
A moldagem por sopro é um processo de fabricação pelo qual são formadas peças plásticas ocas: também é usada para formar garrafas de vidro. Este é o método mais comum para a fabricação de artigos ocos a partir de termoplásticos. Os produtos e artigos mais simples feitos por moldagem por sopro são garrafas, dutos de ventilação, malas e tanques de combustível para automóveis.
Em geral, existem três tipos principais de moldagem por sopro:
- Moldagem por sopro de extrusão,
- Moldagem por injeção e sopro, e
- Moldagem por sopro e estiramento por injeção.
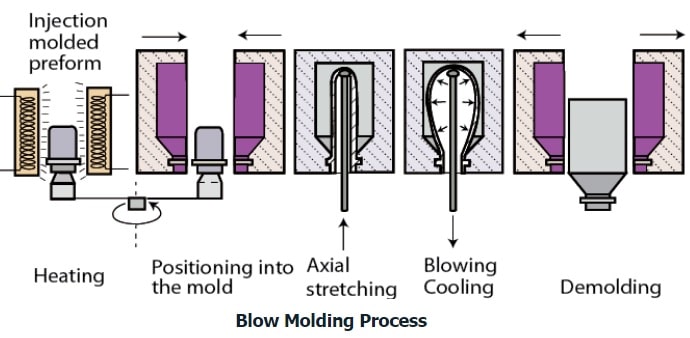
O processo de moldagem por sopro começa com a fusão do plástico e sua formação em uma forma preliminar ou, no caso de moldagem por injeção e sopro por estiramento por injeção (ISB), uma pré-forma. O parison é um pedaço de plástico em forma de tubo com um orifício em uma das extremidades através do qual o ar comprimido pode passar.
a .Moldagem por extrusão e sopro:
Um tubo extrudado ou parison é alongado para atingir o comprimento necessário. O parison é então fechado pelo molde, que é então cortado por uma lâmina. Ele é então transportado para a estação de sopro. Na estação de sopro, um mandril de sopro é inserido no molde e o processo real é subsequentemente realizado. Ele é então resfriado e o produto acabado é removido abrindo o molde. O molde aberto é então transferido para a posição abaixo da matriz de extrusão para receber um novo parison. O processo então continua.
 processo de moldagem por sopro explicado passo a passo
processo de moldagem por sopro explicado passo a passob. Moldagem por sopro por estiramento:
Esta é uma forma especial de moldagem por sopro em que as propriedades mecânicas são consideravelmente melhoradas. Um alto grau de orientação é introduzido nos plásticos aproximando-se da temperatura de transição vítrea ou dos pontos de fusão cristalinos. O material de moldagem é trefilado não apenas na direção circunferencial, mas também na direção da máquina. Um carneiro mecânico é usado para trefilar na direção longitudinal. O processo é realizado sob baixa temperatura com aplicação de altas forças de deformação.
c. Moldagem por sopro de injeção:
Na moldagem por injeção e sopro, uma peça tubular curta (parison) é moldada por injeção em matrizes frias. (As formas preliminares podem ser feitas e armazenadas para uso posterior.) As matrizes então se abrem e a forma preliminar é transferida para uma matriz de moldagem por sopro por um mecanismo de indexação (Fig.). O ar quente é injetado no parison, expandindo-o para as paredes da cavidade do molde. Os produtos típicos fabricados são garrafas plásticas para bebidas (normalmente feitas de polietileno ou polieteretercetona, PEEK) e recipientes pequenos e ocos.
Diagrama de moldagem por sopro de injeção:
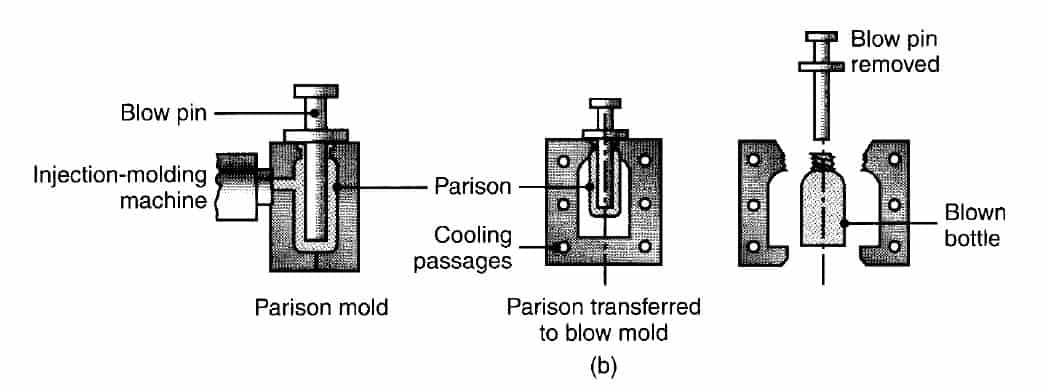 Processo de moldagem por injeção e sopro
Processo de moldagem por injeção e soproPVC, polipropileno e politereftalato de etila são alguns dos materiais utilizados neste processo.
Vantagens e desvantagens da moldagem por sopro:
Vantagens da moldagem por sopro:
As vantagens da moldagem por sopro incluem:
- Baixo custo de ferramentas e matrizes;
- Taxas de produção rápidas;
- Capacidade de moldar peças complexas;
- Alças podem ser incorporadas no design.
Desvantagens da moldagem por sopro:
As desvantagens da moldagem por sopro incluem:
- Limitado a peças ocas,
- Baixa resistência,
- Para aumentar as propriedades de barreira, são utilizadas formas preliminares multicamadas de diferentes materiais, portanto não recicláveis.
- Para fazer potes de gargalo largo é necessário aparar giratório.







