Uma laminadora de placas é um equipamento de conformação universal que lamina chapas metálicas em formatos cilíndricos, de arco e outros formatos gerais.
É amplamente utilizado em indústrias como caldeiras, construção naval, petróleo, produtos químicos, estruturas metálicas e fabricação mecânica.
A calandra de chapa de quatro rolos é conhecida por seu alinhamento central conveniente, pequena quantidade de excesso de borda reta, alta precisão na correção de circularidade e eficiência, pois pode completar a pré-dobra e a formação da peça em um único processo de laminação sem a necessidade de troque a extremidade da placa.
Está se tornando cada vez mais importante na conformação de chapas metálicas.
As condições de força de flexão do rolo durante a operação da calandra de chapa de quatro rolos são complexas e envolvem uma carga significativa, exigindo peças de rolamento fortes e rígidas.
Assim, o projeto preciso e confiável dos rolos de chapa é essencial.
Para começar, os parâmetros de força da dobradeira de rolos precisam ser determinados, como a pressão no rolo, o torque de dobra e a potência motorizada.
A análise de carga da laminadora pode servir como dados de referência para o projeto dos rolos de chapas.
O cálculo da potência principal acionada da calandra de chapas é crucial na escolha do motor principal.
A potência do motor deve ser selecionada cuidadosamente, pois um motor muito pequeno ficará sobrecarregado por longos períodos e danificado devido ao calor do isolamento, enquanto um motor muito grande não utilizará totalmente sua potência de saída e desperdiçará eletricidade.
Portanto, realizar uma análise de carga e melhorar o cálculo da potência acionada da dobradeira de chapas de quatro rolos tem valor prático na escolha de um motor adequado.
Nesta postagem, não apenas apresentamos a estrutura básica e o princípio de funcionamento da dobradeira de chapa de quatro rolos, mas também analisamos suas capacidades de força e fornecemos a fórmula de cálculo para a potência acionada principal da dobradeira de quatro rolos.
Estrutura e princípio de funcionamento da máquina dobradeira de quatro rolos
A laminadora opera com base no princípio da conformação de três pontos, utilizando a mudança de posição relativa e o movimento rotacional do rolo de trabalho para produzir dobra elastoplástica contínua e atingir a forma e precisão desejadas da peça de trabalho.
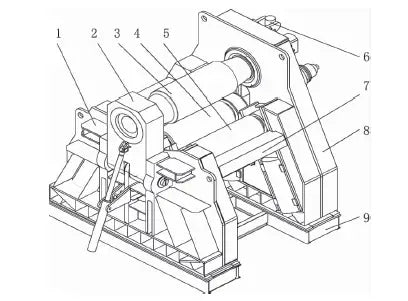
A estrutura da dobradeira de chapa de quatro rolos é mostrada na Figura 1 e é composta por várias partes, incluindo uma estrutura baixa, dispositivo de tombamento, rolo superior, rolo inferior, dois rolos laterais, estrutura alta, viga de conexão, base, dispositivo de balanceamento, dispositivo de transmissão, sistema elétrico e sistema hidráulico.
O rolo de trabalho da máquina de chapas grossas de quatro rolos consiste em quatro rolos: um rolo superior, um rolo inferior e dois rolos laterais.
O rolo superior é o rolo de acionamento principal e está embutido na estrutura alta e baixa através de um corpo de rolamento. Sua posição é fixa, permitindo apenas movimentos rotacionais.
O rolo inferior é fixado em um pedestal de rolamento, que pode se mover em linha reta para compensar a espessura da placa dobrada.
Os dois rolos laterais também são instalados em pedestais de rolamento, que podem se mover para cima e para baixo em um determinado ângulo com a direção vertical para atingir o raio de curvatura do cilindro desejado.
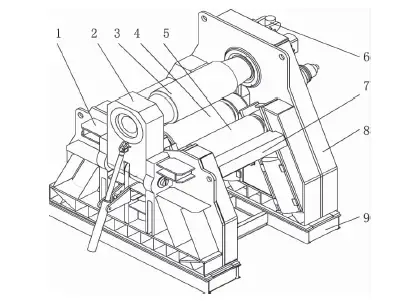
Fig.1 Estrutura da dobradeira de chapa de quatro rolos
- 1. quadro esquerdo
- 2. derrubar o dispositivo
- 3. rolo superior
- 4. rolo inferior
- 5. rolo lateral
- 6. dispositivo de balanceamento
- 7. feixe de conexão
- 8. quadro direito
- 9. base
Em geral, enrolar uma chapa metálica em uma peça cilíndrica em uma dobradeira de quatro rolos consiste em quatro processos, a saber:
- Alinhamento central
- Pré-dobra
- Rolando
- Correção de arredondamento
Durante a operação da laminadora, a extremidade frontal da placa é colocada entre os rolos superior e inferior e alinhada com um dos rolos laterais. O rolo inferior é então levantado para pressionar firmemente a placa, e o outro rolo lateral é levantado para aplicar força e dobrar a extremidade da placa de metal.
Para pré-dobrar a outra extremidade da placa, ela não precisa ser removida da laminadora. Basta mover a placa para a outra extremidade da máquina e repetir o processo.
A laminação contínua é obtida por meio de alimentação única ou múltipla até que o raio de curvatura desejado do cilindro seja alcançado.
Finalmente, são realizadas correções de circularidade para atingir a circularidade e cilindricidade necessárias.
Pode-se observar que o uso da calandra de chapa de quatro rolos permite que a chapa seja colocada na máquina apenas uma vez, conseguindo toda a dobra necessária.
Análise de Carga
2.1 Cálculo do momento fletor máximo da placa
Como mostrado na FIG. 2, a distribuição de tensão da seção da placa ao longo da direção da altura da placa de aço durante a flexão linear de plástico puro é mostrada na FIG. 2.
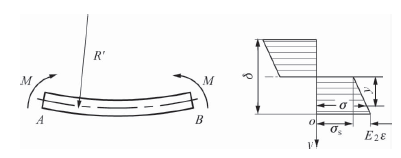
Fig.2 Distribuição de tensões da placa
A relação funcional da tensão verdadeira pode ser expressa da seguinte forma:
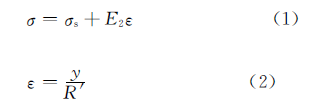
Na fórmula acima:
- σ – a tensão da peça;
- σé– o limite de rendimento do material;
- ε – a deformação da peça;
- ε – O módulo de armadura linear do material, pode ser consultado no respectivo manual.
- y- A distância do eixo neutro a qualquer ponto;
- R′ – O raio de curvatura antes do rebote da camada neutra pode ser calculado da seguinte forma:
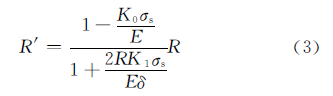
Na fórmula acima:
- R – Raio de rolamento;
- δ – Espessura da chapa de aço laminada;
- E- Módulo de elasticidade da chapa de aço;
- K0 – O módulo de resistência relativo do material pode ser consultado no manual pertinente.
- K1 – Coeficiente de forma, seção transversal retangularK1=1,5
O momento fletor na seção transversal M é:

