Soldagem TIG e soldagem A-TIG
A soldagem a arco de tungstênio e argônio (TIG) é amplamente utilizada em métodos de soldagem modernos devido à sua alta qualidade de junta de soldagem, boa conformabilidade, excelente desempenho de soldagem e cenários de aplicação flexíveis, e pode ser portátil e usado em ambientes complexos.
No entanto, as suas limitações também são muito óbvias.
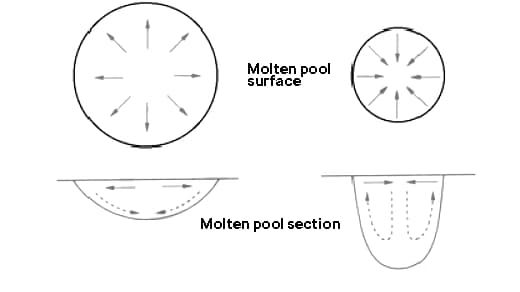
Independentemente dos materiais de aço carbono, aço inoxidável ou titânio, a soldagem TIG comum só é aplicável a chapas finas, o que é determinado pelo seu princípio de soldagem: durante a soldagem TIG, devido ao coeficiente de temperatura e à tensão superficial, a direção do fluxo da poça de soldagem é também orientado para a exportação, como mostra a Figura 1.
Portanto, quando a potência de soldagem é aumentada, a largura da poça de soldagem aumenta mais, mas a profundidade aumenta menos.
Ao mesmo tempo, a capacidade de carga do eletrodo de tungstênio é limitada, o calor do arco é relativamente disperso durante o processo de soldagem e a potência do arco é limitada.
Portanto, em geral, a velocidade de soldagem TIG é baixa e a profundidade de penetração da solda é rasa. Geralmente, apenas placas finas abaixo de 3 mm podem ser soldadas;
Geralmente, a placa ou tubo com espessura superior a 3 mm precisa ser chanfrado primeiro, e é adotada soldagem de apoio + soldagem de cobertura, o que é demorado, complicado e caro.
Suas desvantagens podem ser resumidas da seguinte forma: a profundidade de penetração da solda de camada única é rasa, o processo de soldagem multicamadas é complexo e o custo é alto.
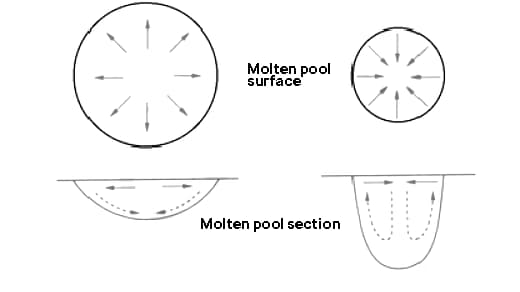
Fig. 1 direção do fluxo da piscina de soldagem TIG
Com o desenvolvimento da tecnologia de soldagem, a fim de superar a limitação da penetração da soldagem TIG, surgiu a soldagem a arco de argônio ativo (A-TIG).
O método de soldagem A-TIG foi proposto pela primeira vez pelo Barton Welding Research Institute (PWI) ucraniano na década de 1960, mas foi somente no final da década de 1990 que uma extensa pesquisa foi realizada em institutos de pesquisa em países europeus e americanos (como EWI e TWI).
Entre eles, o fluxo ativo desenvolvido pela EWI tem sido amplamente utilizado. No entanto, a aplicação neste campo não foi popularizada na China.
Comparação de métodos e efeitos de soldagem
Em termos de método de soldagem, a única diferença entre a soldagem A-TIG e a soldagem TIG convencional é que é adicionado um processo de revestimento com agente ativo.
Ou seja, antes da soldagem, o agente ativo de soldagem é revestido uniformemente na superfície da solda, conforme mostrado na Fig. 2, que é o efeito de revestimento do agente ativo de soldagem preparado pela pequena equipe.
Porém, para soldagem de chapas grossas, o processo de chanfro é omitido, o que melhora muito a eficiência e o custo de produção.
Sob a mesma especificação de soldagem, em comparação com TIG, a penetração da solda pode ser bastante melhorada (até 300%), conforme mostrado na Fig. 3 (a) abaixo é a piscina de soldagem TIG tradicional, (b) é a piscina A-TIG sob os mesmos parâmetros de soldagem.
