
Neste artigo, apresentaremos detalhadamente 8 tipos diferentes de métodos e processos de soldagem, incluindo definições, princípios de funcionamento, características, vantagens, etc.
Acredito que você terá uma nova compreensão dos métodos de soldagem depois de ler isto.
Vamos mergulhar direto nisso.
Soldagem a arco de metal blindado

Princípio
A soldagem por arco elétrico com haste de soldagem é um método de processo que utiliza o arco de queima estável estabelecido entre a haste de soldagem e a peça de trabalho para derreter a haste de soldagem e a peça de trabalho, de modo a obter uma junta de soldagem firme.
Durante a soldagem, o revestimento é continuamente decomposto e derretido para gerar gás e escória, que protege a extremidade do eletrodo, o arco, a poça de fusão e suas áreas adjacentes, e evita a poluição prejudicial da atmosfera ao metal fundido.
O núcleo de soldagem também derrete continuamente sob a ação do calor do arco e entra na poça de fusão para formar o metal de adição da solda.
Característica
1. Em comparação com outros métodos de soldagem a arco, a soldagem a arco com eletrodo tem as seguintes vantagens:
1. Equipamento simples, operação flexível e conveniente, forte adaptabilidade, boa acessibilidade, livre de restrições de local e posição de soldagem, e a soldagem geralmente pode ser realizada onde o eletrodo pode alcançar.
Estas são razões importantes para a ampla aplicação da soldagem por arco metálico blindado.
2. Há uma ampla variedade de materiais metálicos soldáveis.
Quase todos os metais podem ser soldados, exceto aqueles que são insolúveis ou facilmente oxidados.
3. Os requisitos para a qualidade de montagem da junta são baixos. Durante o processo de soldagem, o arco é controlado manualmente pelo soldador.
Os parâmetros do processo de soldagem podem ser modificados ajustando oportunamente a posição do arco e a velocidade do eletrodo, reduzindo os requisitos de qualidade para a montagem da junta.
2. Em comparação com outros métodos de soldagem a arco, a soldagem a arco com eletrodo tem as seguintes desvantagens:
1. A produtividade da soldagem é baixa e a intensidade de trabalho é alta.
Em comparação com outros métodos de soldagem a arco, a corrente de soldagem é baixa e a haste de soldagem deve ser substituída após a conclusão de cada haste de soldagem.
A limpeza da escória também é necessária após a soldagem.
A eficiência da produção é baixa e a intensidade de trabalho é alta;
E a luz do arco é forte e a fumaça é pesada.
2. A qualidade da solda é altamente dependente das pessoas.
Como eletrodos de soldagem manuais são usados para soldagem, existem requisitos para as habilidades operacionais do soldador, atitude de trabalho e atuação em campo.
A qualidade da soldagem depende em grande parte do nível operacional do soldador.
Soldagemprocesso
A soldagem por arco elétrico com haste de soldagem é composta por fonte de energia de soldagem, cabo de soldagem, pinças de soldagem, hastes de soldagem, soldagens e arcos elétricos.
Durante a soldagem, as hastes de soldagem e as peças de trabalho são usadas para entrar em contato e acender os arcos elétricos e, em seguida, as hastes de soldagem são levantadas e mantidas a uma certa distância.
Sob a condição de que a fonte de alimentação de soldagem forneça tensão de arco e corrente de soldagem adequadas, os arcos elétricos queimam continuamente para produzir altas temperaturas, e as hastes de soldagem e as soldagens são aquecidas localmente até o estado de fusão.
O metal fundido na extremidade do eletrodo é fundido com o metal fundido fundido para formar uma poça fundida.
Na soldagem, o arco se move com o eletrodo, e o metal líquido na poça derretida gradualmente esfria e cristaliza para formar uma solda, e as duas soldagens são soldadas juntas.
Na soldagem, o núcleo de soldagem do eletrodo é transferido para a poça fundida na forma de gotículas fundidas após a fusão, e o revestimento do eletrodo gera uma certa quantidade de gás e escória líquida.
O gás gerado é preenchido ao redor do arco e da poça de fusão para isolar o ar.
A densidade da escória líquida é menor que a do metal líquido e ela flutua na poça de fusão para protegê-la.
Quando o metal na poça fundida esfria e solidifica, a escória também se solidifica para formar uma escória de soldagem cobrindo a superfície da solda, evitando que o metal de solda em alta temperatura seja oxidado e reduzindo a taxa de resfriamento da solda.
No processo de soldagem, reações metalúrgicas complexas como desoxidação, dessulfuração, desfosforização e desidrogenação são realizadas entre o metal líquido e a escória líquida e o gás, para que o metal de solda possa obter composição química e estrutura adequadas.
