I. Juntas de Solda e Costuras de Solda
As juntas de soldagem a arco consistem em quatro partes: a costura de solda, a zona de fusão, a zona afetada pelo calor e o material de base próximo à costura de solda.
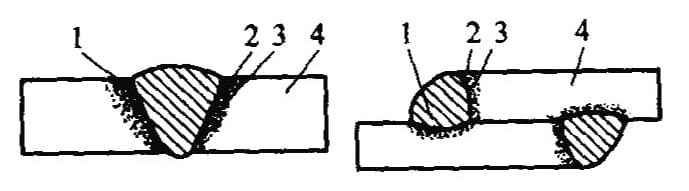
a) Junta de topo b) Junta sobreposta
1 – Metal de solda
2 – Fio Derretido
3 – Zona Afetada pelo Calor
4 – Material Base
1. Características Mecânicas de Juntas Soldadas

O processo de soldagem confere à junta as seguintes características mecânicas:
1) Desempenho mecânico heterogêneo de juntas de soldagem
Devido aos vários processos metalúrgicos que ocorrem durante a soldagem, e devido aos diferentes ciclos térmicos e ciclos de deformação que afetam diferentes áreas, ocorrem disparidades significativas na estrutura e nas propriedades dessas áreas. Isso resulta em desempenho mecânico heterogêneo de toda a junta.
2) Distribuição e concentração desiguais de tensões em juntas soldadas
As descontinuidades geométricas inerentes às juntas soldadas levam a uma distribuição desigual das tensões de trabalho e subsequente concentração de tensões. Quando estão presentes defeitos de soldadura, ou quando a forma da costura ou junta de soldadura é impraticável, a concentração de tensões intensifica-se, afectando a resistência da junta, particularmente a sua resistência à fadiga.
3) Tensão residual e deformação devido ao aquecimento irregular durante a soldagem
A soldagem é um processo de aquecimento localizado. Durante a soldagem a arco, a temperatura na costura de solda pode atingir o ponto de ebulição do material, mas diminui rapidamente a partir da costura até a temperatura ambiente. Este campo de temperatura desigual leva a tensão residual e deformação dentro da soldagem.
4) Alta rigidez de juntas de soldagem
Através da soldagem, a costura e os componentes unificam-se, proporcionando um maior grau de rigidez em comparação com juntas rebitadas ou contraídas.
2. Formas Básicas de Articulações
Junta Soldada (também chamada de Junta): Uma junta conectada por soldagem.
Juntas soldadas comumente usadas:
Junta de topo, junta em T, junta cruzada, junta sobreposta, junta de canto, junta de borda, junta de manga, junta de topo chanfrada, junta flangeada e junta de topo em duplo V, entre outras.
Os tipos básicos de juntas soldadas.
| Nome | Formação de costura de solda | Nome | Formação de costura de solda |
| Articulação de bunda |
 |
Conector terminal |
 |
| Junta em T |
 |
Conector de extremidade oblíqua |
 |
| Junta de canto |
 |
Conector Flangeado |
|
| Junta sobreposta |
 |
Conector de extremidade selado |
|
1. Articulação de topo
Uma junta de topo é formada soldando as bordas de duas peças de trabalho situadas no mesmo plano. Este tipo de junta é a mais comumente adotada e a mais refinada em diversas estruturas soldadas, apresentando superior manuseio de tensões, alta resistência e uso eficiente de materiais metálicos.
No entanto, por se tratar de uma conexão ponta a ponta, os requisitos de processamento e montagem das peças conectadas são bastante elevados.
Na produção de soldagem, a costura de solda da junta de topo é normalmente ligeiramente mais alta que a superfície do material de base. A presença deste excesso de altura resulta em uma superfície não lisa do componente, causando concentração de tensões na transição entre o cordão de solda e o material de base.
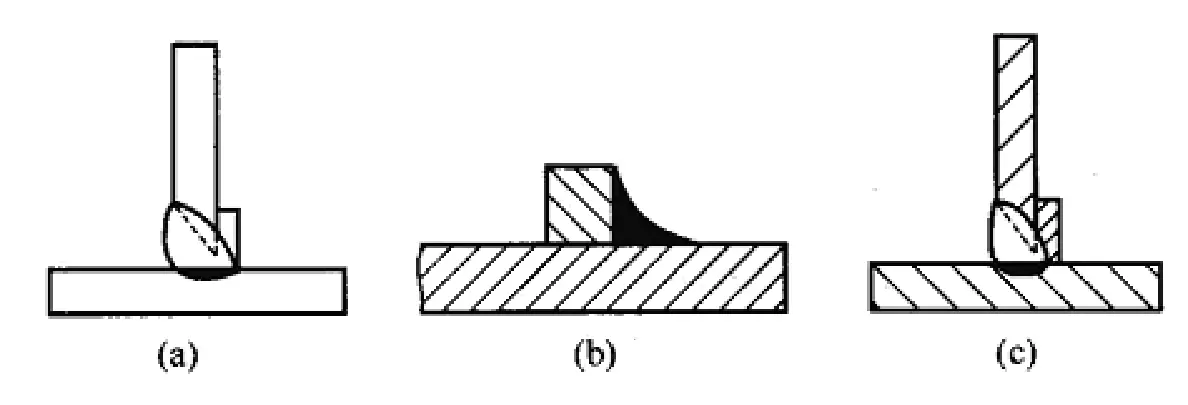
2. Junta em T
Uma junta em T (ou junta cruzada) é formada conectando peças perpendiculares usando uma solda de ângulo. As juntas em T podem suportar forças e torques de várias direções. Esta forma é mais comumente encontrada em estruturas de caixa e também é predominante na fabricação de vasos de pressão, incluindo conexões tubo-invólucro e a união de anéis de reforço de bueiros ao corpo do vaso.
Devido à transição acentuada da costura de solda para o material de base nas juntas em T, há uma distorção significativa da linha de força sob forças externas, levando a uma distribuição de tensão muito desigual e complexa. Isso resulta em uma concentração substancial de tensão tanto na raiz quanto na base da solda de ângulo. Garantir a penetração total é uma medida crucial para reduzir a concentração de tensões nas juntas em T.

3. Junta sobreposta
Uma junta sobreposta é criada pela sobreposição de duas placas e, em seguida, conduzindo uma solda de ângulo na extremidade ou lateral, ou adicionando uma solda macho ou ranhura. Devido ao desalinhamento das duas linhas centrais da placa na junta sobreposta, um momento de flexão adicional é gerado sob carga, o que pode afetar a resistência da solda.