Atualmente, o método de soldagem A-TIG tem sido usado para soldar aço inoxidável, aço carbono, liga à base de níquel e liga de titânio.
Comparado com o TIG convencional, o A-TIG pode melhorar significativamente a produtividade, reduzir os custos de produção e reduzir a deformação da soldagem.
Tem uma ampla perspectiva de aplicação.

Fig. 2 Efeito do agente ativo de revestimento nas soldas
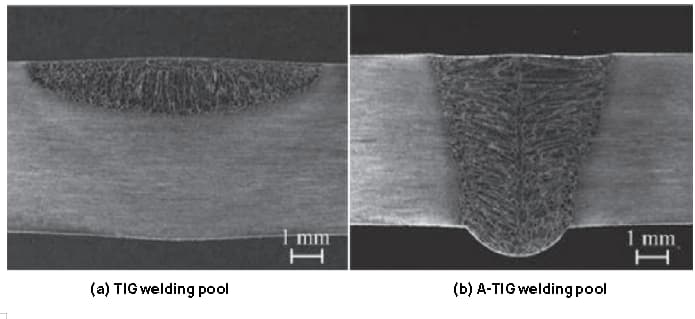
Fig. 3 Comparação da penetração da soldagem
Princípio de aumentar a penetração da soldagem A-TIG
O mecanismo de aumento de penetração da soldagem A-TIG inclui o ponto de vista de “contração do arco”, “tensão superficial”, “contração do ponto anódico” e “contração do plasma”.
Os estudiosos ucranianos tendem para a visão da “contração do arco”, enquanto os estudiosos americanos acreditam que a visão da “tensão superficial” é a principal razão para o aumento da profundidade de penetração.
Atualmente, não existe uma visão unificada sobre o mecanismo de aumento da penetração da solda no mundo.
Ponto de vista da “contração do arco”
Embora a contração do arco seja óbvia, ainda não existe um mecanismo de consenso para explicar o efeito dos elementos de fluxo ativo na penetração da soldagem na soldagem A-TIG.
Agora acredita-se que o mecanismo mais provável estará relacionado à influência de halogênios e óxidos na raiz do arco e na região do plasma (também relacionado à tensão), e não à influência do movimento da poça fundida.
Conforme mostrado na Figura 4 abaixo, o número de elétrons na área periférica do arco diminui e os elétrons são o principal transportador de carga.
Isso força o arco a se contrair e atingir um novo estado de equilíbrio, que possui maior densidade de corrente na região da coluna do arco e na região do ânodo.
Acredita-se que esta reação ocorra principalmente na região periférica do arco em temperaturas mais baixas, o que leva à redução do diâmetro da coluna do arco e da área do ânodo.
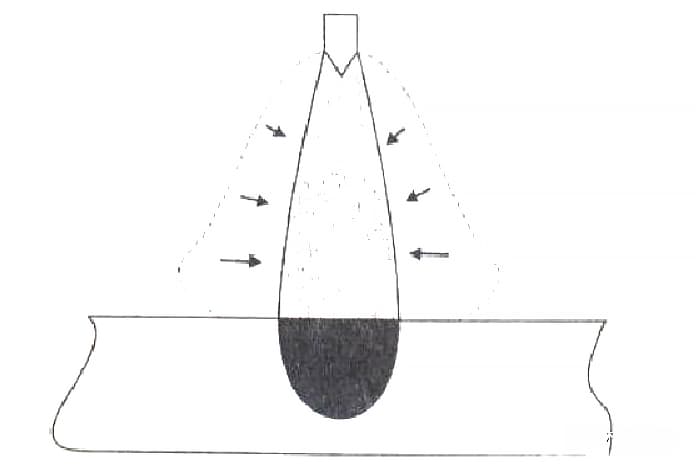
Fig. 4 Diagrama esquemático da contração do arco
Ponto de vista da “tensão superficial”
O ponto de vista da “tensão superficial” sustenta que o estado do fluxo do metal na poça fundida desempenha um papel decisivo na profundidade de penetração formada.
