
A fundição sob pressão é um processo de fundição de metal que utiliza uma cavidade de molde para forçar o metal fundido a uma forma específica, semelhante ao processo de moldagem por injeção de plástico. É particularmente útil para a produção de um grande número de peças fundidas de pequeno a médio porte, tornando-o o processo de fundição mais utilizado.
A fundição sob pressão produz uma superfície mais lisa e maior consistência dimensional em comparação com outras técnicas de fundição. Porém, se a operação e os parâmetros não forem padronizados, podem resultar em diversos defeitos.
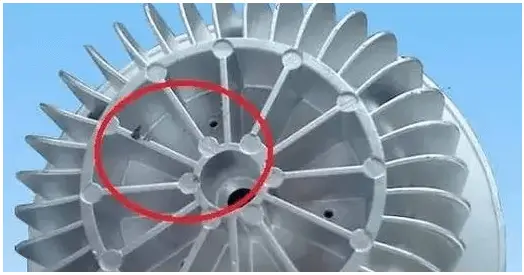
1. Marcas e padrões de fluxo
Inspeção de aparência:
A superfície da peça fundida apresenta listras que estão alinhadas com a direção do fluxo do metal fundido. Além disso, existem linhas distintas e não direcionais com tonalidades variadas que diferem da base metálica, e essas linhas não seguem um padrão específico.

As causas das marcas de fluxo são as seguintes:
1) A temperatura do molde está muito baixa;
2) O design do corredor não é bom e a posição do portão não é boa;
3) A temperatura de alimentação está muito baixa;
4) Baixa velocidade de enchimento e curto tempo de enchimento;
5) O sistema de portão não é razoável;
6) Escape deficiente;
7) A pulverização não é razoável.
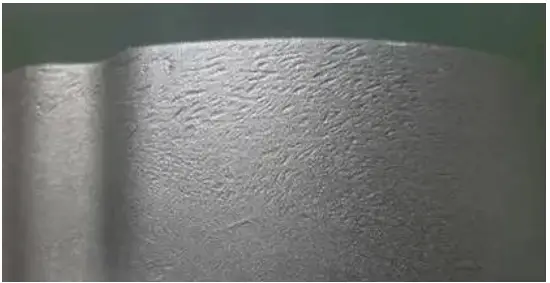
2. Rachadura de tartaruga
Inspeção de aparência:
Na superfície das peças fundidas, existem marcas de um padrão reticular que é convexo ou côncavo, e essas marcas tornam-se mais proeminentes e se estendem com o aumento dos ciclos de fundição.

As causas são as seguintes:
1) Existem rachaduras na superfície da cavidade da matriz de fundição;
2) O pré-aquecimento da matriz de fundição é irregular.
3. Isolamento frio
Inspeção de aparência:
A superfície das peças fundidas sob pressão possui linhas lineares distintas, irregulares e deprimidas, que são pequenas e de formato estreito. Essas linhas podem ser penetrantes ou não penetrantes. Ocasionalmente, as bordas dessas linhas podem parecer suaves, mas também podem quebrar sob força externa.

As causas são as seguintes:
1) Os dois fluxos de metal se chocam, mas não estão completamente fundidos e não há inclusões entre eles, e a força de ligação dos dois metais é muito fraca;
2) A temperatura de vazamento ou temperatura de fundição é baixa;
3) A posição do corredor não está correta ou o caminho do fluxo é muito longo;
4) Baixa velocidade de enchimento.
4. Recuo
Inspeção de aparência:
Existem amolgadelas lisas (como discos) na superfície da maioria das partes espessas da fundição sob pressão.

As causas são as seguintes:
1) Causada por contração
- O projeto da fundição sob pressão é inadequado e a diferença na espessura da parede é muito grande;
- Posição inadequada do corredor;
- A taxa de injeção é baixa e o tempo de retenção é curto;
- A temperatura local da matriz de fundição está muito alta.
2) O projeto do sistema de refrigeração não é razoável;
3) O molde foi aberto muito cedo;
4) A temperatura de vazamento está muito alta.
5. Impressão
Inspeção de aparência:
O traço deixado pelo contato entre a superfície da peça fundida e a superfície da cavidade da peça fundida ou o traço de degrau na superfície da peça fundida.

As causas são as seguintes:
1) Causado pela ejeção do elemento
- A face final da haste ejetora está desgastada;
- O comprimento de ajuste da haste ejetora é inconsistente;
- A parte de emenda da cavidade da matriz de fundição não se ajusta bem a outras peças.
2) Causado por emendas ou peças móveis
- A parte embutida está solta;
- Peças móveis soltas ou desgastadas;
- A superfície da parede lateral da peça fundida é formada por insertos que interpenetram os moldes móveis e fixos.
6. Marcas de adesão
Inspeção de aparência:
Sob a influência de forças externas, pequenos flocos podem descascar e ter uma cor cinza brilhante ou escuro.
As causas são as seguintes:
1) Existem resíduos de metal ou não metálico na superfície da cavidade de fundição sob pressão;
2) Ao vazar, as impurezas são trazidas primeiro e fixadas na superfície da cavidade.
7. Delaminação (peeling)
Inspeção de aparência ou inspeção de danos:
Existem camadas óbvias de metal na peça fundida.

As causas são as seguintes:
1) A rigidez do molde não é suficiente e o gabarito treme durante o enchimento;
2) No processo de injeção, o punção rasteja;
3) Projeto inadequado do sistema de corredor.
8. Ablação por fricção
Inspeção de aparência:
A superfície da fundição sob pressão tem superfície áspera em alguns lugares.

As causas são as seguintes:
1) A posição, direção e formato da entrada causada pela matriz de fundição não são adequados;
2) Devido às condições de fundição, o metal fundido na entrada sofre erosão violenta e o resfriamento da peça não é suficiente.
9. Erosão
Inspeção de aparência:
Existem marcas ou linhas convexas na posição local das peças fundidas sob pressão.
As causas são as seguintes:
1) A posição do portão está inadequada;
2) A condição de resfriamento não é boa.
10. Rachadura
Inspeção de aparência:
A superfície da peça fundida racha quando colocada em solução alcalina, aparecendo como linhas cinza escuro. Essas trincas seguem um padrão linear ou ondulado e possuem grãos estreitos e alongados que tendem a piorar sob tensões externas.

As causas são as seguintes:
Os resultados mostram que o teor de ferro é demasiado elevado ou o teor de silício é demasiado baixo, conduzindo a elevados níveis de impurezas nocivas na liga que diminuem a sua plasticidade. Na liga Al Si e na liga Al Si Cu, o teor de zinco ou cobre é muito alto e na liga Al Mg, o teor de magnésio é muito alto. O teor de cobre na liga Al Si e na liga Al Si Cu também é muito alto.
Além disso, o tempo de retenção do molde é muito curto, o tempo de retenção é muito curto e a espessura da parede da peça fundida muda abruptamente. A força de fixação local é muito grande e a força é irregular durante o processo de ejeção.