Conseqüentemente, as juntas sobrepostas normalmente não são utilizadas para os principais elementos de suporte de pressão em caldeiras e vasos de pressão.
A alteração significativa da forma dos componentes devido às juntas sobrepostas leva a uma concentração de tensão mais complexa em comparação com as juntas de topo, resultando numa distribuição de tensão extremamente desigual através da junta.
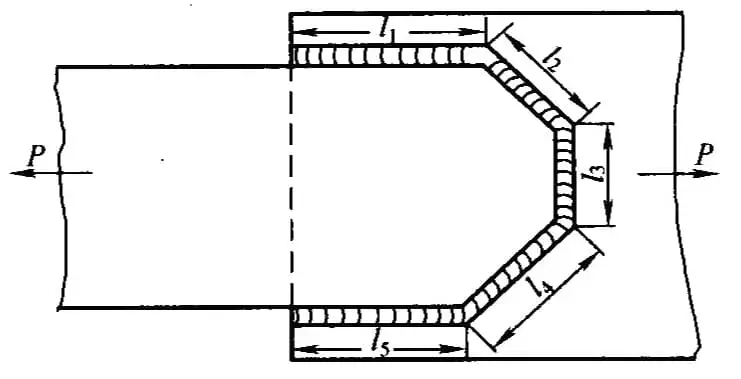
Nas juntas sobrepostas, com base nas diferentes direções de tensão que atuam na solda de ângulo sobreposta, essas soldas podem ser categorizadas como soldas de ângulo frontais, laterais ou diagonais.
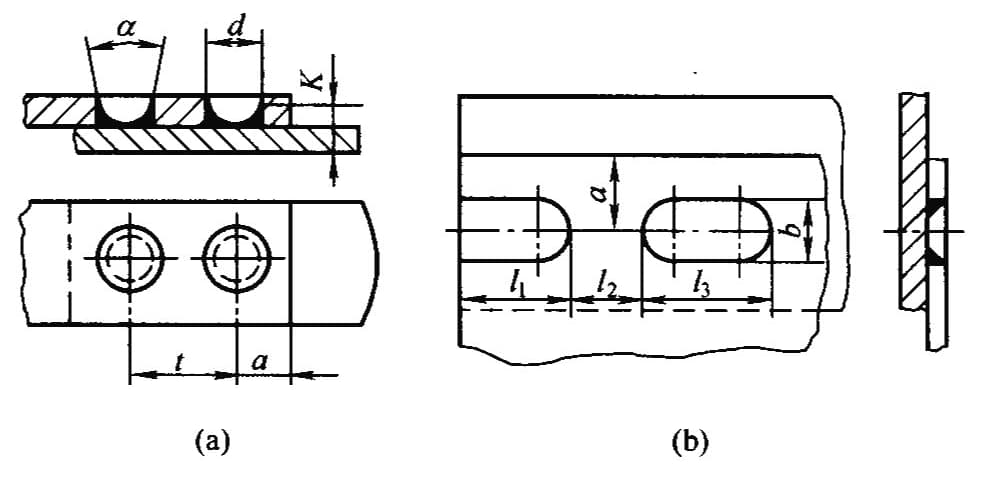
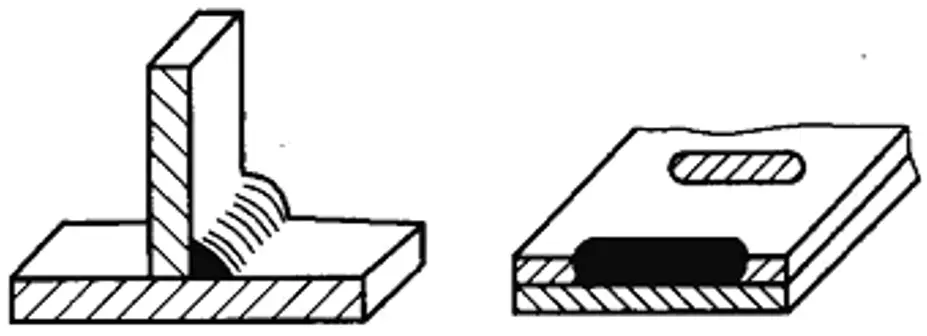
Além de soldar duas placas de aço empilhadas na extremidade ou lateral, as juntas sobrepostas também envolvem soldagem de ranhura e soldagem de plugue (furos redondos e furos alongados). A estrutura de uma junta sobreposta soldada por ranhura é mostrada na figura.
Primeiro, a peça a ser conectada é perfurada em uma ranhura e, em seguida, a ranhura é preenchida com metal de solda. A seção transversal da solda chanfrada é retangular e sua largura é duas vezes a espessura do componente conectado. O comprimento da ranhura deve ser ligeiramente menor que o comprimento da volta.
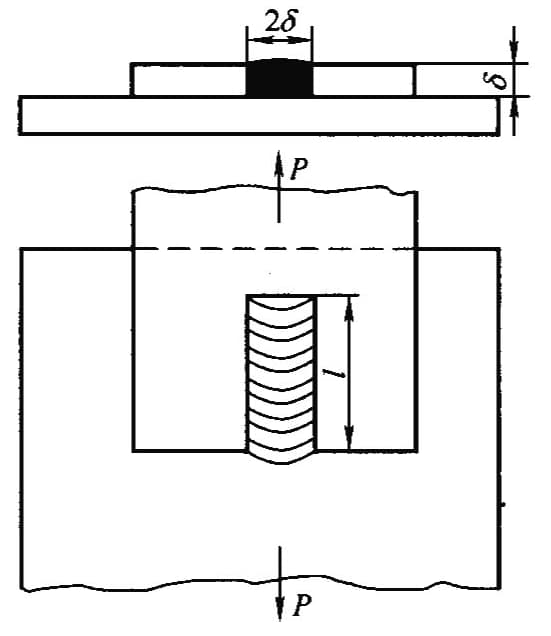
A soldagem plug envolve fazer furos nas placas a serem unidas, substituir a soldagem ranhura por ranhura e usar metal de solda para preencher esses furos, conectando assim as duas placas. A soldagem por plugue pode ser dividida em dois tipos: soldagem por plugue com furo circular e soldagem por plugue por furo alongado, conforme mostrado na figura.