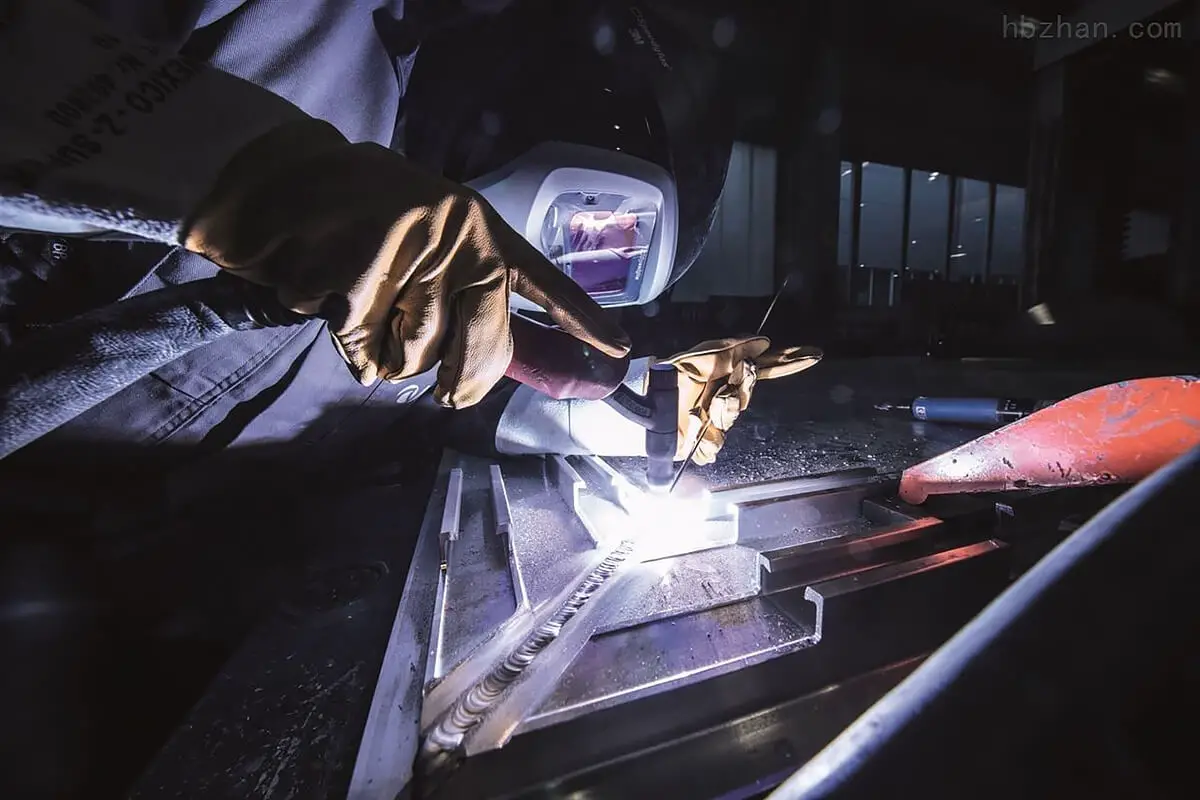
Soldagem TIG (soldagem com gás inerte de tungstênio)
Definição
A soldagem TIG também é conhecida como soldagem a arco com gás inerte não consumível.
Seja soldagem manual ou automática de aço inoxidável com espessura de 0,5 a 4,0 mm, a soldagem TIG é o método de soldagem mais comumente usado.
O método de soldagem TIG com fio de enchimento é frequentemente utilizado para soldagem de apoio de vasos de pressão, pois a soldagem TIG possui boa estanqueidade aos gases, o que pode reduzir a porosidade das soldas durante a soldagem de vasos de pressão.
A fonte de calor da soldagem TIG é o arco DC, a tensão de trabalho é de 10 ~ 95 V, mas a corrente pode chegar a 600 A.
O modo de conexão correto da máquina de solda é que a peça de trabalho seja conectada ao pólo positivo da fonte de alimentação e o eletrodo de tungstênio na tocha de soldagem seja usado como pólo negativo.
O gás inerte é geralmente o argônio.
Tig wprocesso de aprendizagem
O gás inerte é alimentado através da tocha de soldagem para formar uma proteção ao redor do arco e na poça de soldagem.
Para aumentar a entrada de calor, geralmente é adicionado 5% de hidrogênio ao argônio.
No entanto, ao soldar aço inoxidável ferrítico, o hidrogênio não pode ser adicionado ao argônio. O consumo de gás é de cerca de 3 a 8 litros por minuto.
Além de soprar gás inerte da tocha de soldagem, é melhor soprar também o gás usado para proteger a parte traseira da solda sob a solda.
Se necessário, a poça de fusão pode ser preenchida com arame de solda da mesma composição do material austenítico a ser soldado.
Ao soldar aço inoxidável ferrítico, geralmente é usado enchimento tipo 316.
Principais vantagens
A soldagem a arco com proteção de gás é um tipo de método de soldagem a arco que usa gás externo como meio de proteção.
Suas vantagens são boa visibilidade do arco e poça de fusão e fácil operação;
Não há escória ou pouca escória, portanto não há necessidade de limpar a escória após a soldagem.
No entanto, devem ser tomadas medidas especiais à prova de vento quando se trabalha ao ar livre.
De acordo com se o eletrodo é derretido durante a soldagem, a soldagem com proteção a gás pode ser dividida em soldagem com proteção a gás com eletrodo sem fusão (eletrodo de tungstênio) e soldagem com proteção a gás com eletrodo consumível.