Na soldagem TIG tradicional, a tensão superficial do metal fundido no estado fundido forma um fluxo de tensão superficial do centro da poça fundida para a periferia da poça fundida devido ao coeficiente de temperatura, e a profundidade de penetração resultante é relativamente rasa;
Quando o agente ativo está presente no metal da poça fundida, o gradiente de tensão superficial do metal líquido na poça fundida muda, de modo que o metal da poça fundida forma uma direção de fluxo da periferia da poça fundida para o centro da poça fundida. , e a eficiência de aquecimento da poça fundida inferior é melhorada, formando assim uma profundidade fundida maior.
Conforme mostrado na Fig. 5 abaixo.
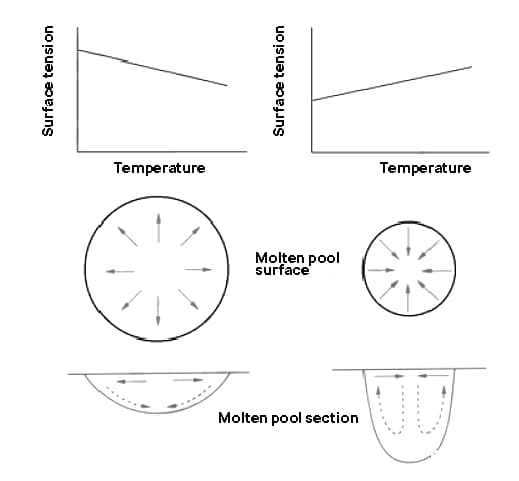
Fig. 5 Efeito da tensão superficial no fluxo da poça fundida
Mirante do “ponto anódico”
De acordo com o ponto de vista da “mancha anódica”, após a adição de sulfeto, cloreto e óxido à poça fundida, a mancha anódica da poça fundida encolherá obviamente, como mostrado na Fig. 6, e uma grande profundidade de penetração será gerada.
Para esse fenômeno, a pesquisa mostra que: após a adição do agente ativo, o vapor metálico gerado pela poça fundida é suprimido.
Como as partículas metálicas têm maior probabilidade de serem ionizadas, quando o vapor metálico é reduzido, apenas uma pequena faixa de pontos anódicos pode ser formada e o canal condutor do arco é contraído.
Enquanto a convecção eletromagnética dentro da poça fundida é ativada, a convecção do plasma na superfície da poça fundida é enfraquecida, de modo a formar uma profundidade de penetração maior.
Esta explicação é mais convincente para agentes ativos do tipo composto não metálico, mas não para compostos metálicos.
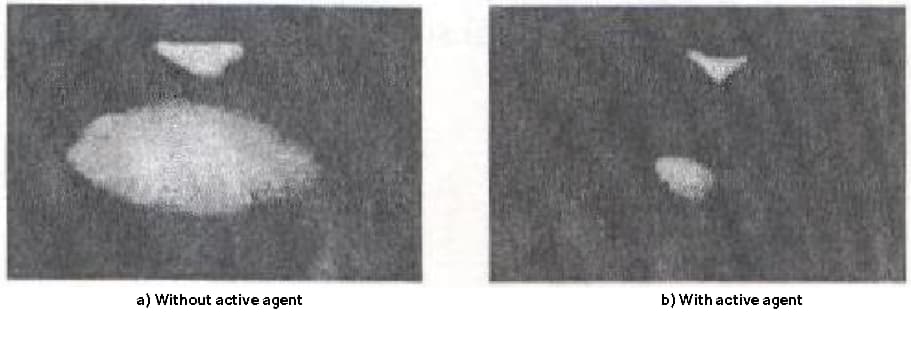
Fig. 6 Encolhimento da área do ânodo do arco na presença de elementos ativos
Resumo
Nos últimos anos, um grande número de pesquisadores de soldagem no país e no exterior têm utilizado vários métodos auxiliares para estudar a aplicação do A-TIG na soldagem de chapas médias e grossas.
Verificou-se que diferentes efeitos dos agentes ativos podem ser obtidos através da proporção de diferentes componentes nos agentes ativos, que têm efeitos diferentes no aumento da penetração da solda e na qualidade da solda.
Para materiais específicos, eles podem ser desenvolvidos e aplicados na produção industrial ajustando a proporção de elementos ativos ou adicionando outros oligoelementos ativos para formar agentes ativos.
Espera-se também que esta tecnologia possa ser mais amplamente utilizada.







