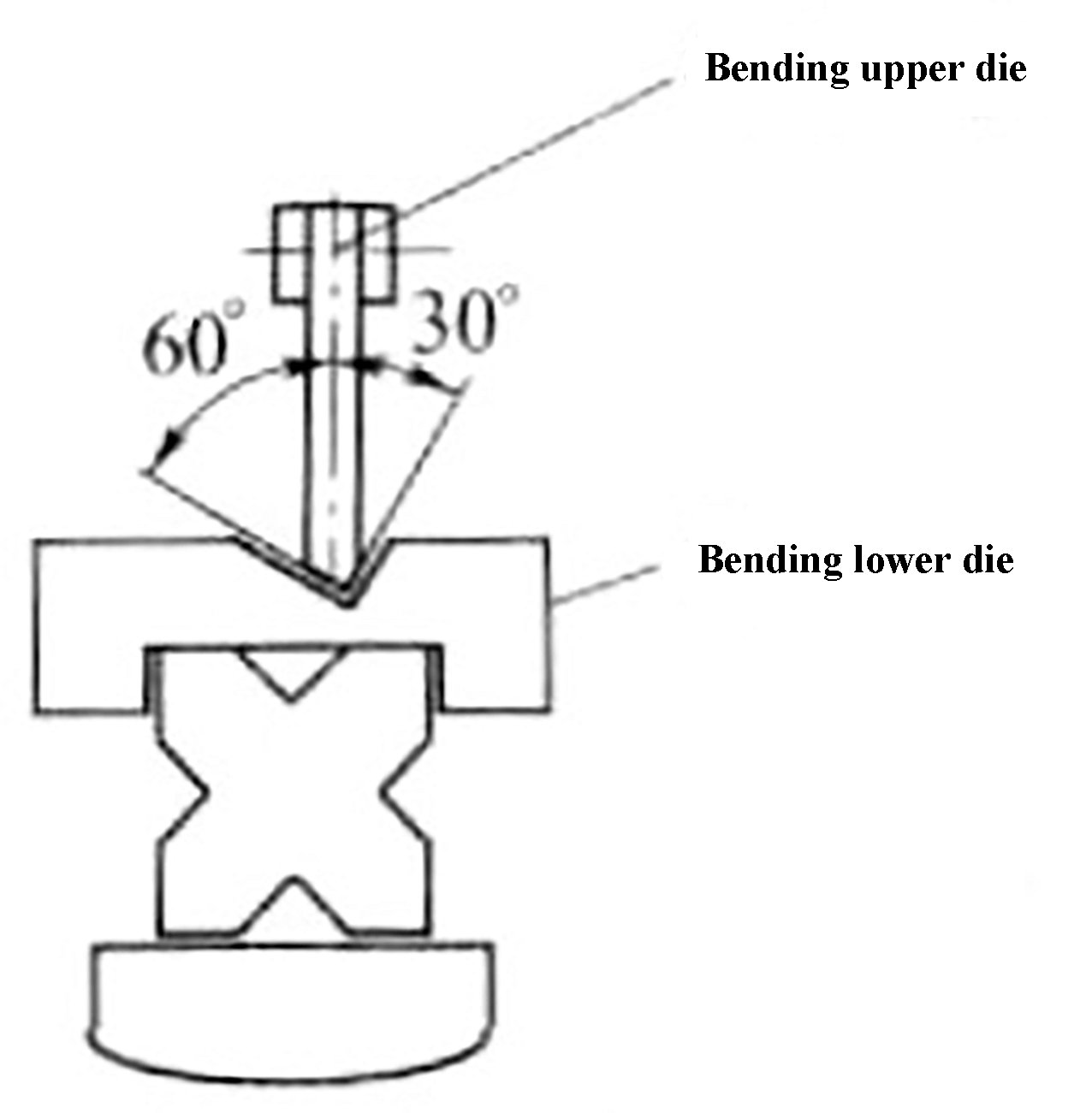
Fig. 7 Melhoria na máquina dobradeira comum
A segunda melhoria foi feita na máquina dobradeira CNC. O processo envolveu a adição de um suporte de matriz inferior ajustável que é conectado à base da prensa dobradeira. A matriz superior foi então substituída diretamente, conforme mostrado na Figura 8.