O primeiro inclui soldagem com gás inerte de tungstênio, soldagem a arco de plasma e soldagem com hidrogênio atômico.
Atualmente, a soldagem de hidrogênio atômico raramente é usada na produção.
A soldagem com gás inerte de tungstênio (TIG) é um método de soldagem que usa o arco gerado entre o eletrodo de tungstênio e a peça de trabalho para derreter o metal base e o fio de enchimento (se o fio de enchimento for usado) sob a proteção do gás inerte.
Durante a soldagem, o gás de proteção é continuamente pulverizado do bico da pistola de soldagem, formando uma camada protetora de gás ao redor do arco para isolar o ar, de modo a evitar seus efeitos nocivos no eletrodo de tungstênio, na poça de fusão e no calor adjacente afetado. zona, de modo a obter soldas de alta qualidade.
Argônio, hélio ou mistura de argônio e hélio podem ser usados como gás de proteção.
Em aplicações especiais, podem ser adicionadas pequenas quantidades de hidrogénio.
O argônio é usado como gás de proteção para soldagem a arco de tungstênio e argônio e o hélio é usado para soldagem a arco de tungstênio e hélio.
Devido ao alto preço do hélio, a soldagem a arco de tungstênio e argônio é muito mais amplamente utilizada na indústria do que a soldagem a arco de hélio.
Classificação
A soldagem TIG pode ser dividida em soldagem manual, soldagem semiautomática e soldagem automática de acordo com o modo de operação.
Durante a soldagem manual a arco de argônio e tungstênio, o movimento da pistola de soldagem e a adição do fio de enchimento são totalmente manuais;
Durante a soldagem semiautomática a arco de argônio e tungstênio, o movimento da pistola de soldagem é operado manualmente, mas o fio de enchimento é alimentado automaticamente pelo mecanismo de alimentação do fio;
Durante a soldagem automática a arco de argônio e tungstênio, se a peça de trabalho for fixa e o arco se mover, a pistola de soldagem será instalada no carrinho de soldagem, e o deslocamento do carrinho e o fio de enchimento podem ser adicionados na forma de fio frio ou fio quente.
Fio quente refere-se ao aumento da velocidade de deposição.
Em alguns casos, como soldagem de chapas ou backing pass, às vezes é desnecessário adicionar arame de enchimento.
Entre os três métodos de soldagem acima, a soldagem manual a arco de argônio e tungstênio é o mais amplamente utilizado, enquanto a soldagem semiautomática a arco de argônio e tungstênio raramente é usada.
Fonte de energia de soldagem
Durante a soldagem TIG, devido à baixa densidade de corrente e à baixa condutividade térmica do argônio, o arco basicamente não é comprimido e as características estáticas do arco são horizontais.
De acordo com os requisitos das características estáticas do arco nas características externas da fonte de alimentação, a fonte de alimentação com características externas reduzidas deve ser utilizada independentemente de ser utilizada a fonte de alimentação CA ou a fonte de alimentação CC.
Durante a soldagem TIG, pequenas alterações no comprimento do arco causarão grandes flutuações na fonte de energia de soldagem.
Portanto, a fonte de energia ideal para soldagem TIG é uma fonte de energia com características externas de queda acentuada vertical (como retificador de soldagem a arco de silício do tipo amplificador magnético), que pode eliminar flutuações de corrente causadas por mudanças no comprimento do arco.
A fonte de alimentação CA é geralmente usada para soldagem TIG de alumínio, magnésio e suas ligas.
Soldagem MIG

Definição
A soldagem MIG (soldagem MIG) é um método de soldagem a arco elétrico que usa o eletrodo de fusão, gás externo como meio do arco e protege gotículas de metal, poça de soldagem e metal de alta temperatura na área de soldagem. É chamada de soldagem MIG.
A soldagem a arco com gás inerte (Ar ou He) com fio sólido é chamada de soldagem MIG.
Leitura relacionada: Soldagem MIG vs TIG
Princípio
Ao contrário da soldagem TIG, a soldagem MIG (MAG) usa um fio de soldagem fusível como eletrodo e usa o arco ardente entre o fio de soldagem alimentado continuamente e a peça a ser soldada como fonte de calor para derreter o fio de soldagem e o metal base.
Durante o processo de soldagem, o gás de proteção argônio é continuamente transmitido para a área de soldagem através do bico da pistola de soldagem, de modo que o arco, a poça fundida e o metal base próximo estejam livres dos efeitos nocivos do ar circundante.
A fusão contínua do fio de soldagem será transferida para a poça de soldagem na forma de gotículas, e o metal de solda será formado após fusão e condensação com o metal base fundido.
Característica
1. Assim como a soldagem TIG, pode soldar quase todos os metais, especialmente adequado para soldagem de alumínio e ligas de alumínio, cobre e ligas de cobre, aço inoxidável e outros materiais.
No processo de soldagem, quase não há perda por queima por oxidação, apenas uma pequena quantidade de perda por evaporação, e o processo metalúrgico é relativamente simples.
