1. Introdução
Quando uma prensa dobradeira dobra uma peça de trabalho, o aríete e a mesa de trabalho se deformam sob a força da dobra. Neste ponto, a profundidade da matriz superior que entra na abertura da matriz inferior não se alinha com todo o comprimento da peça, causando uma diminuição significativa na precisão da peça.
Para resolver esta questão, vários dispositivos de compensação de deformação foram desenvolvidos e podem ser classificados em duas categorias.
A primeira categoria envolve a mesa de trabalho projetada com um formato convexo que se eleva no meio, formando uma curva simétrica. Isso é conhecido como “compensação convexa da matriz inferior”.
A segunda categoria envolve a matriz superior ou aríete sendo elevada com uma curva simétrica que mergulha no meio. Isso é chamado de “compensação convexa da matriz superior”.
2. A influência de dois tipos de dispositivos de coroamento na precisão das peças
2.1 Deformação do aríete e da mesa de trabalho durante a flexão após dispositivo de compensação convexo
Para simplicidade de descrição e expressão, o aríete e a mesa de trabalho são representados como retângulos finos.
Sem qualquer compensação, o aríete e a mesa de trabalho deformam-se sob a força de flexão. Neste momento, o valor da convexidade de compensação (f) é igual a zero, sendo a deformação do aríete (f1) e a deformação da mesa de trabalho (f2).
Para corrigir isso, o dispositivo de compensação é acionado, definindo o valor da convexidade de compensação (f) igual a (f1 + f2).
Em um cenário ideal, a profundidade da matriz superior que entra na abertura inferior da matriz permanece consistente ao longo de todo o comprimento da matriz, resultando em um ângulo de curvatura uniforme da chapa metálica. Embora alcançar esse cenário ideal seja um desafio, as pessoas se esforçam continuamente para chegar o mais perto possível.
Da análise acima, pode-se concluir que ambos os dispositivos de compensação podem efetivamente reduzir o erro angular das peças dobradas. No entanto, o seu impacto na retidão é diferente.
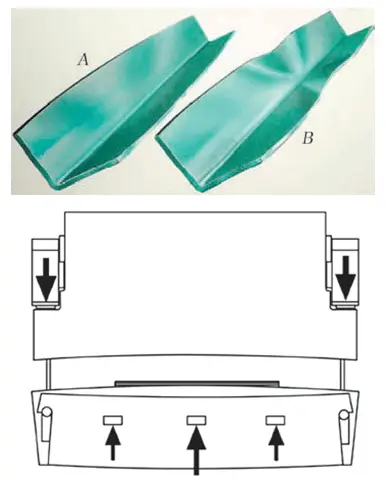
2.2 Deflexão natural de peças dobradas
Após a flexão, a borda da peça dobrada flexionará naturalmente, sendo sua deflexão máxima descrita por δ.
Durante o processo de flexão, o metal na área de deformação sofre altos níveis de deformação plástica. Nesta zona, a camada interna do arco circular sofre tensão de compressão longitudinal paralela à direção OX, enquanto a camada externa sofre tensão de tração longitudinal.
Estas tensões opostas de tração e compressão criam um momento longitudinal (My) girando em torno do eixo OY, que é necessário para manter a direção longitudinal (direção OX) da peça dobrada em alinhamento com a linha longitudinal correspondente da matriz durante a flexão.
Uma vez que o aríete retorna e a força de flexão e o momento longitudinal são removidos, as camadas de metal na área de deformação recuperam rapidamente. Como resultado, a flexão natural ocorre na direção oposta ao momento longitudinal na direção longitudinal.
Para facilitar a expressão, a zona de deformação por flexão é considerada um plano. Sob a influência da força de flexão, a camada superior (circular interna) do metal sofre compressão longitudinal e a camada inferior (circular externa) sofre tensão longitudinal.
2.3 Influência de dois métodos diferentes de compensação convexa na retilineidade das peças dobradas
Quando uma matriz inferior é equipada com compensação convexa, a curva de convexidade de compensação sobe. Por outro lado, quando uma matriz superior é equipada com compensação convexa, a curva de convexidade de compensação desce.
A curva de deflexão natural da parte dobrada é uma protuberância ascendente. O valor da convexidade de compensação é determinado pela deformação do aríete e da mesa de trabalho durante a flexão e é relativamente pequeno.
Devido à convexidade de compensação, a deflexão causada pelo retorno elástico será reduzida. Como resultado, a deflexão causada pela convexidade de compensação é normalmente inferior à deflexão natural (δ) da parte dobrada.