4. Junta de canto
Uma junta de canto é formada quando duas placas são soldadas em suas bordas em um determinado ângulo. As juntas de canto são comumente usadas em estruturas de caixa, juntas de tubos de sela e conexões com corpos cilíndricos. A ligação entre tubos de incêndio e tampas em pequenas caldeiras também assume esta forma.
Semelhante às juntas em T, as juntas de canto unilaterais têm resistência extremamente baixa aos momentos fletores reversos. A menos que as placas sejam muito finas ou a estrutura não seja crítica, os chanfros geralmente devem ser feitos para soldagem frente e verso, caso contrário, a qualidade não pode ser garantida.
Ao selecionar o tipo de junta, considere principalmente a estrutura do produto, bem como fatores como condições de tensão e custos de processamento.
Por exemplo:
As juntas de topo são amplamente utilizadas porque distribuem a tensão uniformemente e economizam metal. No entanto, as juntas de topo requerem dimensões de corte e montagem precisas.
As juntas em T suportam principalmente pequenas tensões de cisalhamento ou servem apenas como soldas de conexão.
As juntas sobrepostas não exigem alta precisão de montagem e são fáceis de montar, mas sua capacidade de carga é baixa, por isso geralmente são utilizadas em estruturas não críticas.
Os requisitos de qualidade da solda, tamanho da solda, posição da solda, espessura da peça, dimensões geométricas e condições de trabalho no projeto de juntas soldadas determinam a diversidade na seleção de métodos de soldagem e processos de formulação. O projeto e a seleção razoáveis de juntas soldadas não apenas garantem a resistência das soldas e da estrutura geral de aço, mas também simplificam o processo de produção e reduzem os custos de fabricação.
Principais fatores no projeto e seleção de juntas soldadas:
1. Certifique-se de que a junta soldada atenda aos requisitos de uso.
2. A forma da junta pode acomodar o método de soldagem escolhido.
3. A forma da junta deve ser o mais simples possível, com soldagem plana e métodos de soldagem automática utilizados sempre que possível. Evite soldagem suspensa e vertical e não coloque tensão máxima na solda.
4. O processo de soldagem deve garantir que a junta soldada possa funcionar adequadamente na temperatura projetada e em meios corrosivos.
5. A deformação e a tensão da soldagem devem ser minimizadas para atender às condições técnicas, de pessoal e de equipamentos exigidas para a construção.
6. Projete a solda para servir como solda de conexão sempre que possível.
7. A junta soldada deve ser fácil de inspecionar.
8. A preparação para soldagem e o custo da soldagem devem ser baixos.
9. Evite escolher e projetar ângulos de solda superdimensionados para soldas em ângulo. Os testes mostram que soldas de ângulo grandes têm uma capacidade de carga menor por unidade de área.
Tabela 1-2: Projeto Comparativo de Formas de Juntas Soldadas
| Princípios de Design Conjunto | Design sujeito a falhas | Design aprimorado |
| Aumentar a solda do ângulo frontal |  |
 |
| A posição projetada da costura de solda deve facilitar a soldagem e a inspeção |  |
 |
| Para reduzir a concentração de tensão na costura de solda sobreposta, ela deve ser projetada como uma junta com certo alívio de tensão. |  |
 |
| Corte os cantos afiados das nervuras de reforço |  |
 |
| As costuras de solda devem ser distribuídas |  |
 |
| Evite costuras de solda cruzada |  |
 |
| As costuras de solda devem ser projetadas no eixo neutro ou próximo a ele em uma posição simétrica |  |
 |
| Os cordões de solda sujeitos à flexão devem ser dimensionados no lado tensionado e não no lado não soldado da compressão. |  |
 |
| Evite colocar costuras de solda onde a tensão está concentrada. |  |
 |
| As costuras de solda devem evitar áreas com tensão máxima. |  |
 |
| A superfície de processamento deve estar livre de costuras de soldagem. |  |
 |
| A posição das costuras de soldagem automática deve ser projetada de forma que o ajuste do equipamento de soldagem e o número de giros da peça sejam minimizados. |  |
 |
3. Formas Básicas de Costuras de Solda
Uma costura de solda é a junta formada após a soldagem das peças.
Categorias:
1. Com base no posicionamento espacial, pode ser dividido em: costuras de solda planas, costuras de solda horizontais, costuras de solda verticais e costuras de solda suspensas.
2. Com base no método de união, ela pode ser categorizada em: costuras de solda de topo, costuras de solda de canto e costuras de solda de tampão.
3. Com base na continuidade, pode ser classificado em: cordões de solda contínuos e cordões de solda intermitentes.
4. Com base no suporte de carga, ele pode ser dividido em: costuras de solda de trabalho e costuras de solda de contato.
A costura de solda é um componente crucial da junta soldada. As formas básicas da costura de solda são a costura de solda de junta de topo e a costura de solda de junta de canto.
1. Costuras de solda de topo:
Costuras de solda de topo são formadas ao longo da junção entre duas partes. Eles podem ter uma configuração não ranhurada (ou ranhura em forma de I) ou ranhurada. A forma da superfície da costura de solda pode ser convexa ou nivelada com a superfície.
2. Costuras de solda de canto:
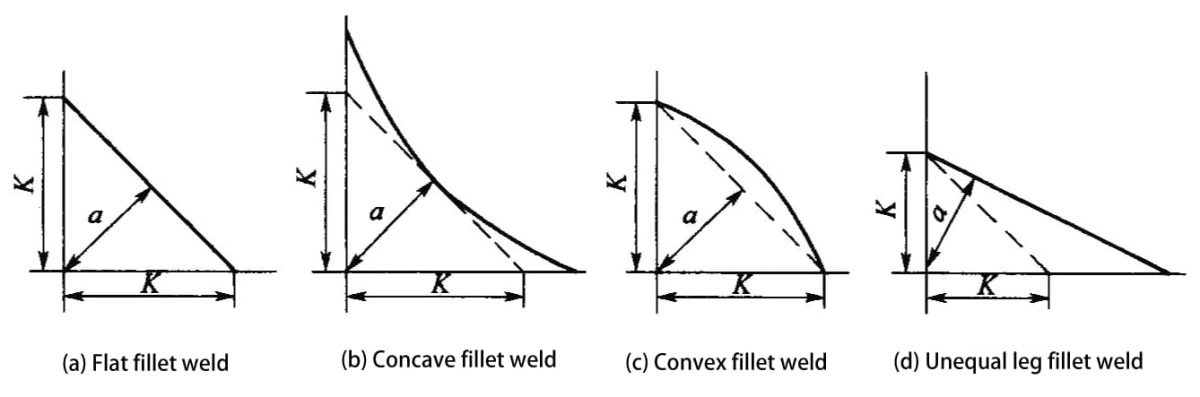
4. Costuras de solda de trabalho e costuras de solda de contato
Costuras de solda de trabalho (também conhecidas como costuras de solda de suporte de carga)
São cordões de solda que, em série com as peças soldadas, suportam principalmente cargas. Caso essas costuras se rompam, a estrutura de aço sofrerá imediatamente danos graves.