2. Alta produtividade do trabalho.
3. A soldagem MIG pode ser uma conexão reversa DC. A soldagem de alumínio, magnésio e outros metais tem um bom efeito de atomização catódica, que pode remover efetivamente o filme de óxido e melhorar a qualidade da soldagem da junta.
4. O eletrodo de tungstênio não é usado e o custo é menor que a soldagem TIG; É possível substituir a soldagem TIG.
5. Ao soldar alumínio e liga de alumínio MIG, a transferência de gotículas de subjato pode ser usada para melhorar a qualidade das juntas soldadas.
6. Como o argônio é um gás inerte e não reage com nenhuma substância, é sensível a manchas de óleo e ferrugem na superfície do fio de soldagem e do metal base, e é fácil de gerar furos de ar.
Antes da soldagem, o fio de soldagem e a peça devem ser cuidadosamente limpos.
Soldagem a laser

Definição
A soldagem a laser é um método de soldagem que utiliza feixe de laser focado como energia para bombardear o calor gerado pela soldagem.
Devido às propriedades ópticas do laser, como refração e foco, a soldagem a laser é muito adequada para soldar micropeças e peças com pouca acessibilidade.
A soldagem a laser também possui características de baixo aporte de calor, pequena deformação de soldagem e imunidade ao campo eletromagnético.
Atualmente, a soldagem a laser não tem sido amplamente utilizada devido ao alto preço do laser e à baixa eficiência de conversão eletro-óptica.
Leitura relacionada: Soldagem a laser: o guia básico
Classificação
1. A soldagem a laser pode ser dividida em máquina de solda a laser manual, máquina de solda a laser automática e máquina de solda a laser galvanômetro de acordo com o modo de controle
2. De acordo com a fonte do laser, ela pode ser dividida em: máquina de solda a laser YAG, máquina de solda a laser semicondutor e soldagem a laser de fibra.
Existem dois modos básicos de soldagem a laser: soldagem por condução térmica a laser e soldagem por penetração profunda a laser.
O primeiro usa uma baixa densidade de potência do laser (105 ~ 106 W/cm2).
Depois que a peça de trabalho absorve o laser, ela atinge apenas a superfície de fusão e, em seguida, depende da transferência de calor para guiar a transferência de calor interna da peça de trabalho para formar uma poça derretida.
Este modo de soldagem possui penetração rasa e pequena relação profundidade-largura.
Este último tem uma alta densidade de potência do laser (106 ~ 107 W/cm2).
Depois de absorver o laser, a peça derrete rapidamente e até vaporiza.
O metal fundido forma um pequeno feixe de laser sob a ação da pressão do vapor, que pode brilhar diretamente no fundo do furo, fazendo com que o furo se estenda continuamente até que a pressão do vapor no furo seja equilibrada com a tensão superficial e a gravidade do metal líquido.
Quando o buraco da fechadura se move ao longo da direção da soldagem com o feixe de laser, o metal fundido na frente do buraco da fechadura flui ao redor do buraco da fechadura para trás e a solda é formada após a solidificação.
Este modo de soldagem tem uma grande penetração e uma grande relação profundidade/largura.
No campo da fabricação mecânica, exceto para peças finas, geralmente deve ser utilizada soldagem de penetração profunda.
O vapor metálico e o gás de proteção gerados durante a soldagem de penetração profunda são ionizados sob a ação do laser, formando assim plasma dentro e acima do buraco da fechadura.
O plasma pode absorver, refratar e espalhar o laser, portanto, geralmente, o plasma acima da poça fundida enfraquecerá a energia do laser que atinge a peça de trabalho.
Também afeta o efeito de focagem do feixe e é desfavorável para soldagem.
Geralmente é possível expelir ou enfraquecer o plasma soprando lateralmente.
A formação do buraco de fechadura e o efeito plasma fazem com que o processo de soldagem seja acompanhado de som, luz e carga elétrica característicos.
É de grande significado teórico e valor prático estudar a relação entre eles e as especificações de soldagem e a qualidade da solda, e monitorar o processo e a qualidade da soldagem a laser usando esses sinais característicos.
Soldagem a laser umvantagemé
1. A entrada de calor pode ser reduzida à quantidade mínima necessária, a faixa de mudança metalográfica da zona afetada pelo calor é pequena e a deformação causada pela condução de calor também é mínima.
Os parâmetros do processo de soldagem de passagem única de chapas grossas de 2,32 mm são qualificados após verificação, o que pode reduzir o tempo necessário para soldagem de chapas grossas e até mesmo economizar o uso de metal de adição.
3. Não há necessidade de usar eletrodos e não há preocupação com poluição ou danos aos eletrodos.
E por não ser um processo de soldagem por contato, o desgaste e a deformação da máquina podem ser minimizados.
4. O feixe de laser é fácil de focar, alinhar e ser guiado por instrumentos ópticos, pode ser colocado a uma distância adequada da peça de trabalho e pode ser guiado novamente entre as máquinas e ferramentas ou obstáculos ao redor da peça de trabalho.
