
Flexão em L
1) Fatores que determinam a flexão L mínima
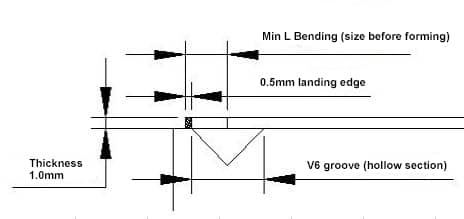
Como o meio da ranhura em V da prensa dobradeira é oco, durante a formação, a dobra da borda deve ser maior que a seção oca e o tamanho específico da borda de assentamento varia na produção de diferentes empresas (a seção inferior da ranhura em V está em uso para um muito tempo, o ângulo R aumenta, o que faz com que a distância da borda de sucata aumente de acordo, caso contrário, ocorrerá “deslizamento”)
2) Fórmula de redução (empírica): 6T/2+0,5+(1,8T/2)
3) Como mostra a imagem abaixo, quando T = 1, K = 1,8 * 1, a flexão L mínima é 3 + 0,5 + 0,9 = 4,4
| Ranhura/espessura em V | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 16 | 18 |
| 0,5 | 2,5 | 3 | ||||||||||
| 0,8 | 3.2 | 3.7 | 4.2 | |||||||||
| 1 | 3.5 | 4 | 4,5 | 5 | 5.5 | |||||||
| 1.2 | 3.5 | 4 | 4,5 | 5 | 5.5 | |||||||
| 1,5 | 4.8 | 5.2 | 5.8 | 6.2 | 6.8 | |||||||
| 2 | 7,5 | 8,5 | ||||||||||
| 3 | 11 | 12 | ||||||||||
| 4 | 15 | 16 | ||||||||||
| 5 | ||||||||||||
| 19 | 20 | |||||||||||
| 22 | 24 | 26 | 28 | 30 |
Dobra em U
1) Tipos de dobra em U
A. Formação regular por punção dobradeira
B. Bainha dobrável reversa com junta (primeiro dobrando a 30 °, colocando uma junta adequada no meio e depois fazendo a bainha)
2) Fatores que determinam a flexão mínima em U
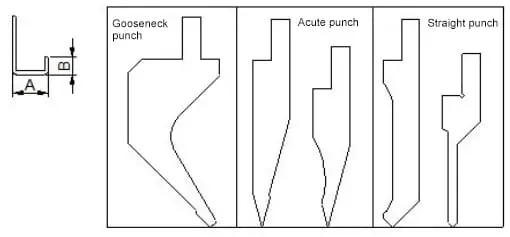
- Formas de soco (mostrado na imagem a seguir).
A julgar pelo molde de punção comum, o melhor para dobra em U é o “punção pescoço de ganso”, que tem vários tipos e está especificamente sujeito às exigências de várias empresas.
- Tamanho de dobra (mostrado na imagem a seguir).
A relação crescente entre dois tamanhos:
Quanto mais longo for A, mais longo será B.
3)Fórmula de redução (valor empírico do soco pescoço de ganso)
◆ Folha de 0,5 MM:
Flexão mínima em U: A = 7,67, B = 0,5, flexão mínima em L = 3,0
Valor crescente: sempre que A aumenta 1 mm, B aumenta 1,87 de acordo.
Fórmula: quando o tamanho A é conhecido, então o tamanho B = (A-7,67)/T* valor crescente + o valor mínimo de flexão L desta placa
Por exemplo,
quando A=15, então B=(15-7,67)/0,5*1,87+3,0=30,4
Quando o tamanho B é conhecido, então o tamanho A = (B- o valor mínimo de flexão L desta placa)/valor crescente *T+7,67
Por exemplo,
quando B=30,4, então A=(30,4-3)/1,87*0,5+7,67=15
◆ Folha de 0,8 MM
Dobra mínima em U tamanho A = 8,5, tamanho B = 0,8, dobra mínima em L = 4,2。
Valor crescente: 1,87/0,5*0,8=2,99
◆ Folha de 1,0 MM
Dobra mínima em U tamanho A = 8,94, tamanho B = 1,0, dobra mínima em L = 4,5
Valor crescente: 1,87/0,5*1,0=3,7
◆ Folha de 1,2 MM
Dobra mínima em U tamanho A = 9,3, B = 1,2, dobra mínima em L = 4,5
Valor crescente: 1,87/0,5*1,2=4,5
◆ Folha de 1,5 MM
Dobra mínima em U tamanho A = 10,3, B = 1,5, dobra mínima em L = 6,2
Valor crescente: 1,87/0,5*1,5=5,5
◆ Folha de 2,0 MM
Dobra mínima em U tamanho A = 12,7, B = 2,0, dobra mínima em L = 12,0
Valor crescente: 1,87/0,5*2=7,4
Notas:
- Quando o tamanho A excede 85,0 MM e o tamanho B excede 60,0 MM, esta fórmula não é aplicável.