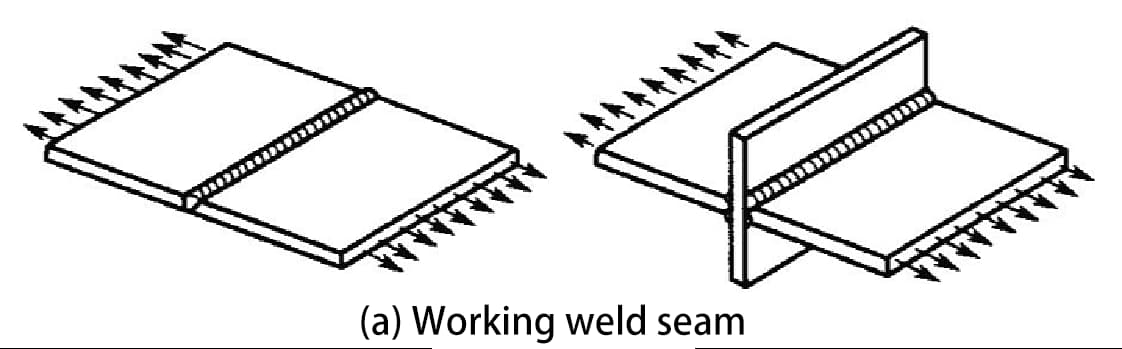
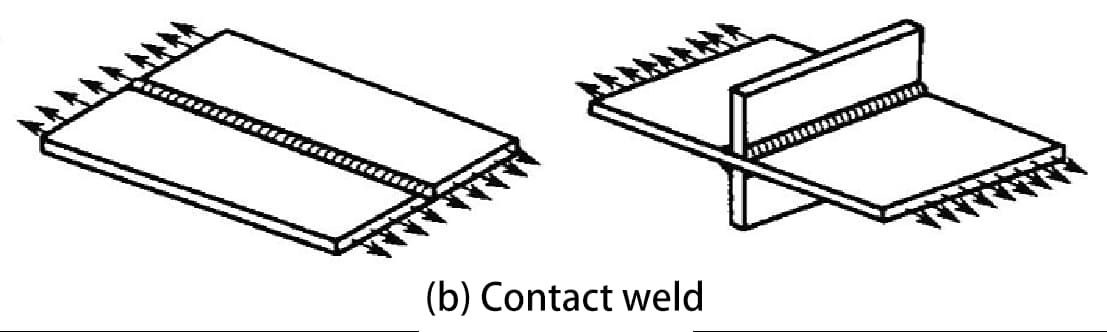
Costuras de solda de contato (também conhecidas como costuras de solda sem suporte de carga)
São cordões de solda que unificam paralelamente duas ou mais peças soldadas (isto é, proporcionando conectividade). Estas costuras não suportam cargas diretamente e estão sujeitas a uma força mínima durante a operação. Se tal costura se rompesse, a estrutura não falharia imediatamente.
5. Formas Básicas de Ranhuras
1. Tipos de ranhuras
Uma ranhura é uma vala formada pela usinagem de certas formas geométricas nas partes a serem soldadas de uma peça de acordo com os requisitos do projeto ou do processo.
Preparação do sulco:
O processo de usinagem da ranhura usando métodos mecânicos, chama ou arco elétrico.
Objetivo da preparação do sulco:
(1) Para garantir que o arco penetre profundamente na raiz da costura de solda para fusão completa, para obter uma formação ideal da costura de solda e para facilitar a remoção de escória.
(2) Para aços-liga, a ranhura também ajusta a proporção do metal base para o metal de adição (ou seja, taxa de fusão).
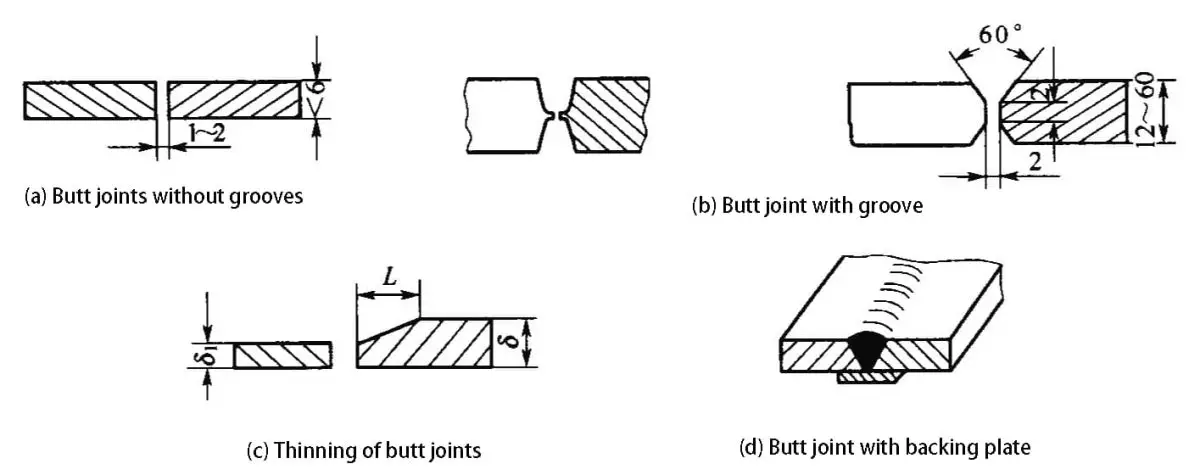
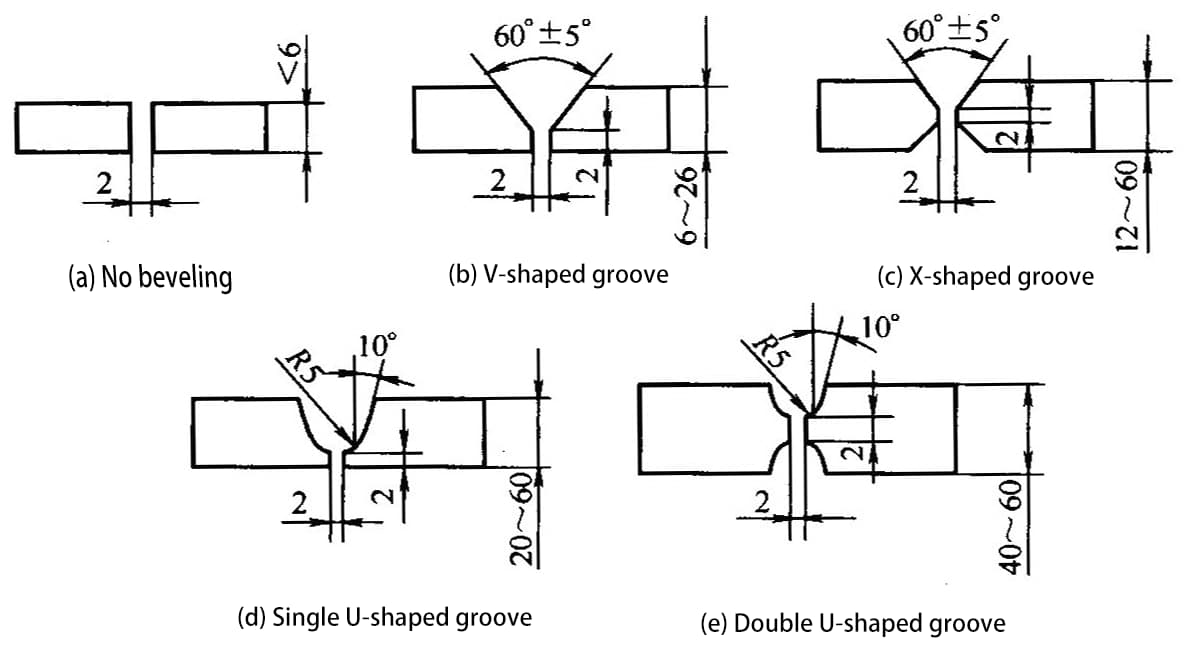