Outras regras de soldagem não podem ser usadas devido às restrições de espaço acima.
5. A peça de trabalho pode ser colocada em um espaço fechado (sob o controle de bombeamento de vácuo ou ambiente interno de gás).
6. O feixe de laser pode ser focado em uma área muito pequena e pode ser usado para soldar peças pequenas com espaçamento semelhante.
7. A gama de materiais soldáveis é ampla e vários materiais heterogêneos também podem ser unidos.
8. É fácil realizar soldagem de alta velocidade automaticamente e também pode ser controlado por digital ou computador.
9. Ao soldar materiais finos ou fios de diâmetro fino, não haverá problema de refluxo como soldagem a arco.
10. Não é afetado pelo campo magnético (soldagem a arco e soldagem por feixe de elétrons são fáceis) e pode alinhar com precisão a soldagem.
11. Pode soldar dois metais com propriedades físicas diferentes (como resistências diferentes).
12. Não é necessária proteção contra vácuo ou raios X.
13. Se a soldagem perfurante for adotada, a relação profundidade-largura do cordão de solda pode chegar a 10:1.
14. O dispositivo pode ser comutado para transmitir o feixe de laser para múltiplas estações de trabalho.
Soldagem por feixe de elétrons

Princípio
Os elétrons são uma das partículas básicas da matéria, que geralmente giram em torno do núcleo em alta velocidade.
Quando os elétrons recebem uma certa quantidade de energia, eles podem saltar para fora da órbita.
Aqueça um cátodo para liberar e formar uma nuvem de elétrons livre.
Quando a tensão é aumentada para 30 a 200 kv, os elétrons serão acelerados e se moverão em direção ao ânodo.
O princípio básico da soldagem por feixe de elétrons é que o cátodo do canhão de elétrons emite elétrons devido ao aquecimento direto ou indireto.
Com a aceleração do campo eletrostático de alta tensão, os elétrons podem formar um feixe de elétrons com alta densidade de energia através da focagem do campo eletromagnético.
Com este feixe de elétrons para bombardear a peça, a enorme energia cinética é convertida em energia térmica, de modo que a peça no ponto de soldagem é derretida, formando uma poça de fusão, realizando assim a soldagem da peça.
Aplicativo
A soldagem por feixe de elétrons é amplamente utilizada nas indústrias aeroespacial, energia atômica, defesa nacional e militar, indústrias automobilísticas e de instrumentos elétricos devido às suas vantagens de não haver haste de soldagem, sem oxidação, boa repetibilidade do processo e pequena deformação térmica.
Na indústria pesada, a potência da máquina de solda por feixe de elétrons atingiu 100 quilowatts e pode soldar placas de aço inoxidável com espessura de 200 mm.
Ao soldar peças grandes, uma câmara de vácuo de grande volume deve ser usada ou um vácuo local móvel deve ser formado na posição de soldagem.
Na produção automobilística, a soldagem por feixe de elétrons é usada principalmente para processar peças de motores, transmissões, etc.
Essas peças são relativamente menos usinadas, o que atende aos requisitos econômicos da soldagem por feixe de elétrons.
Como uma moderna tecnologia de soldagem avançada, a soldagem por feixe de elétrons também desempenha um papel importante no campo aeroespacial.
A singularidade dos materiais e os requisitos de soldagem para componentes aeroespaciais, que vão desde micro sensores de pressão até cascos de naves espaciais, fazem com que a soldagem por feixe de elétrons se torne rapidamente um processo necessário para o processamento desses componentes importantes, que é amplamente utilizado na soldagem de importantes peças de rolamentos de aeronaves e rotores de motores. componentes.
Exigência técnica
A fonte de alimentação de alta tensão para máquina de solda por feixe de elétrons possui características técnicas diferentes em comparação com outros tipos de fonte de alimentação de alta tensão.
De acordo com os padrões de fábrica de fabricantes estrangeiros de máquinas de solda por feixe de elétrons, os padrões DIN alemães e os requisitos técnicos das máquinas de solda por feixe de elétrons da China, os requisitos de fonte de alimentação de alta tensão para máquinas de solda por feixe de elétrons são os seguintes:
Como não existe um padrão uniforme no país e no exterior para os requisitos técnicos de fornecimento de energia de alta tensão para máquinas de solda por feixe de elétrons, os requisitos técnicos propostos por alguns fabricantes são principalmente coeficiente de ondulação e estabilidade.
O coeficiente de ondulação deve ser inferior a 1% e a estabilidade é de ± 1%.
Quase todos os fabricantes de máquinas de solda por feixe de elétrons apresentaram tais requisitos.
O PTR da Alemanha também apresentou os requisitos técnicos para o tipo de média tensão, que exige que o coeficiente de ondulação relativo seja inferior a 0,5%, a estabilidade seja de ± 0,5% e a repetibilidade seja inferior a 0,5%.
Os requisitos acima são determinados de acordo com o ponto do feixe de elétrons e o processo de soldagem.
Além disso, o Grupo Alemão Pro-beam propôs que o teor de carbono do aço produzido por endurecimento por feixe de elétrons deve ser superior a 0,18%.