3. Análise comparativa de dispositivos comuns de compensação de deformação
3.1 Compensação convexa do cilindro hidráulico da travessa inferior
Assim que o cilindro hidráulico estiver cheio de óleo pressurizado, a viga transversal subirá e formará um conjunto de curvas convexas controláveis. Este projeto é amplamente utilizado em dobradeiras CNC e possui as seguintes características:
- O cilindro é distribuído uniformemente ao longo da viga transversal e a curva convexa se assemelha muito à curva de deformação do aríete e da mesa de trabalho ao longo de todo o comprimento da mesa de trabalho.
- É fácil operar com o controle de pressão do sistema hidráulico.
- Pode melhorar a precisão do ângulo de flexão.
- Sua estrutura é complexa e o custo é elevado.
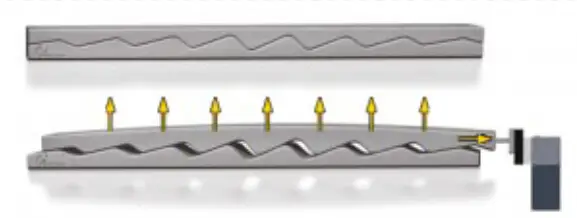
3.2 Compensação convexa do módulo na mesa de trabalho
A mesa de trabalho está equipada com vários grupos de cunhas localizados abaixo dela. O ângulo de cada grupo é projetado para atender a requisitos específicos. A posição horizontal da cunha superior em cada grupo de cunhas é fixa, enquanto a cunha inferior se move para a esquerda simultaneamente.
À medida que a mesa de trabalho sobe para atender aos requisitos do projeto, esse projeto se tornou amplamente utilizado em vários tipos de dobradeiras.
A seguir estão as características deste design:
- As cunhas são distribuídas uniformemente ao longo da mesa de trabalho, e a curva convexa após a compensação é projetada para corresponder à curva de deformação do aríete e da mesa de trabalho, resultando em uma compensação relativamente precisa.
- A quantidade de compensação pode ser controlada ajustando o comprimento móvel da cunha inferior, permitindo operação manual ou flexível.
- Pode melhorar a precisão do ângulo de flexão.
3.3 Compensação convexa da cunha superior da matriz
Vários módulos são posicionados entre o aríete e a matriz superior, com cada grupo de cunhas tendo as mesmas especificações. A placa de conexão e a cunha inferior da cunha são fixadas como uma unidade. Ao mover a cunha superior, uma curva convexa descendente pode ser alcançada. Finalmente, os módulos são fixados entre o aríete e a matriz superior por uma placa de prensagem.
A seguir estão as características deste design:
- Os blocos em cunha são distribuídos uniformemente sob o aríete.
- Ajustando cada cunha, a curva convexa ideal pode ser obtida.
- A estrutura é simples, o custo é baixo, mas a operação é menos conveniente.
- É amplamente utilizado em dobradeiras convencionais de pequeno e médio porte.
- Com um ajuste preciso, a precisão do ângulo de curvatura pode ser significativamente melhorada e as peças apresentam boa retilineidade.
3.4 Compensação convexa do cilindro hidráulico do aríete
Um grupo de cilindros hidráulicos é instalado no centro do aríete. Assim que os cilindros estiverem cheios com óleo pressurizado, a parte central do aríete descerá, criando uma curva convexa local controlável.
No entanto, devido a limitações estruturais, os dois lados do aríete não podem ser compensados de forma eficaz, tornando este método de compensação menos utilizado.
A seguir estão suas características:
- A compensação convexa está concentrada no centro do carneiro e uma curva convexa consistente não pode ser formada ao longo de todo o comprimento da matriz superior.
- A precisão do ângulo e da retilineidade pode ser melhorada até certo ponto.
4. Conclusão
Durante a operação da dobradeira, a convexidade de compensação deve corresponder à deformação do aríete e da mesa de trabalho. Isto requer a capacidade de ajustar a convexidade de compensação de forma rápida e fácil ao longo de todo o comprimento da matriz.
No entanto, o desenho atual da compensação convexa do punção dificulta o cumprimento deste requisito, limitando a sua utilização.
Para aumentar a precisão da operação da prensa dobradeira e utilizar plenamente os benefícios da compensação convexa da matriz superior, o desenvolvimento de uma nova estrutura para controle rápido da coroa da matriz superior é uma direção promissora para o desenvolvimento futuro de prensas dobradeiras.
Atualmente, algumas organizações têm feito tentativas positivas neste campo e alcançado resultados promissores.