Dependendo da espessura da placa, as bordas de soldagem das costuras de solda de topo podem ser laminadas, quadradas ou usinadas em ranhuras em formato de V, formato de X, formato de K e formato de U.
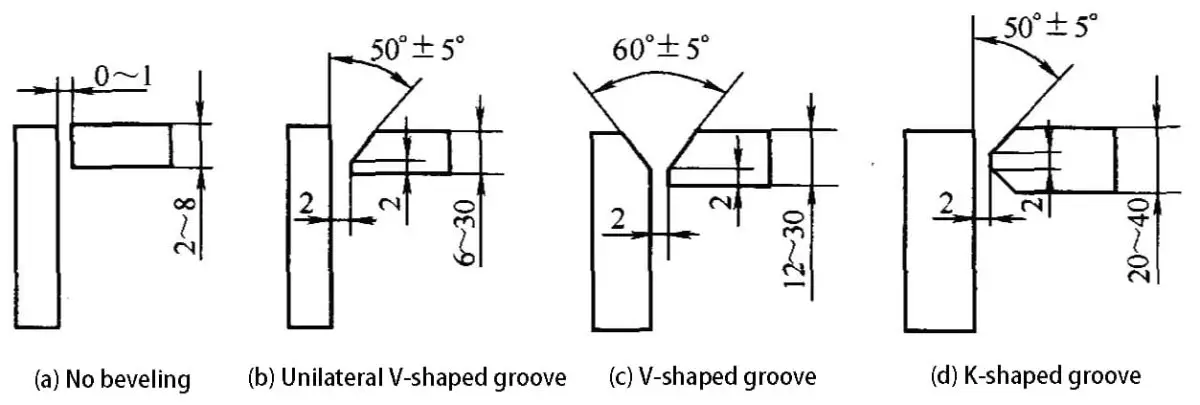
(2) Dependendo da espessura da peça de trabalho, da estrutura e das condições de suporte de carga, os formatos de ranhura para juntas de canto e juntas em T podem ser divididos em formato I, formato V unilateral com borda romba, e Formato K.
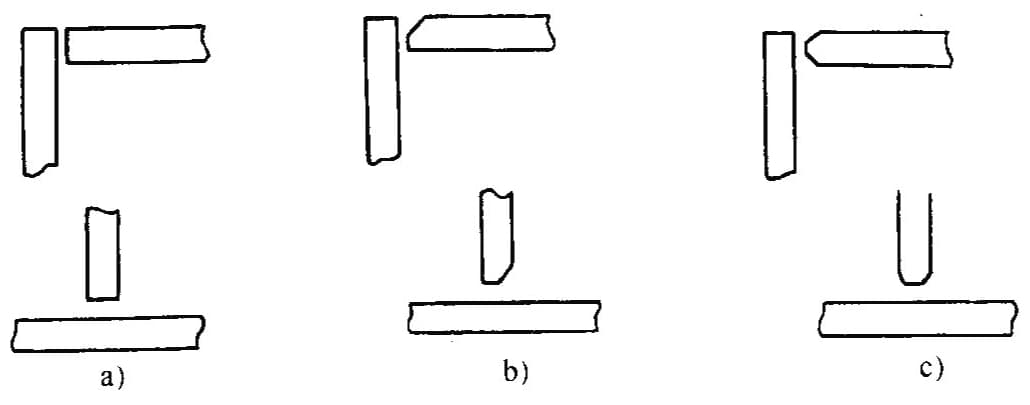
a) forma de I
b) Formato em V unilateral (com borda romba)
c) Formato K (com borda romba)
2. Princípios para Design de Groove
A forma e as dimensões da ranhura são escolhidas e projetadas principalmente com base na espessura da estrutura de aço, no método de soldagem selecionado, na posição de soldagem e no processo de soldagem. O projeto deve:
1) Minimizar a quantidade de material de enchimento na costura de solda;
2) Apresentar boa soldabilidade;
3) Certifique-se de que o formato da ranhura seja fácil de usinar;
4) Facilitar o ajuste da deformação da soldagem;
Em geral, para soldagem de peças de até 6 mm de espessura usando soldagem a arco com eletrodo, ou para soldagem automática de peças de até 14 mm de espessura, é possível obter uma costura de solda qualificada sem preparação de ranhura.
