
1. Resumo do processo de soldagem a arco de argônio dupla face
Os tanques de armazenamento de aço inoxidável normalmente apresentam grandes volumes e placas de paredes finas, tornando-os recipientes atmosféricos. A soldagem manual com eletrodo é o processo de soldagem mais comumente usado.
No entanto, este processo de soldagem pode resultar em respingos significativos, tensão interna durante a soldagem e deformação substancial em um único lado da solda, tornando difícil controlar a qualidade da soldagem.
Para resolver esses problemas, a soldagem a arco de argônio pode ser usada. Este processo elimina respingos e escórias durante a soldagem, superando as deficiências da soldagem manual com eletrodo.

O aço inoxidável tem forte afinidade pelo oxigênio, tornando-o suscetível à oxidação em altas temperaturas. Como resultado, o primer de soldagem a arco de argônio unilateral geralmente leva ao aparecimento de “solda de escória”, resultando em “pobre cromo” na área da junta de soldagem e falha prematura em ambientes corrosivos.
Além disso, a soldagem unilateral é fortemente influenciada pela montagem da ranhura e pode resultar em defeitos de soldagem, como penetração incompleta e fusão da raiz.
Para resolver os defeitos acima associados à soldagem a arco de argônio unilateral e à deformação causada por tensões internas irregulares, bem como para aumentar a taxa de qualificação do filme NDT, recomenda-se usar o processo de soldagem a arco de argônio bilateral. Isto implica ter duas pessoas soldando ambos os lados da solda simultaneamente.
2. Parâmetros específicos do processo
1. Tipo e tamanho da ranhura de solda
|
Posição de soldagem |
espessura da parede |
Tipo de ranhura |
Tamanho da ranhura |
||
|
intervalo |
borda truncada |
ângulo da ranhura |
|||
|
Solda longitudinal da parede do tanque |
5~8 |
Único V |
1~2 |
1~2 |
65~75 |
|
Solda circunferencial da parede do tanque |
5~8 |
Único V |
1~2 |
1~2 |
45~55 |
Nota: A ranhura deve ser usinada antes da soldagem. Antes da soldagem, todos os poluentes na superfície da ranhura e num raio de 100 mm devem ser removidos. Se necessário, a área deve ser seca com pano seco. O alinhamento e desalinhamento da solda interna não deve exceder 0,5 mm.
2. Parâmetros do processo de soldagem
| Processo de soldagem | Zona de soldagem | Especificação do material de soldagem | Polaridade de energia | Corrente de soldagem (A) | Tensão de soldagem (V) | Velocidade de soldagem (mm/min) | Fluxo de argônio (L/min) |
| GTAW | Primário dupla face | Φ2,4 | pólo positivo | 70~100 | 10~12 | 70~110 | 10~14 |
| SMAW | Tampa de enchimento | Φ3,2 | pólo negativo | 90~120 | 20~24 | 60~80 | / |
3. Materiais de soldagem recomendados
1) O argônio deve ter pelo menos 99,99% de pureza e um certificado do produto deve ser anexado para confirmar sua pureza.
2) Os materiais de soldagem recomendados para vários aços inoxidáveis austeníticos são os seguintes:
| Nome do material | Fio de soldagem | Haste de enchimento |
| 0Cr18Ni9(304) | ER308 (H0Cr21Ni10) | A102 |
| 00Cr19Ni10(304L) | ER308L (H00Cr21Ni10) | A002 |
| 0Cr17Ni12Mo2(316) | ER316 (H0Cr19Ni12Mo2) | A202 |
| 00Cr17Ni14Mo2(316L) | ER316L (H00Cr19Ni12Mo2) | A022 |
| 0Cr18Ni10Ti(321) | ER347 (H0Cr21Ni10Ti) | A132 |
| 1Cr18Ni9Ti(321HTB) | ER347 (H0Cr21Ni10Ti) | A132 |
Nota: Os materiais de soldagem devem possuir certificados de qualidade ou certificados com selos vermelhos.
3. Diagrama de soldagem
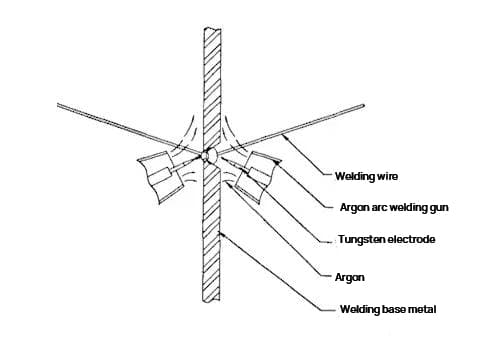

Nota: Este processo foi testado com sucesso por empresas relevantes.
4. Cuidados na aplicação deste processo
1)É importante controlar rigorosamente a qualidade do processamento da ranhura de solda e o tamanho do conjunto de solda, incluindo folga e inadequação.
2)A ranhura e as peças afetadas pelo calor devem ser limpas e mantidas secas.
3) O processo de soldagem no lado principal da soldagem é o mesmo da soldagem a arco de argônio de um lado. O soldador do lado auxiliar deve trabalhar em coordenação com o soldador do lado principal e manter a mesma velocidade de soldagem. A velocidade de alimentação do arame deve ser ajustada com base no formato da poça de fusão e na experiência do soldador para garantir que a solda da parede interna tenha uma aparência esteticamente agradável (no lado auxiliar).
4) A especificação do bico magnético da pistola de soldagem a arco de argônio deve ser selecionada razoavelmente com base na espessura do metal base e no tamanho da ranhura de solda. O fluxo de argônio deve ser controlado para garantir que a poça de fusão e a zona afetada pelo calor estejam totalmente protegidas.
5) Ambos os soldadores devem iniciar e extinguir o arco ao mesmo tempo. Após a soldagem e extinção, o argônio deve proteger a cratera do arco por 1-2 minutos.
6) As soldas do painel de parede devem ser limpas mecanicamente antes da soldagem formal.
5. Vantagens deste processo
1)A qualidade da soldagem é excelente com uma alta taxa de qualificação em testes radiográficos. A solda na parede do tanque também é esteticamente agradável.
2) A deformação da soldagem é mínima e a solda externa na parede do tanque é bem trabalhada.
3)A eficiência do trabalho melhorou significativamente com o aumento da força de trabalho na mesma área de trabalho.
4)Os custos de construção foram reduzidos.
Ao eliminar a necessidade de soldagem posterior para proteção de enchimento de argônio, goivagem posterior e polimento, economiza-se argônio e mão de obra.
6. Desvantagens deste processo
1) O processo de soldagem tornou-se mais desafiador e agora exige que os soldadores trabalhem juntos como uma equipe para manter uma velocidade de soldagem consistente.
2)Os padrões de alinhamento de solda são rigorosos e a folga para alinhamento de solda é monitorada de perto.






