Existem muitos tipos de máquinas-ferramentas CNC disponíveis hoje, cada uma com diferentes estruturas e funções. Eles geralmente podem ser classificados de acordo com os seguintes métodos:

1. Classificação baseada na trajetória de movimento da máquina-ferramenta
De acordo com as diferentes trajetórias de movimento da máquina-ferramenta, ela pode ser dividida em máquinas-ferramentas CNC de controle ponto a ponto, máquinas-ferramentas CNC de controle linear e máquinas-ferramentas CNC de controle de contorno.
(1) Máquinas-ferramentas CNC de controle ponto a ponto
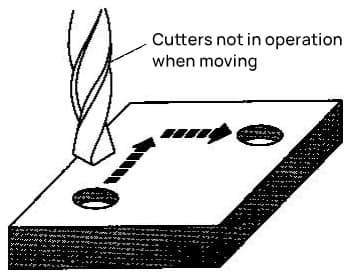
O controle ponto a ponto (também conhecido como controle de posicionamento ou controle de ponto) refere-se ao movimento da ferramenta de uma posição para outra sem requisitos estritos para a trajetória intermediária, desde que a ferramenta atinja a posição alvo com precisão.
A característica das máquinas-ferramentas de controle ponto a ponto é que elas apenas controlam o posicionamento preciso das partes móveis de uma posição para outra, sem realizar nenhum processamento durante seu movimento e posicionamento.
Para minimizar o tempo de movimento e posicionamento das partes móveis, o movimento entre dois pontos relacionados é primeiro realizado em velocidade rápida até próximo da nova posição, e depois desacelerado continuamente ou desacelerado gradativamente para se aproximar lentamente do ponto de posicionamento, garantindo seu posicionamento precisão.
O diagrama esquemático do processamento de controle ponto a ponto é mostrado na Figura 1-3.
Este tipo de máquina-ferramenta inclui principalmente mandriladoras CNC, furadeiras CNC, máquinas de solda por pontos CNC e máquinas de dobra CNC. O dispositivo CNC correspondente é chamado de dispositivo CNC de controle ponto a ponto.
(2) Máquinas-ferramentas CNC de controle linear
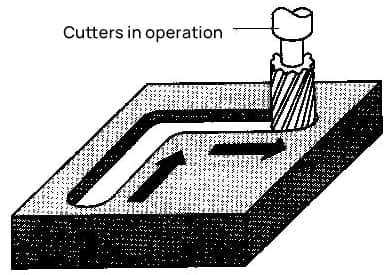
O controle linear (também conhecido como controle de corte paralelo) não apenas controla a posição precisa (distância) de dois pontos relacionados, mas também garante que a trajetória entre eles seja uma linha reta e controla a velocidade do movimento porque este tipo de máquina-ferramenta executa o corte processamento durante o movimento entre dois pontos.
A característica das máquinas-ferramentas CNC de controle linear é que elas controlam não apenas as posições precisas da ferramenta em relação à peça, mas também a velocidade e a trajetória do movimento entre dois pontos relacionados, cuja trajetória é geralmente composta por segmentos de reta paralelos. para cada eixo.
A diferença entre máquinas-ferramentas CNC de controle linear e controle ponto a ponto é que quando as partes móveis da máquina se movem, elas podem executar o processamento de corte ao longo da direção de um eixo de coordenadas e ter mais funções auxiliares do que o controle CNC ponto a ponto máquinas-ferramentas.
O diagrama esquemático do processamento de controle linear é mostrado na Figura 1-4.
Este tipo de máquina-ferramenta inclui principalmente tornos coordenados CNC, retificadoras CNC e mandriladoras e fresadoras CNC. O dispositivo CNC correspondente é chamado de dispositivo CNC de controle linear.
(3) Máquinas-ferramentas CNC para controle de contorno
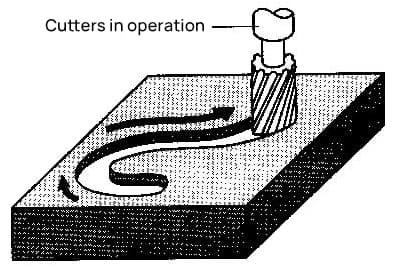
O controle de contorno, também conhecido como controle contínuo, é uma função que a maioria das máquinas-ferramenta CNC possui. A característica das máquinas-ferramentas CNC para controle de contorno é que elas podem controlar simultaneamente dois ou mais eixos com recursos de interpolação.