Colocando a fórmula (1) e (2) em (4), obtemos:

Na fórmula acima:b– A largura máxima da chapa de aço laminada.
Momento fletor de deformação inicial M0 é:

2.2 Cálculo da força de rolamento de trabalho
As características estruturais dos quatro rolos permitem dois arranjos diferentes: um arranjo simétrico e um arranjo assimétrico.
Portanto, é necessária uma análise de força separada da máquina de quatro rolos.
2.2.1 Os rolos estão dispostos de maneira simétrica
A força da placa de aço é mostrada na FIG. 3.
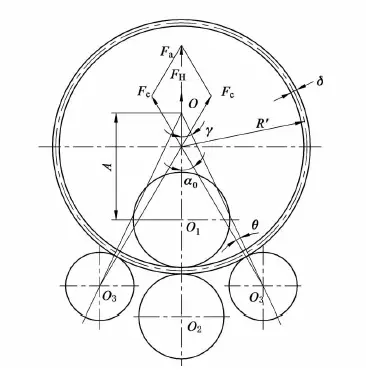
Fig.3 Efeito da força sob o rolo disposto simetricamente
De acordo com o equilíbrio de forças, a força de cada rolo de trabalho sobre a chapa de aço pode ser obtida:
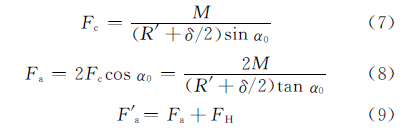
Na fórmula acima:
- FH – Força hidráulica de saída do rolo inferior;
- Fc – Força de rolamento lateral;
- Fa – Força de deformação de rolamento da placa do rolo superior.
- Fa – Força total do rolo superior;
- α0 – O ângulo entre a linha de ação de força do rolo lateral e a linha de força do rolo superior.
O valor de α0 pode ser determinado pela seguinte fórmula de acordo com a relação geométrica:
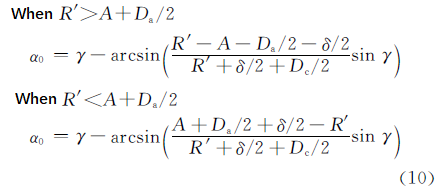
Na fórmula acima:
- Da – Diâmetro superior do rolo;
- Dc – Diâmetro do rolo lateral;
- γ – Ângulo de Inclinação do rolo lateral, que é o ângulo entre o sentido de ajuste do rolo lateral e o sentido vertical;
- A – A distância do ponto de intersecção do ângulo de rolamento até o centro do rolo superior.
2.2.2 Os rolos estão dispostos de maneira assimétrica
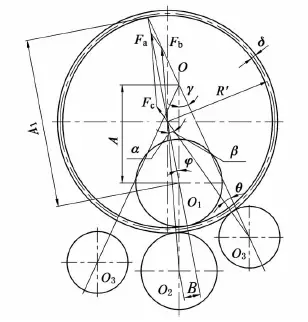
A força da placa de aço é mostrada na FIG. 4 quando o rolo está disposto assimetricamente.
De acordo com o equilíbrio de forças, a força de cada rolo de trabalho sobre a chapa de aço pode ser obtida:
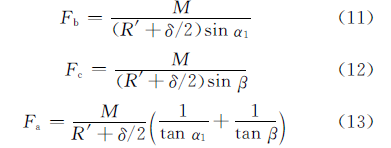
Na fórmula acima:
- Fb– Menor força de rolamento;
- α – O ângulo entre a linha de ação da força do rolo superior e a linha de força do rolo inferior;
- β – O ângulo entre a linha de ação da força do rolo superior e a linha de força do rolo lateral.
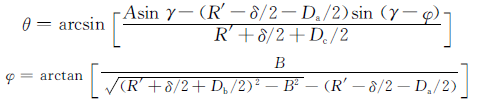
O valor de α, β pode ser determinado pela seguinte fórmula de acordo com a relação geométrica:

Na fórmula acima:
- Db – Diâmetro inferior do rolo;
- B – A distância entre a linha de ação do rolo superior e o centro do rolo inferior,
- B= (1+Db /(2R'+δ)B';
- B' – O comprimento da aresta reta restante, B'=2δ

Na fórmula: UMA1 = Asinγ/sen(γ – φ)
Cálculo de potência acionada
3.1 Torque de acionamento do rolo superior
O rolo superior da dobradeira de quatro rolos é um rolo acionado, e o torque total de acionamento que atua sobre ele é a soma do torque consumido pela deformação e atrito.
O torque de atrito inclui a resistência ao atrito consumida ao rolar o rolo do eixo na placa de flexão e o torque consumido pelo atrito do rolamento.
O torque consumido na deformação pode ser determinado pelo trabalho realizado pela força de flexão interna e pela força externa no rolo superior.
Na fórmula:
- Cn – O trabalho realizado por forças internas de flexão;
- Cc – O trabalho no rolo superior por forças externas;
- L – O ângulo de flexão corresponde ao comprimento da placa.
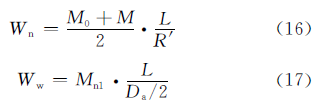
Tornando a fórmula (17) igual à fórmula (18), obtemos o torque consumido na deformação:

O torque para superar o atrito pode ser determinado pelas fórmulas (19) e (20).
Torque de fricção do rolo do eixo no arranjo simétrico:

Torque de fricção do rolo do eixo no arranjo assimétrico:
Na fórmula acima:
- f – Coeficiente de atrito de rolamento, f =0,8mm
- μ – Coeficiente de atrito deslizante do pescoço do rolo, μ=0,05-0,1;
- da, db, dc são o diâmetro do pescoço do rolo superior, rolo inferior e rolo lateral separadamente.
O torque total de acionamento no rolo superior é:

3.2 Potência de acionamento do rolo superior
A fórmula de cálculo da potência motriz é:

Na fórmula:
- ν – Velocidade de rolamento;
- r – Raio do rolo acionado, r=Da /2
- η – Eficiência de transmissão, η=0,9
De acordo com a condição real de aplicação da dobradeira de chapa de quatro rolos, a potência motriz do rolo motriz é calculada durante o processo de pré-dobra e laminação, e a potência motriz do sistema de acionamento principal é o valor maior no resultado do cálculo :

Na fórmula acima:
- Pq – Potência motriz do sistema de acionamento principal;
- PS – A potência motriz do rolo motriz durante a pré-dobra;
- PJ. – A força motriz do rolo motriz ao rolar o círculo.
O valor calculado Pq da potência motriz pode ser usada como base para selecionar a potência do motor principal.
Conclusão
(1) Com base nas características estruturais e no princípio de funcionamento da dobradeira de chapas de quatro rolos, a força do rolo de trabalho é analisada e a fórmula para calcular o rolo de trabalho sob diferentes arranjos é obtida.
(2) Ao analisar o momento fletor de deformação máxima e a força de rolamento do rolo de trabalho e usar os princípios de transformação de função, a relação entre força, momento fletor e potência de acionamento do dispositivo é estabelecida. É proposto um método para calcular a potência motriz do sistema de acionamento principal.
De acordo com as condições reais de aplicação, a potência motriz para pré-dobra e laminação é calculada separadamente, e a potência do motor principal é selecionada com base no maior valor calculado.