- Tabela anexa: A= valor de teste, B= flexão L mínima, K= valor de teste
| Grossura | Um tamanho (min) | Tamanho B (min) | K |
|---|---|---|---|
| 0,5 | 7,67 | 3 | 1,87 |
| 0,8 | 8,5 | 4.2 | 2,99 |
| 1 | 8,94 | 4,5 | 3.7 |
| 1.2 | 9.3 | 4,5 | 4,5 |
| 1,5 | 10.3 | 6.2 | 5.5 |
| 2 | 12,7 | 12 | 7.4 |
Relacionado: Calculadora de força de flexão em forma de V e U
Dobra Z
1) Tipos de dobra Z
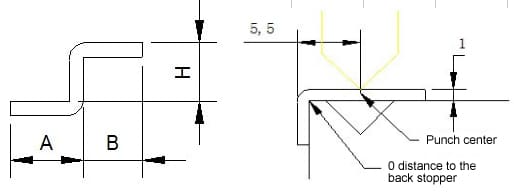
- Quando H for maior ou igual a 5T, calculando conforme duas flexões de 90°.
- Quando H é inferior a 5T, a formação única é suficiente
2) O principal fatores que afetam o valor mínimo de flexão Z são a largura da ranhura em V e a distância do centro da ranhura em V até a borda.
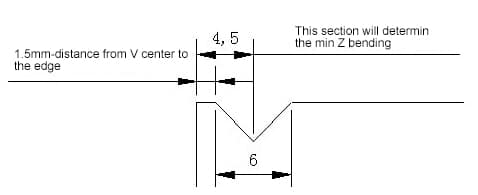
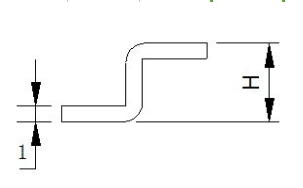
3) Fórmula: 6T/2+distância da borda da ranhura V +(1,8T/2)+T(veja a imagem)
Por exemplo, no caso de placa de 1,0 mm, até a distância da borda = 1,5, então a flexão Z mínima H = 61/2+1,5+(1,81/2)+1=6,4.
Cálculo da aresta de flexão mínima de uma dobra
O estado inicial da curva L é mostrado na ilustração a seguir:
Tabela de referência para dobra R interno e altura mínima de dobra da chapa laminada a frio
| Não. | Grossura | Largura da ranhura | Matriz convexa R | Altura mínima de flexão |
| 1 | 0,5 | 4 | 0,2 | 3 |
| 2 | 0,6 | 4 | 0,2 | 3.2 |
| 3 | 0,8 | 5 | 0,8/0,2 | 3.7 |
| 4 | 1,0 | 6 | 1/0,2 | 4.4 |
| 5 | 1.2 | 8/6 | 1/0,2 | 5,5/4,5 |
| 6 | 1,5 | 8/10 | 1/0,2 | 6,8/5,8 |
| 7 | 2,0 | 12 | 1,5/0,5 | 8.3 |
| 8 | 2,5 | 16/14 | 1,5/0,5 | 10,7/9,7 |
| 9 | 3,0 | 18 | 2/0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13,5 |
| 11 | 4,0 | 25 | 3 | 16,5 |
O estado inicial da curva Z é mostrado na ilustração a seguir:
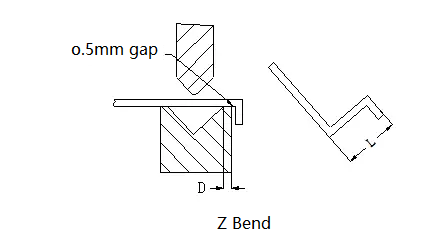
O tamanho mínimo de dobra (L) da chapa metálica correspondente à dobra Z para materiais com diferentes espessuras é mostrado na tabela a seguir:
| Não. | Grossura | Largura da ranhura | Matriz convexa R | Altura de flexão Z |
| 1 | 0,5 | 4 | 0,2 | 8,5 |
| 2 | 0,6 | 4 | 0,2 | 8.8 |
| 3 | 0,8 | 5 | 0,8/0,2 | 9,5 |
| 4 | 1,0 | 6 | 1/0,2 | 10.4 |
| 5 | 1.2 | 8/6 | 1/0,2 | 11,7/10,7 |
| 6 | 1,5 | 8/10 | 1/0,2 | 13,3/12,3 |
| 7 | 2,0 | 12 | 1,5/0,5 | 14.3 |
| 8 | 2,5 | 16/14 | 1,5/0,5 | 18,2/17,2 |
| 9 | 3,0 | 18 | 2/0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4,0 | 25 | 3 | 25,5 |