Eles não apenas controlam a posição e a velocidade de movimento da ferramenta em cada ponto durante o processamento, mas também podem processar qualquer formato de curva ou superfície.
O diagrama esquemático do processamento do controle de contorno é mostrado na Figura 1-5.
Tornos coordenados CNC, fresadoras CNC, centros de usinagem, etc., pertencem a máquinas-ferramentas de controle de contorno. O dispositivo CNC correspondente é chamado de dispositivo de controle de contorno. Os dispositivos de controle de contorno são muito mais complexos em estrutura e mais totalmente funcionais do que os dispositivos de controle ponto a ponto e lineares.
2. Classificação baseada no tipo de servo sistema
De acordo com os diferentes tipos de servossistemas, as máquinas-ferramentas CNC podem ser divididas em máquinas-ferramentas CNC de controle de malha aberta, máquinas-ferramentas CNC de controle de malha fechada e máquinas-ferramentas CNC de controle de malha semifechada.
(1) Máquinas-ferramentas CNC de controle de malha aberta
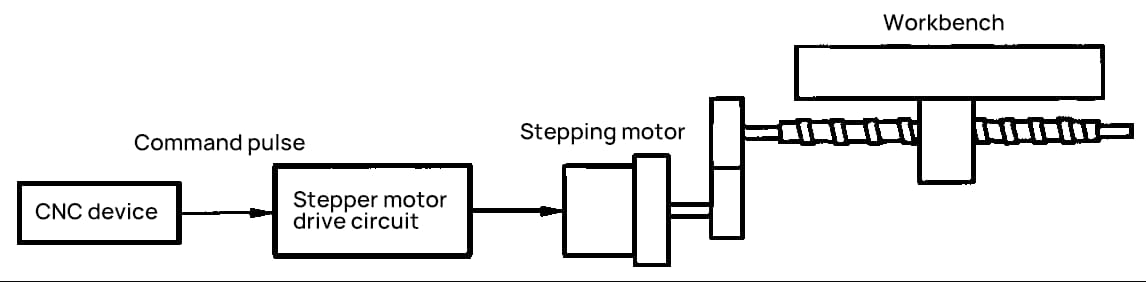
As máquinas-ferramentas CNC de controle de malha aberta geralmente não possuem elementos de detecção de posição e os componentes do servo acionamento são geralmente motores de passo.
Depois que o dispositivo CNC envia um pulso de alimentação, o pulso é amplificado e aciona o motor de passo para girar em um ângulo fixo e, em seguida, a mesa de trabalho é acionada para se mover por meio de transmissão mecânica.
O sistema servo de malha aberta é mostrado na Figura 1-6. Este tipo de sistema não possui valores de feedback do objeto controlado e sua precisão depende inteiramente da precisão do tamanho do passo do motor de passo e da precisão da transmissão mecânica.
Seu circuito de controle é simples, fácil de ajustar e possui baixa precisão (geralmente até 0,02mm), geralmente aplicado em máquinas-ferramenta CNC pequenas ou econômicas.
(2) Máquinas-ferramentas CNC de controle de circuito fechado
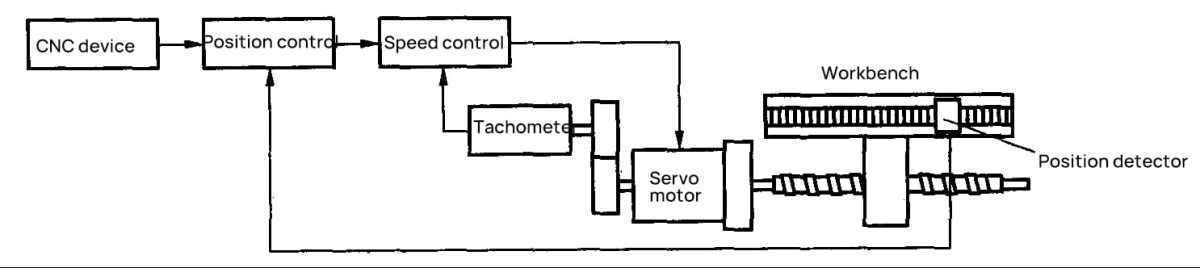
As máquinas-ferramentas CNC de controle de malha fechada geralmente possuem elementos de detecção de posição que podem detectar o deslocamento real da mesa de trabalho a qualquer momento e realimá-lo ao dispositivo CNC. Após compará-lo com o valor da instrução definida, o servo motor é controlado usando a diferença até que a diferença seja zero.