Porém, deve ser mantido um espaço entre as placas para garantir que o metal de adição preencha a poça de fusão, garantindo a fusão completa. Se a placa de aço exceder a espessura mencionada acima, o arco não poderá penetrar na placa e a preparação da ranhura deverá ser considerada.
II. Métodos de representação para juntas soldadas
Para garantir que seus projetos sejam fabricados de maneira precisa e correta pelos fabricantes, os projetistas devem expressar de forma abrangente as condições técnicas das estruturas e produtos em desenhos de projeto e documentos de especificação de projeto.
Para juntas soldadas, os projetistas geralmente usam símbolos padronizados para cordões de solda e códigos para métodos de soldagem. Eles também podem usar métodos de desenho técnico, mas detalhar gráfica ou textualmente os requisitos e considerações do processo de soldagem para juntas soldadas pode ser bastante complicado e complicado.
Portanto, é extremamente necessário usar símbolos e códigos padronizados para indicar claramente o tipo, forma, tamanho, posição, condição da superfície, método de soldagem e condições relacionadas da junta soldada.
1. Símbolos de costura de solda e códigos de método de soldagem
Símbolos de costura de solda: Símbolos marcados nos desenhos para representar a forma, tamanho e método da costura de solda.
Eles são regulamentados por GB/T324-1998 “Representação Simbólica de Costuras de Solda” (aplicável à soldagem por fusão de metal e soldagem por resistência) e GB/T5185-1999 “Códigos de Representação para Soldagem de Metal e Métodos de Brasagem em Desenhos.
Um símbolo de costura de solda consiste em:
- símbolos básicos
- símbolos suplementares
- símbolos adicionais
- símbolos de tamanho da costura de solda
- linhas líderes.
Símbolos básicos: Esses símbolos representam o formato da seção transversal do cordão de solda, aproximando-se do formato da seção transversal do cordão de solda.
| Nomes de costuras de solda | Forma da seção transversal da costura de solda. | Símbolo |
| Costura de solda em forma de I |
 |
 |
| Costura de solda em forma de V |
 |
 |
| Costura de solda em forma de V com bordas cegas |
 |
 |
| Costura de solda em forma de V de um lado |
 |
 |
| Costura de solda em forma de V de um lado sem bordas |
|
 |
| Costura de solda em forma de U com bordas cegas |
 |
 |
| Selagem de costura de solda |
 |
|
| Cordão de solda |
 |
 |
| Solda de encaixe ou solda de ranhura |
 |
 |
| Solda Flare-V |
 |
 |
| Ponto de solda |
 |
 |
| Solda de costura |
 |
 |
Símbolos Suplementares: Estes símbolos representam requisitos adicionais para as características do formato da superfície da costura de solda. Símbolos suplementares são geralmente usados em conjunto com símbolos básicos de cordão de solda quando há requisitos especiais para o formato da superfície do cordão de solda.
| Nome | Técnica de Soldagem Assistida | Símbolo | Instruções |
| Símbolo plano |
 |
|
Indica uma superfície de solda nivelada. |
| Símbolo côncavo |
 |
|
Indica uma superfície de solda côncava. |
| Símbolo Convexo |
 |
|
Indica uma superfície de solda convexa. |
Símbolos de reforço de solda: Estes são símbolos usados para ilustrar ainda mais certas características de uma costura de solda.
| Nome | Forma | Símbolo | Indicação |
| Símbolo com Pad |
 |
|
Indica a presença de uma faixa de apoio na parte inferior da costura de solda. |
| Símbolo de solda de três lados |
 |
 |
Sugere costuras de solda em três lados e a direção da abertura. |
| Símbolo de solda perimetral |
 |
 |
Simboliza uma costura de solda ao redor da peça de trabalho. |
| Símbolo de campo |
 |
Indica soldagem realizada no local ou em canteiro de obras. | |
| Símbolo da cauda |
 |
A referência à extremidade final do símbolo da linha de chumbo pode ser feita em GB5185-1999 para métodos de soldagem e notações semelhantes. |
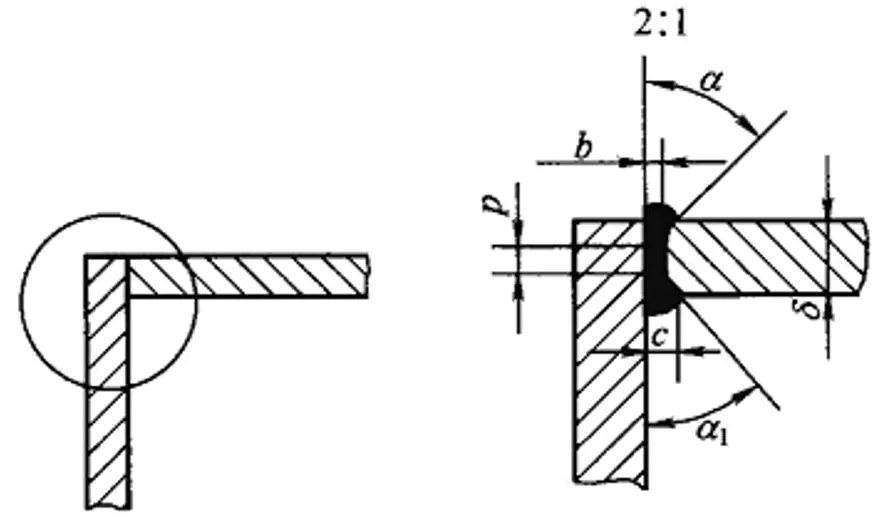
Símbolos de dimensão da costura de solda: Estes são símbolos usados para representar as dimensões dos recursos de ranhura e costura de solda.
| Símbolo | Nome | Diagrama esquemático |
| σ | Espessura da folha |  |
| c | Largura da costura de solda |  |
| b | Lacuna raiz |  |
| K | Altura do dedo do pé da solda |  |
| p | Altura da borda cega |  |
| d | Diâmetro do ponto de solda |  |
| a | Ângulo da ranhura |  |
| h | Reforço de solda |  |
| é | Espessura Efetiva de SoldaMesma Junta de Solda |  |
| N | Símbolo de quantidade |  |
| e | Espaçamento de solda |  |
| eu | Comprimento da solda |  |
| R | Raio Raiz |  |
| H | Altura da ranhura |  |
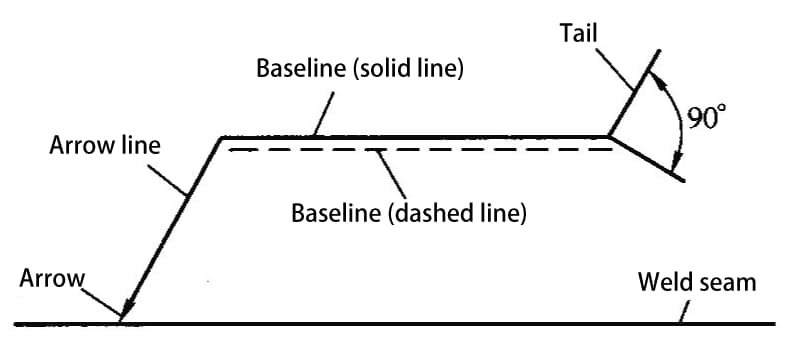
Linha Líder: Composto por uma linha líder com seta, duas linhas de referência (linhas horizontais) – uma linha sólida e outra linha tracejada, e uma seção de cauda.