A vantagem do vácuo é que não há mudança de cor e fragilização por hidrogênio após o recozimento, a profundidade está entre 0,1-1,7 mm e não há dissolução da superfície.
Soldagem a arco plasma

Breve introdução
A soldagem a arco de plasma é um método de soldagem por fusão que utiliza feixe de arco de plasma de alta densidade de energia como fonte de calor de soldagem.
A soldagem a arco plasma é caracterizada pela concentração de energia, alta produtividade, rápida velocidade de soldagem, pequena deformação por tensão, arco estável e adequada para soldagem de placas e caixas finas.
É especialmente adequado para soldar vários materiais metálicos refratários, facilmente oxidados e sensíveis ao calor (como tungstênio, molibdênio, cobre, níquel, titânio, etc.).
O gás se dissocia quando aquecido pelo arco e é comprimido ao passar pelo bico resfriado a água em alta velocidade, aumentando a densidade de energia e o grau de dissociação, formando um arco de plasma.
Sua estabilidade, poder calorífico e temperatura são superiores aos do arco geral, por isso possui maior força de penetração e velocidade de soldagem.
O gás que forma o arco de plasma e o gás de proteção ao seu redor geralmente usam argônio puro.
De acordo com as propriedades do material de várias peças de trabalho, também são utilizados hélio, nitrogênio, argônio ou uma mistura de ambos.
Princípio
O corte por arco de plasma é um processo de corte comum para materiais metálicos e não metálicos.
Ele usa fluxo de gás plasma de alta velocidade, alta temperatura e alta energia para aquecer e derreter o material a ser cortado, e usa fluxo de gás interno ou externo de alta velocidade ou fluxo de água para descarregar o material fundido até que o feixe de fluxo de gás plasma penetre as costas para formar um corte.
Característica
1. A soldagem a arco de micro plasma pode soldar folhas e placas finas.
2. Tem o efeito de furo pequeno e pode realizar melhor a formação livre de soldagem de lado único e lados duplos.
3. O arco de plasma tem alta densidade de energia, alta temperatura da coluna do arco e forte capacidade de penetração.
O aço com espessura de 10 ~ 12 mm pode ser soldado sem ranhura.
Pode ser soldado uma vez e moldado em ambos os lados.
A velocidade de soldagem é rápida, a produtividade é alta e a deformação por tensão é pequena.
4. O equipamento é complexo, o consumo de gás é grande, a folga de montagem e a limpeza da peça são rigorosas e só é adequado para soldagem interna.
Fonte de energia
Quando a soldagem a arco de plasma é usada, geralmente são usadas corrente CC e fonte de alimentação característica de afundamento.
Devido às características operacionais únicas obtidas a partir do arranjo especial da tocha e do fluxo separado de plasma e gás de proteção, uma fonte de alimentação TIG comum pode ser adicionada ao console de plasma, e um sistema de plasma especialmente construído também pode ser usado.
Não é fácil estabilizar o arco plasma ao usar corrente alternada de onda senoidal.
Quando a distância entre o eletrodo e a peça é longa e o plasma é comprimido, o arco plasma fica difícil de desempenhar seu papel.
Além disso, no meio ciclo positivo, o eletrodo superaquecido tornará o bico condutor esférico, interferindo assim na estabilidade do arco.
Fonte de alimentação de comutação DC especial pode ser usada.
A duração do eletrodo positivo pode ser reduzida ajustando o equilíbrio da forma de onda, de modo que o eletrodo possa ser totalmente resfriado para manter a forma do bico da ponta e formar um arco estável.
Soldagem por fricção
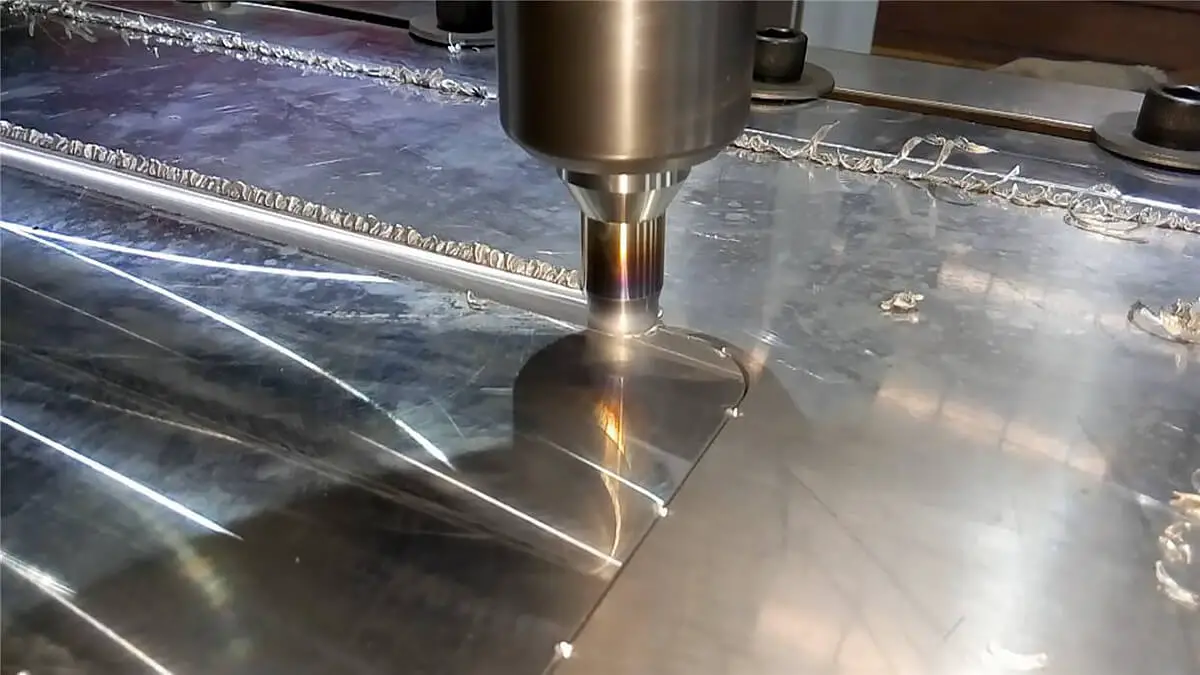
Princípio
A soldagem por fricção é um método de soldagem que utiliza o calor gerado pelo atrito da superfície de contato da peça como fonte de calor para causar a deformação plástica da peça sob pressão.