Este tipo de máquina-ferramenta geralmente usa servomotores CC ou CA para acionamento. Os elementos de detecção de posição comumente usados são grades lineares, grades magnéticas, sensores de sincronização, etc. O sistema servo de malha fechada é mostrado na Figura 1-7.
A partir do princípio de funcionamento do servo sistema de malha fechada, pode-se observar que a precisão do sistema depende principalmente da precisão do dispositivo de detecção de posição. Em teoria, pode eliminar completamente o impacto de erros nos componentes de transmissão no processamento da peça.
Portanto, este sistema pode atingir alta precisão de processamento. O projeto e o ajuste do sistema servo de circuito fechado apresentam grande dificuldade, e o preço dos elementos de detecção de deslocamento linear é relativamente caro, usado principalmente em algumas mandriladoras e fresadoras de alta precisão, tornos de ultraprecisão e centros de usinagem.
(3) Máquinas-ferramentas CNC de controle de loop semifechado
As máquinas-ferramentas CNC de controle de circuito semifechado geralmente instalam os elementos de detecção de posição no eixo do servo motor ou na extremidade do parafuso esférico, mas não realimentam diretamente o deslocamento da máquina-ferramenta.
Em vez disso, eles detectam o ângulo de rotação do servo sistema e enviam esse sinal de volta ao dispositivo CNC para comparação de instruções, usando a diferença para controlar o servo motor. O sistema servo de circuito semifechado é mostrado na Figura 1-8.
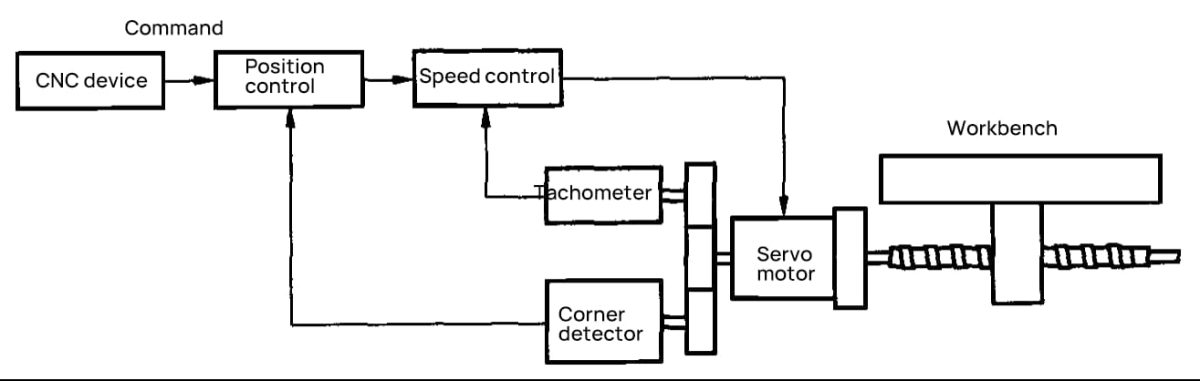
Como o sinal de feedback do servo sistema de circuito semifechado é obtido da rotação do eixo do motor, o dispositivo de transmissão mecânica no sistema está fora do circuito de feedback e sua rigidez, intermitência e outros fatores não lineares não têm efeito sobre a estabilidade do sistema, facilitando a depuração.
Da mesma forma, a precisão do posicionamento da máquina-ferramenta depende principalmente da precisão do dispositivo de transmissão mecânica.
No entanto, os dispositivos CNC modernos possuem funções de compensação de erro de avanço e compensação intermitente, portanto não é necessário aumentar muito a precisão dos vários componentes do dispositivo de transmissão.