Para simplificar a anotação e a explicação textual dos métodos de soldagem, podem ser utilizados os códigos que representam vários métodos de soldagem, como soldagem de metal e brasagem, indicados por algarismos arábicos de acordo com o padrão nacional GB/T 5185-1999.
As anotações do método de soldagem estão localizadas no final da linha guia.
| Nome | Método de soldagem |
| Soldagem a arco | 1 |
| Soldagem a arco de metal blindado | 111 |
| Soldagem de arco submerso | 12 |
| Soldagem com Gás Inerte Metálico (MIG) | 131 |
| Soldagem com gás inerte de tungstênio (TIG) | 141 |
| Soldagem por pressão | 4 |
| Soldadura ultra-sónica | 41 |
| Soldagem por fricção | 42 |
| Soldagem por Difusão | 45 |
| Soldagem por Explosão | 441 |
| Soldagem por resistência | 2 |
| Soldagem por pontos | 21 |
| Soldagem de costura | 22 |
| Soldagem instantânea | 24 |
| Soldagem a Gás | 3 |
| Soldagem Oxi-Acetileno | 311 |
| Soldagem Oxi-Propano | 312 |
| Outros métodos de soldagem | 7 |
| Soldagem a laser | 751 |
| Feixe de elétrons | 76 |
2. Representação de Juntas de Soldagem em Desenhos
Representação Esquemática de Soldas
De acordo com a norma nacional GB/Tl2212-1990 “Desenho Técnico – Dimensões, Proporções e Representação Simplificada de Símbolos de Soldagem“, quando for necessário representar soldas de forma simplificada em desenhos, elas podem ser representadas por meio de vistas, vistas seccionais, ou vistas transversais, ou mesmo vistas axonométricas para fins ilustrativos.
Geralmente, apenas um tipo de representação é permitido por desenho.
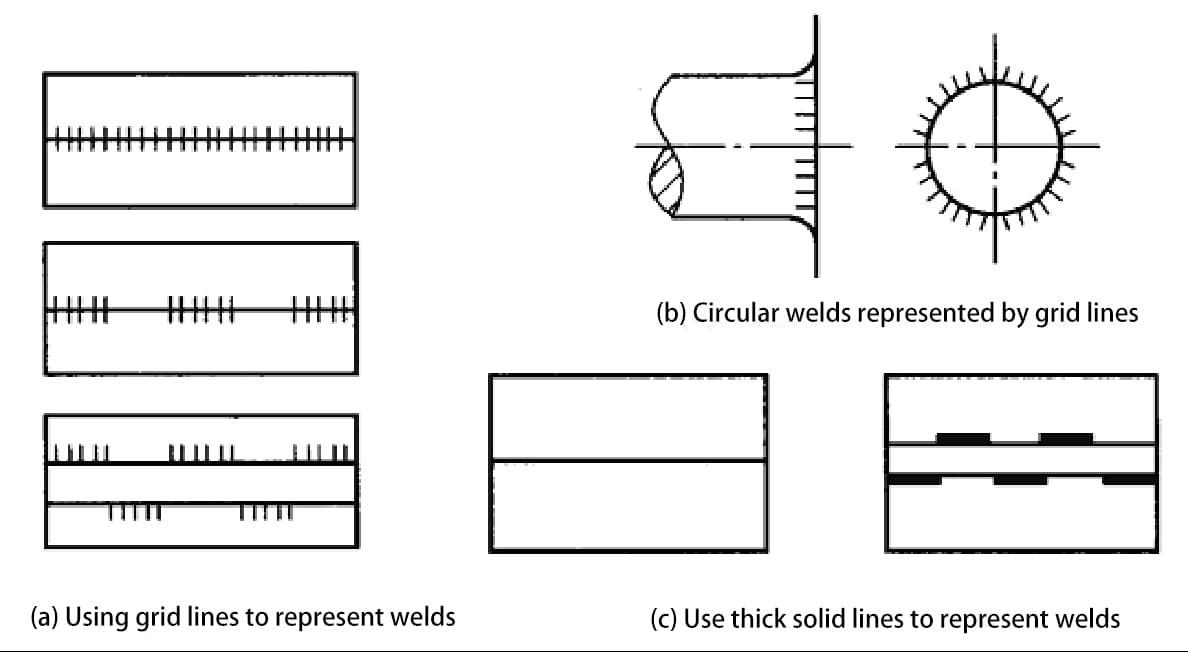
(a) Método de desenho da vista da face final da solda
(b) Método de desenho da vista da seção da costura de solda
(c) Método de desenho do perfil de solda
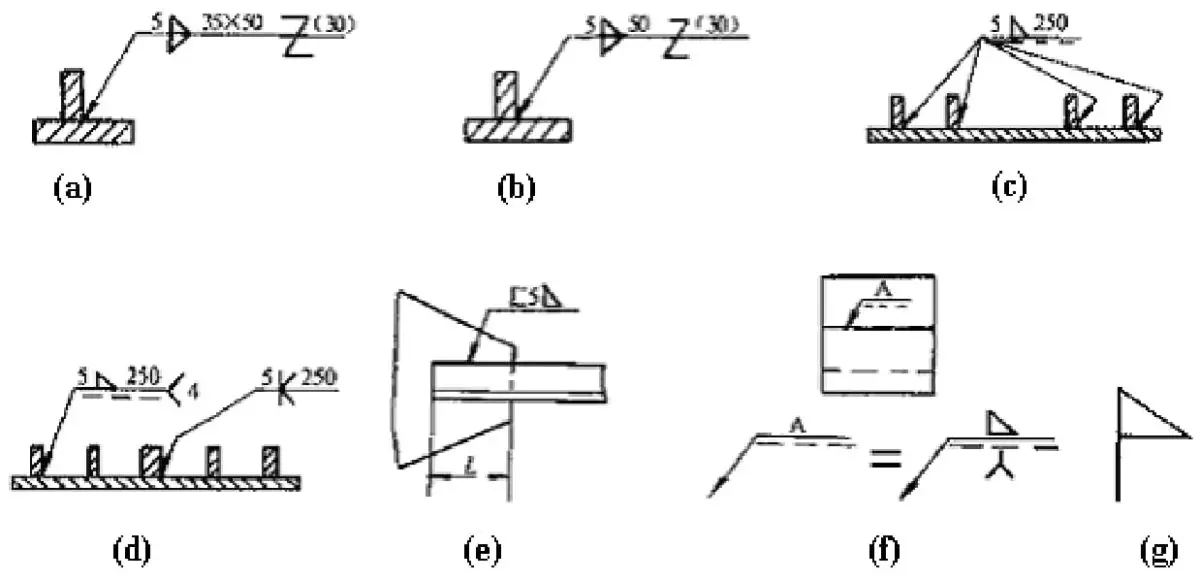
3. Anotação de Símbolos de Solda
O Padrão Nacional GB/T324-1988, GB/T5185-1999 e GB/T12212-1990 estipulam, cada um, os métodos de anotação para símbolos de solda e códigos de métodos de soldagem.