Sob a ação da pressão, é sob a ação de pressão e torque constantes ou crescentes que o movimento relativo entre as faces finais de contato de soldagem gera calor de fricção e calor de deformação plástica na superfície de fricção e suas áreas circundantes, de modo que a temperatura dentro e em torno da superfície de atrito sobe para uma faixa de temperatura que é geralmente inferior ao ponto de fusão.
A resistência à deformação do material diminui, a plasticidade aumenta e o filme de óxido na interface se rompe.
Sob a ação da pressão de forjamento perturbada, com a deformação plástica e o fluxo dos materiais, a soldagem no estado sólido é realizada através da difusão molecular e recristalização da interface.
Característica
1. A qualidade da soldagem das juntas é boa e estável.
A taxa de sucata de juntas de transição de alumínio e cobre produzidas por soldagem por fricção de baixa temperatura na China é inferior a 0,01%;
A fábrica de caldeiras adota soldagem por fricção em vez de soldagem flash para produzir bobina economizadora, e a taxa de sucata de soldagem é reduzida de 10% para 0,001%.
Na Alemanha Ocidental, a soldagem por fricção foi usada em vez da soldagem flash para produzir válvulas de escape de automóveis, e a taxa de desperdício de soldagem diminuiu de 1,4% para 0,04 ~ 0,01%.
Como pode ser visto nos exemplos acima, a taxa de refugo da soldagem por fricção é muito baixa, cerca de 1% daquela dos métodos gerais de soldagem.
2. Adequado para soldar aços e metais diferentes.
A soldagem por fricção pode não apenas soldar aços diferentes comuns, mas também soldar aços e metais diferentes com propriedades mecânicas e físicas muito diferentes em temperatura ambiente e alta temperatura, como aço carbono estrutural, aço para ferramentas de alta velocidade, cobre – aço inoxidável, etc.
Além disso, também pode soldar metais diferentes que produzem ligas frágeis, como alumínio, cobre, aço alumínio, etc.
3. Alta precisão dimensional de soldagens.
O erro máximo de todo o comprimento da câmara de pré-combustão do motor diesel produzido por soldagem por fricção é de ± 0,1 mm.
Algumas máquinas especiais de soldagem por fricção podem garantir que a tolerância de comprimento da soldagem seja de ± 0,2 mm e a excentricidade seja inferior a 0,2 mm.
Portanto, a soldagem por fricção não é usada apenas para soldar peças brutas, mas também para soldar produtos acabados montados.
4. A máquina de solda tem baixo consumo de energia e economia de energia.
Comparada com a soldagem flash, a soldagem por fricção economiza cerca de 80 ~ 90% de energia elétrica.
5. Saneamento do local de trabalho de soldagem por fricção
Não há faísca, luz de arco e gases nocivos, o que favorece a proteção ambiental.
É adequado para linhas de produção automáticas juntamente com outros métodos avançados de processamento de metal.
Classificação
Após anos de desenvolvimento, a tecnologia de soldagem por fricção desenvolveu muitas classificações de soldagem por fricção: soldagem por fricção de pinos, superfície por fricção, soldagem por fricção de terceiro corpo, soldagem por fricção incorporada, soldagem por fricção inercial, soldagem por fricção, soldagem por fricção radial, soldagem por fricção linear e soldagem por sobreposição de fricção.