A precisão pode ser melhorada para um nível aceitável pela maioria dos usuários através de compensação. Além disso, os dispositivos de detecção de deslocamento linear são muito mais caros que os dispositivos de detecção de deslocamento angular.
Portanto, exceto para máquinas-ferramentas grandes que exigem precisão de posicionamento muito alta ou têm requisitos especiais de deslocamento longo e não podem usar parafusos de esferas, a grande maioria das máquinas-ferramentas CNC usa sistemas servo de circuito semifechado.
3. Classificação por Finalidade do Processo
De acordo com as diferentes finalidades do processo, as máquinas-ferramentas CNC podem ser divididas em máquinas-ferramentas CNC para corte de metal, máquinas-ferramentas CNC para formação de metal, máquinas-ferramentas CNC para processamento especial e outros tipos de máquinas-ferramentas CNC.
(1) Máquinas-ferramentas CNC para corte de metal As máquinas-ferramentas CNC para corte de metal incluem tornos CNC, furadeiras CNC, fresadoras CNC, retificadoras CNC, mandriladoras CNC e centros de usinagem.
As máquinas-ferramentas de corte foram desenvolvidas primeiro e atualmente existem muitos tipos com diferenças funcionais significativas. Os centros de usinagem podem realizar trocas automáticas de ferramentas.
Todas essas máquinas-ferramentas possuem uma biblioteca de ferramentas que pode acomodar de 10 a 100 ferramentas. Sua característica é que vários processos podem ser concluídos fixando a peça uma vez.
Para melhorar ainda mais a eficiência da produção, alguns centros de usinagem utilizam mesas de trabalho duplas, uma para processamento e outra para carga e descarga, e a mesa de trabalho pode ser trocada automaticamente.
(2) Máquinas-ferramentas CNC para conformação de metal As máquinas-ferramenta CNC para conformação de metal incluem máquinas de dobra CNC, puncionadeiras combinadas CNC e prensas de cabeça rotativa CNC. Este tipo de máquina-ferramenta começou mais tarde, mas desenvolveu-se rapidamente.
(3) Máquinas-ferramentas de processamento especial CNC As máquinas-ferramentas de processamento especial CNC incluem máquinas-ferramentas de corte de fio, máquinas de descarga elétrica CNC, máquinas de corte por chama e máquinas-ferramentas de corte a laser CNC, etc.
(4) Outros tipos de máquinas-ferramentas CNC Outros tipos de máquinas-ferramentas CNC incluem máquinas-ferramentas CNC de medição de três coordenadas, etc.
4. Classificação por nível de função do sistema CNC
As máquinas-ferramentas CNC podem ser classificadas em três graus: baixo, médio e alto, de acordo com os diferentes parâmetros técnicos, indicadores funcionais e níveis de função dos principais componentes do sistema CNC.
Na China, eles também são classificados como máquinas-ferramentas CNC completas, máquinas-ferramentas CNC populares e máquinas-ferramentas CNC econômicas.
Esses métodos de classificação possuem limites relativos e os padrões de divisão diferem em diferentes períodos, principalmente nos seguintes aspectos.
(1) Grau de CPU do sistema de controle
Os sistemas CNC de baixo nível geralmente usam CPUs de 8 bits, enquanto os sistemas CNC de médio e alto nível usam CPUs de 16 ou 64 bits. Alguns dispositivos CNC agora usam CPUs de 64 bits.
(2) Resolução e taxa de avanço
A resolução é a menor unidade de deslocamento que o dispositivo de detecção de deslocamento pode detectar. Quanto menor for a resolução, maior será a precisão da detecção. Depende do tipo e da precisão de fabricação do dispositivo de detecção.
Geralmente, uma resolução de 10 μm e uma taxa de avanço de 8 ~ 10 m/min são consideradas máquinas-ferramentas CNC de baixa qualidade; uma resolução de 1 μm e uma taxa de avanço de 10 ~ 20 m/min são consideradas máquinas-ferramentas CNC de nível médio; e uma resolução de 0,1 μm e uma taxa de avanço de 15 ~ 20 m/min são consideradas máquinas-ferramentas CNC de alta qualidade.
Normalmente, a resolução deve ser uma ordem de grandeza maior que a precisão de usinagem exigida pela máquina-ferramenta.