(1) Os símbolos de soldagem e os códigos dos métodos de soldagem podem ser representados de forma precisa e inequívoca por meio de diretrizes e regulamentos relevantes.
(2) Ao anotar soldas, primeiro anote os símbolos básicos de solda na parte superior ou abaixo das linhas de referência, e outros símbolos serão anotados em suas respectivas posições conforme prescrito.
(3) Geralmente não há requisitos específicos para a posição da linha da seta em relação à solda, mas ao anotar soldas em forma de V, em forma de V de lado único, em forma de J, etc., a seta deve apontar para o peça de trabalho com a ranhura.
(4) Quando necessário, a linha da seta pode ser dobrada uma vez.
(5) A linha de referência imaginária pode ser traçada acima ou abaixo da linha de referência real.
(6) A linha de referência geralmente deve ser paralela à borda inferior do desenho, mas em condições especiais também pode ser perpendicular à borda inferior.
(7) Se a solda e a linha da seta estiverem no mesmo lado da junta, o símbolo básico da solda será anotado ao lado da linha de referência real; inversamente, se a solda e a linha da seta não estiverem no mesmo lado da junta, o símbolo básico da solda será anotado no lado da linha de referência imaginária.
Quando necessário, o símbolo básico de solda pode ser acompanhado por símbolos e dados de tamanho.
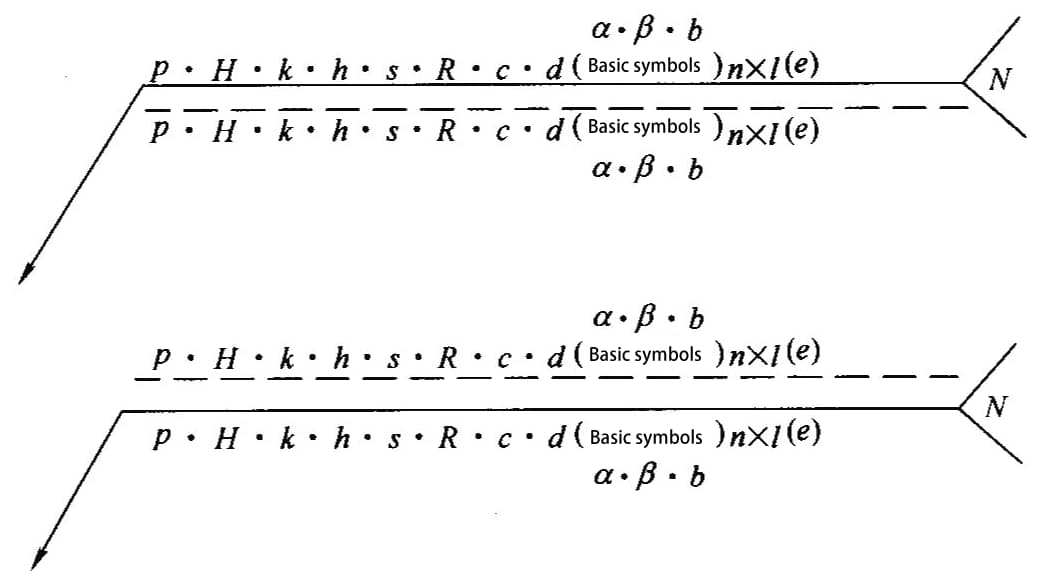
Princípios de anotação:
1) As dimensões na seção transversal do cordão de solda estão marcadas no lado esquerdo do símbolo básico, tais como: altura da borda romba p, altura da ranhura H, tamanho do ângulo de solda K, altura residual do cordão de solda h, espessura efetiva de o cordão de solda S, o raio da raiz R, a largura do cordão de solda C e o diâmetro da pepita de solda d.
2) As dimensões na direção do comprimento do cordão de solda estão marcadas no lado direito do símbolo básico, tais como: comprimento do cordão de solda L, folga do cordão de solda e e número de cordões de solda idênticos n.
3) O ângulo da ranhura α, o ângulo da face da ranhura β, a folga da raiz b e outras dimensões são marcados no lado superior ou inferior do símbolo básico.
4) O símbolo para o número de cordões de solda idênticos está marcado na extremidade traseira.
5) Quando há muitas dimensões a serem marcadas e não são fáceis de distinguir, o símbolo de dimensão correspondente pode ser adicionado na frente dos dados.
| Nome | Diagrama esquemático | Marcação |
| Costura de solda de topo |
 |
 |
 |
 |
|
| Costura de solda de filete intermitente |
 |
 |
| Costura de solda de filete intermitente escalonada |
 |
 |
| Costura de solda por pontos |
 |
 |
| Costura de solda |
 |
 |
| Costura de solda plugada ou costura de solda ranhurada |
 |
 |
4. Anotação simplificada de juntas de soldagem
Em GB/T12212-1990, métodos de anotação simplificados para juntas de soldagem também são estipulados em determinadas circunstâncias.