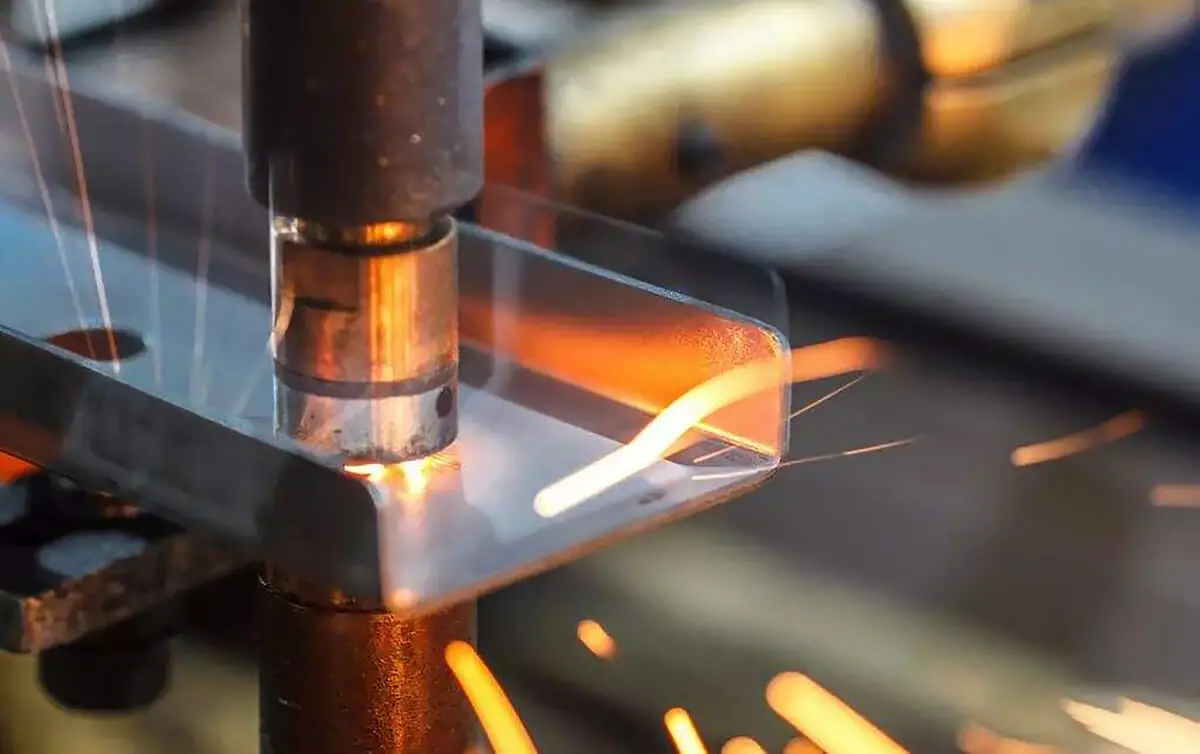
Soldagem por pontos
Breve introdução
Soldagem a ponto refere-se ao método de soldagem no qual um ponto de soldagem é formado entre as superfícies de contato de duas peças sobrepostas usando um eletrodo cilíndrico durante a soldagem.
Durante a soldagem a ponto, pressurize a peça de trabalho para que ela entre em contato próximo, depois ligue a corrente, derreta o contato da peça de trabalho sob o efeito do calor de resistência e forme um ponto de soldagem após o resfriamento.
A soldagem a ponto é utilizada principalmente para a soldagem de peças estampadas de componentes de chapa com espessura inferior a 4 mm, especialmente para a soldagem de carrocerias de automóveis, carruagens e fuselagem de aeronaves.
Contudo, os recipientes com requisitos de vedação não podem ser soldados.
A soldagem a ponto é um tipo de soldagem por resistência, usada principalmente para soldar estruturas e reforços de placas finas.
Característica
Durante a soldagem a ponto, a soldagem forma uma junta sobreposta e é pressionada entre os dois eletrodos.
Suas principais características são as seguintes:
1. Durante a soldagem a ponto, o tempo de aquecimento da área de conexão é muito curto e a velocidade de soldagem é rápida.
2. A soldagem a ponto consome apenas energia elétrica e não requer materiais de enchimento, fluxo, gás, etc.
3. A qualidade da soldagem por pontos é garantida principalmente pela máquina de solda por pontos.
Operação simples, alta mecanização e automação e alta produtividade.
4. Baixa intensidade de trabalho e boas condições de trabalho.
5. Como a soldagem é ligada em pouco tempo, exigindo alta corrente e pressão, o controle do programa de processo é mais complexo, a máquina de solda tem grande capacitância e o preço do equipamento é mais alto.
6. É difícil realizar testes não destrutivos em pontos de soldagem.
Processo de operação
Antes da soldagem, a superfície da peça deve ser limpa.
O método de limpeza comum é a decapagem, ou seja, decapagem em ácido sulfúrico com concentração de aquecimento de 10% e posterior limpeza em água quente.
O processo de soldagem específico é o seguinte:
1. Coloque a junta da peça entre os eletrodos superior e inferior do soldador por pontos e prenda-a;
2. Energize para aquecer a superfície de contato de duas peças de trabalho, derreter localmente e formar pepitas;
3. Mantenha a pressão após desligar, para que a pepita possa ser resfriada e solidificada sob a pressão para formar juntas de solda;
4. Remova a pressão e retire a peça de trabalho.