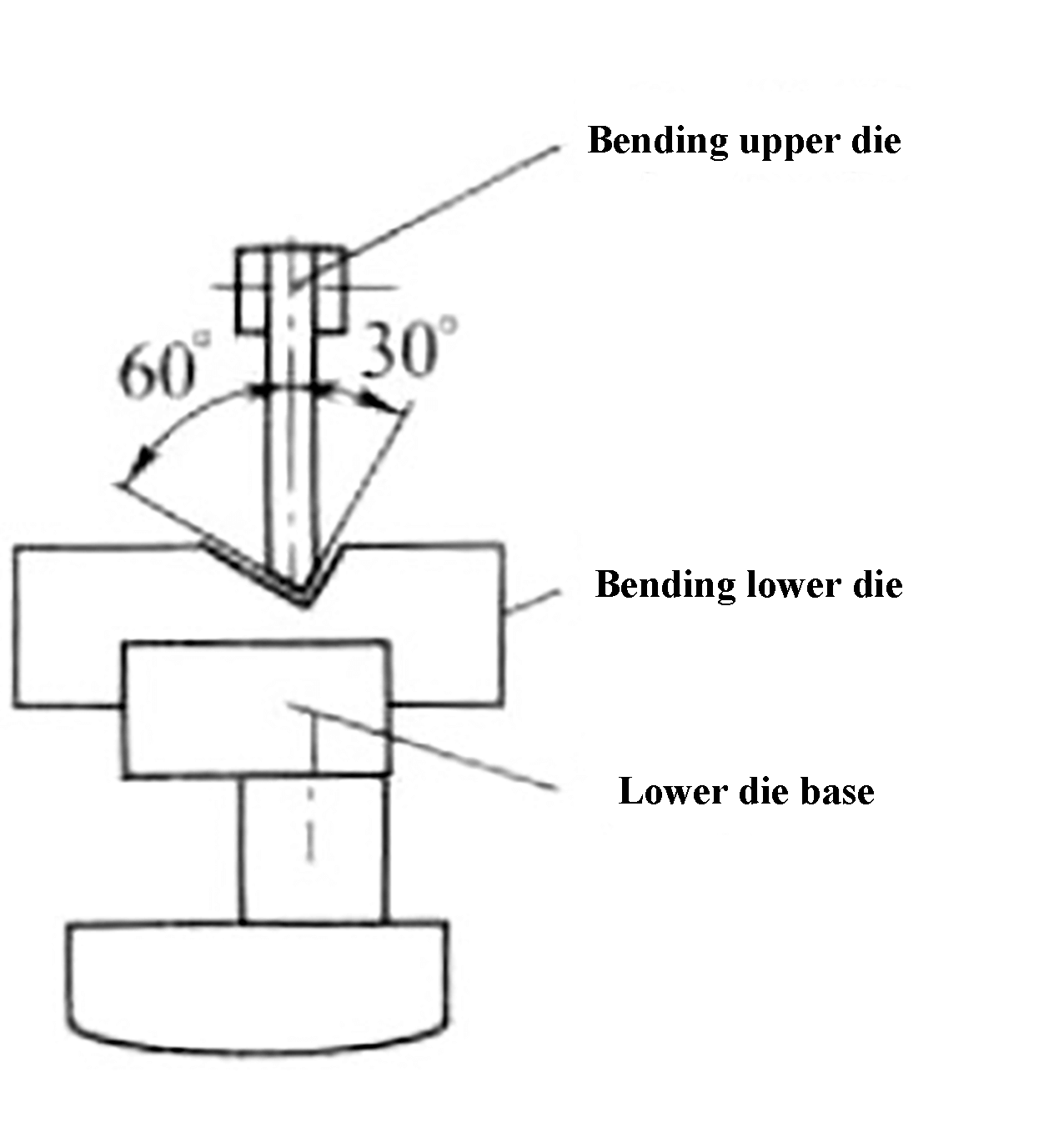
Fig. 8 Melhoria na máquina dobradeira CNC
O processo de ajuste para esta matriz assimétrica é diferente do processo de ajuste simétrico para a matriz comum.
Para a matriz comum, apenas a espessura das peças dobradas precisa ser ajustada usando os pontos de ponta das matrizes superior e inferior como referência.
Porém, para a matriz assimétrica, o espaçamento entre as matrizes superior e inferior deve ser usado como padrão de ajuste em vez de alinhar os pontos de ponta das matrizes superior e inferior.
O processo de ajuste requer primeiro equalizar o espaçamento entre as matrizes superior e inferior em ambos os lados e depois ajustar a espessura das peças dobradas.
Esta modificação na matriz de dobra original oferece custos de fabricação mais baixos, um ciclo de produção mais curto e operação mais fácil, resultando no dobro do resultado com metade do esforço.
5. Conclusão
Com o aprimoramento da ferramenta de dobra, o problema de interferência das peças em forma de U durante o processo de dobra foi resolvido e a capacidade de processamento da prensa dobradeira foi aumentada.
A operação é simples e fácil de usar.
Para diferentes peças em forma de U, os ângulos esquerdo e direito da ferramenta de dobra também podem ser reorganizados para resolver o problema de interferência, tornando-a altamente valiosa para uso e promoção mais amplos.