(3) Tipo de sistema servo
As máquinas-ferramentas CNC com sistemas de alimentação de motor de passo ou de malha aberta são geralmente de baixa qualidade, enquanto as máquinas-ferramentas CNC de médio e alto grau usam sistemas servo CC ou CA semifechados ou de malha fechada.
(4) Número do eixo de ligação de coordenadas
O número de eixos de ligação de coordenadas das máquinas-ferramentas CNC também é um indicador comumente usado para distinguir o nível das máquinas-ferramentas.
De acordo com o número de eixos coordenados controlados ao mesmo tempo, eles podem ser divididos em ligação de 2 eixos, ligação de 3 eixos, ligação de 2,5 eixos (a qualquer momento, apenas dois eixos podem ser ligados entre os três eixos, e o outro eixo é controle de ponto ou linha), ligação de 4 eixos, ligação de 5 eixos, etc.
O número de eixos coordenados para máquinas-ferramentas CNC de baixa qualidade geralmente não excede 2 eixos, enquanto máquinas-ferramentas CNC de média e alta qualidade têm de 3 a 5 eixos coordenados.
(5) Função de comunicação
Os sistemas CNC de baixo nível geralmente não possuem recursos de comunicação, enquanto os sistemas CNC de nível médio podem ter interfaces RS-232C ou Controle Numérico Direto (DNC).
Os sistemas CNC de alta qualidade também podem ter interfaces de comunicação do Manufacturing Automation Protocol (MAP) com recursos de rede.
(6) Função de exibição
Os sistemas CNC de baixa qualidade geralmente possuem apenas displays de tubo digital simples ou displays de caracteres CRT de uma cor.
Os sistemas CNC de nível médio possuem monitores CRT mais completos, que não apenas exibem caracteres, mas também possuem gráficos bidimensionais, diálogo homem-máquina, status e funções de autodiagnóstico.
Os sistemas CNC de alta qualidade também podem ter exibição de gráficos tridimensionais, edição gráfica e outras funções.
5. Classificação pela composição do dispositivo CNC
As máquinas-ferramentas CNC podem ser classificadas em dois tipos: sistemas CNC com fio e sistemas CNC com fio macio, de acordo com a composição do dispositivo CNC utilizado.
(1) Sistema CNC conectado
Os sistemas CNC com fio usam dispositivos CNC com fio. O processamento de entrada, cálculo de interpolação e funções de controle são realizados por circuitos lógicos de combinação fixa dedicados.
Diferentes tipos de máquinas-ferramentas possuem diferentes circuitos lógicos de combinação. Ao alterar ou adicionar funções de controle e operação, é necessário alterar o circuito de hardware do dispositivo CNC.
Portanto, este sistema tem pouca universalidade e flexibilidade, longo ciclo de fabricação e alto custo. Antes do início da década de 1970, a maioria das máquinas-ferramentas CNC pertenciam a esse tipo.
(2) Sistema CNC com fio macio
Os sistemas CNC com fio macio, também conhecidos como sistemas de controle numérico computadorizado (CNC), usam dispositivos CNC com fio macio. O circuito de hardware deste tipo de dispositivo CNC é composto por pequenos ou microcomputadores e circuitos integrados gerais ou especiais de grande escala.
Quase todas as funções principais da máquina-ferramenta CNC são implementadas pelo software do sistema, portanto, o software do sistema para diferentes tipos de máquinas-ferramenta CNC é diferente.
Alterar ou adicionar funções do sistema não requer alteração do circuito de hardware, apenas alteração do software do sistema.
Portanto, este sistema tem maior flexibilidade. Ao mesmo tempo, como o circuito de hardware é basicamente universal, ele conduz à produção em massa, melhorando a qualidade e a confiabilidade, encurtando os ciclos de fabricação e reduzindo custos.
Após meados da década de 1970, com o desenvolvimento da tecnologia microeletrônica e o surgimento dos microcomputadores, bem como a melhoria contínua da integração de circuitos integrados, os sistemas de controle numérico computacional têm sido continuamente desenvolvidos e melhorados.
Atualmente, quase todas as máquinas-ferramentas CNC usam sistemas CNC com fio suave.







